АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Ремонт и юстировка лабораторных весов
Продолжительность службы и исправность весов зависят от правильной эксплуатации, от точного выполнения графиков технического надзора, а также от качества выполненного ремонта.
Технический надзор за лабораторными весами и профилактические мероприятия включают:
- разборку и сборку весов, очистку от грязи, удаление ржавчины со всех деталей весов (призм, подушек, серег, колец и др.), крепление колонок, стоек и ослабленных винтов, шурупов, болтов, и серег;
- замену недостающих или поврежденных деталей (шпилек, шурупов, отвесов, уровней, соединительных цепей, колец, щечек, гиредержателей, регуляторов тары);
- исправление деревянных витрин и ограждений;
- окраску механизмов весов для предохранения от коррозии;
- правильную установку весов.
Неисправные и своевременно неповеренные приборы, а также приборы, вызывающие сомнение в правильности показаний, подлежат изъятию из применения, а затем соответственно — ремонту, регулировке и поверке.
В поверочных лабораториях наряду с поверкой производят регулировку, юстировку весов, а также устранение в них мелких неисправностей, выявленных при поверке.
Различают три категории ремонта весов: текущий, средний и капитальный.
Текущий ремонт включает:
- разборку весов, промывку и очистку деталей от грязи и ржавчины;
- шлифовку призм, серег и подушек;
- установку новой пробки для поверительного клейма;
- окраску;
- поверку образцовыми гирями и регулировку; клеймение.
Средний ремонт кроме работ, производимых при текущем ремонте, включает:
- отжиг, заточку и закалку призм, серег и подушек; укрепление рычагов, рам, площадок;
- изготовление вспомогательных деталей (болтов, шпилек, отвеса, угольников, оковок);
- частичную (не более 40 % от общего количества) замену подушек, серег и призм новыми;
- капитальный ремонт кроме работ текущего и среднего ремонта включает:
а) частичную (более 40 % от общего количества) или полную замену подушек, серег и призм новыми;
б) изготовление новых металлических деталей (до 75 % от общего их количества в весах).
Требования к помещениям, в которых производится ремонт, зависят от вида и класса точности ремонтируемых в них весов и гирь от объема ремонта.
Особо высокие требования предъявляются к помещениям, где производится юстировка лабораторных весов 1-го разряда и 1-го класса.
Юстировку таких весов разрешается производить только в специально оборудованном помещении, полностью изолированном от рабочих помещений.
Юстировка весов более низких разрядов и классов осуществляется в обычных слесарно-сборочных мастерских на прочных устойчивых верстаках, на которые устанавливают выверенные по уровню металлические плиты.
Для ремонта весов необходимо иметь следующее оборудование и инструменты:
- сверлильный станок с патронами для сверления отверстий до 12 мм;
- слесарный верстак с параллельными тисками;
- установочные плиты с регулируемыми ножками для весов настольных обыкновенных, циферблатных и неравноплечих передвижных;
- микрометр гладкий от 0 до 25 мм, штангенциркуль от 0 до 200 мм, линейку 500 мм;
- разметочную плиту 400Х400 мм;
- точило диаметром до 250 мм;
- шлифовальные бруски;
- верстак для ручной обработки дерева;
- рубанок, фуганок;
- комплект слесарного инструмента;
- резьбовой набор;
- набор сверл от 0,5 до 12 мм;
- образцовые весы и гири согласно перечню поверочного оборудования.
Ремонт весов на месте эксплуатации осуществляет передвижная весоремонтная мастерская. Для хранения весов, поступивших в ремонт и вышедших из ремонта, отводится помещение, оборудованное стеллажами. Весы, вышедшие из ремонта, хранятся отдельно от весов, поступивших в ремонт.
При ремонте весов 4-го класса и образцовых IV разряда необходимо:
- очистить весы от загрязнения и коррозии.
Примечание - Весы очищают от грязи и ржавчины ветошью и керосином и в необходимых случаях применяют мелкозернистую шлифбумагу или шлифполотно. Категорически воспрещается удалять ржавчину с ответственных деталей весов наждачной бумагой, так как такой способ обработки искажает показания весов;
- тщательно осмотреть все детали, проверить твердость подушек, призм и щечек и заменить непригодные;
- произвести предварительную юстировку;
- разобрать весы и восстановить внешнюю отделку деталей;
- собрать весы и произвести окончательную юстировку;
- сдать весы поверителю на поверку.
Чаще всего при ремонте технических весов приходится заменять призмы, подушки, стрелки, иногда заменяют чашки.

Рисунок 12.18 - Коромысло весов 4-го класса
На рисунке 12.18 изображено коромысло весов 4-го класса с опорной призмой О и двумя грузоприемными призмами А и В.
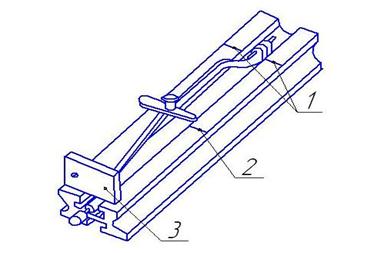
Рисунок 12.19 - Приспособление для установки призм
Приспособление для установки призм, которое часто называют параллелью, показано на рисунке 12.19. На верхней тщательно отшлифованной поверхности нанесены риски. Риска 2 предназначена для установки в нее опорной призмы коромысла, а риски 1 служат для выверки правильного размера плеч и параллельности призм.
Приспособление используется также для выверки правильности расположения призм относительно оси Z. Для этого на отшлифованную поверхность приспособления ставят плоскопараллельную плитку 3, относительно нижней поверхности которой и выверяют на просвет правильность расположения призм. Полное совпадение вершины призмы с нижней поверхностью плитки указывает на правильность ее установки.
После установки призм приступают к предварительной юстировке весов. Юстировку весов следует производить на горизонтальных верстаках, не подверженных сотрясениям или вибрациям, вызываемым работой станков и другого оборудования. Сначала производят юстировку только коромысла весов, для чего необходимы специальные серьги и парные грузы.
Специальные серьги состоят из рамки, в верхней части которой закреплены подушки и закаленные вкладыши, а в нижней — запрессован валик с тремя кольцеобразными выточками по середине и по краям валика.
Юстировку коромысла весов выполняют следующим образом. Установив по имеющемуся на колонке отвесу станину весов с колонкой и коромыслом, подвешивают на грузоприемные призмы специальные серьги и приводят в равновесие коромысло с помощью регуляторов тары. Затем подвешивают на срединные углубления серег парные грузы соответствующие предельной нагрузке весов. Стрелка при этом занимает какое-то положение равновесия.
Для того, чтобы определить чувствительность весов, сначала к одному, потом к другому грузу добавляют гирю-допуск. Конец стрелки должен отклониться при этом не менее чем на одно деление шкалы.
Если этого не произошло, то следует проверить зазор между вершиной опорной призмы и линией, проходящей через вершины грузоприемных призм. При малой чувствительности (большом зазоре) следует заменить опорную призму на более высокую и вновь определить чувствительность. Если чувствительность окажется слишком велика, то нужно заменить опорную призму на более низкую.
В том случае, если зазор между вершинами опорной и грузоприемной призм выдержан правильно, а чувствительность все же несколько мала, необходимо заменить гайку, крепящую стрелку, на более тяжелую или поставить более легкую стрелку, а иногда заменить и гайку, и стрелку. При излишней чувствительности ставят более легкую гайку или более тяжелую стрелку.
Регулируя чувствительность, следует наблюдать за характером колебаний стрелки весов. Колебания должны быть плавными затухающими; при каждом отклонении стрелки затухание не должно быть больше 0,5 деления шкалы.
Достигнув необходимой чувствительности при предельной нагрузке, устраняют непостоянство показаний весов и неравноплечесть коромысла. Для этого на середине риски специальных серег помещают грузы, соответствующие 0,1 части предельной нагрузки весов, открывают изолир и наблюдают за колебаниями стрелки. Сделав несколько колебаний, стрелка должна занять определенное положение. Затем открывают и закрывают еще три-четыре раза изолир и наблюдают за тем, чтобы каждый раз положения равновесия не менялось.
Изменение показаний при этом указывает на неисправность работы механизма изолира. Большей частью эта неисправность проявляется в том, что при подъеме и опускании проворачивается шток, несущий обойму с опорными подушками, в результате чего призма становится каждый раз в новое положение. Устраняют это явление путем регулировки зазоров между направляющими штифтами штока и прорезью, в которой они передвигаются. Регулируют работу изолира так, чтобы изменения показаний весов не превышали установленных допусков. Затем проверяют положение равновесия ненагруженного коромысла и вновь подвешивают к серьгам парные грузы, соответствующие 0,1 части предельной нагрузки. Один такой груз подвешивают на среднее углубление левой серьги, а второй — сначала на одно а затем на другое крайнее углубление правой серьги При этом:
- грузик-допуск приводит весы в равновесие или отклоняет в противоположную сторону, т. е. весы верны;
- грузик-допуск не приводит весы в равновесие, причем наблюдается следующее, в обоих положениях груза на серьге перевесил правый груз, в обоих положениях перевесил левый груз, где:
1) в первом положении перевесил правый груз, а во втором — левый;
2) в первом положении перевесил левый груз, а во втором — правый.
Все это является следствием неравенства плеч или неправильного расположения правой призмы по отношению к левой призме.
Правильность показаний весов можно восстановить подточкой призмы: - в первых двух случаях надо подточить по всей длине её вершину, а в двух других - призму переточить так, чтобы её вершина была параллельна вершинам опорной и левой грузоприёмных призм, а плечи коромысла одинаковы.
То же наблюдается и при неправильном расположении левой призмы, а также в том случае, если призмы будут параллельны друг другу, но не перпендикулярны к плоскости коромысла.
Если разница в плечах большая, призму не перетачивают, а выправляют гнездо и ставят призму в надлежащее положение. Необходимость этого вызвана тем, что при каждой переточке для увеличения плеча l на ∆l увеличивается зазор между вершинами опорной и грузоприемной призмы и снижается чувствительность весов.
Переточку весов производят на вращающихся карборундовых кругах или брусках и притирах. Для удобства переточки применяют оправку (рисунок 12.20), которая состоит из рамки 2, гайки 3 и винта 1, с помощью которого призму 4 зажимают в направляющих рамки 2.

Рисунок 12.20 – Оправка для переточки весов
После юстировки коромысла приступают к юстировке собранных весов при предельной нагрузке. Грузы, равные предельной нагрузке, кладут на чашки весов и определяют погрешность и чувствительность собранных весов.
Чувствительность определяют следующим образом. Отклонив коромысло до упора в одну сторону, и положив на противоположный груз гирю-допуск, необходимо осторожно опустить коромысло, придерживая его пальцами. При этом весы должны прийти в равновесие или отклониться в противоположную сторону. Затем испытание следует повторить, отклонив коромысло в противоположную сторону и перенеся груз-допуск на другой груз. При этом весы должны прийти в равновесие.
Если этого не произойдет, то необходимо проверить твердость призм и соприкасающихся с ними деталей, перекалить мягкие детали, и вновь отъюстировать весы при 0,1 части предельной нагрузки. Если полностью нагруженные весы при наложении допуска не приходят в равновесие, то это значит, что весы находятся в безразличном равновесии, т. е. центр тяжести совпадает с вершиной опорной призмы. Для исправления этого следует сместить центр тяжести ниже точки опоры.
Проведя предварительную юстировку весов, производят их окраску. Полученные из окраски детали тщательно протирают, а затем собирают весы.
Собранные весы необходимо оттарировать так, чтобы тарировочные грузки находились на середине стержней. Иногда необходимо заменять один из грузков или стержней на более тяжелый. В случае необходимости производят окончательную юстировку собранных весов.
Если предварительная юстировка весов была проведена тщательно, то окончательная юстировка сводится к незначительной переточке призм на карборундовых брусках без выколачивания их из гнезда. После окончания юстировки весы передают на поверку. Приемы юстировки весов 1, 2 и 3-го классов и образцовых весов I, II и III разрядов от приемов юстировки весов 4-го класса отличаются тем, что регулировка плеч производится не переточкой призм, а передвижением кареток, а чувствительность регулируют не заменой деталей, а перемещением специальных грузов. При юстировке весов 1—3-го классов и I—III разрядов используют те же приемы, но проводят ее по более жестким допускам.
Следует помнить:
- при юстировке весов нельзя долго держать коромысло в руках, так как достаточно одному плечу нагреться на 0,3 °С больше, чем другому, чтобы погрешность весов вышла из допускаемых пределов;
- затягивать регулировочные винты в каретках необходимо с равным усилием и без перенапряжения, так как затянутые с равным усилием винты изменяют натяжение кареток, и показания весов изменяются;
- отъюстировав весы при 0,1 части предельной нагрузки, необходимо сделать перерыв, после которого снова проверить показания весов и, убедившись в их постоянстве, продолжать юстировку при предельной нагрузке;
- рекомендуется вести одновременно юстировку нескольких весов с тем, чтобы в перерывы, необходимые для «отдыха» одних весов, юстировать другие;
- поверку весов при юстировке проводят в такой же последовательности, как и при выпуске из производства, эксплуатации или ремонте
Отличительные особенности в стандартах ГОСТ 24104 – 1988; ГОСТ 24104 – 2001 соответствующих лабораторным средствам измерения массы и стандартах ГОСТ 7328 – 824 ГОСТ 7328 – 2001 соответствующих гирям.
Первое отличие новой версии ГОСТ 24104 - 2001 состоит в том, что в соответствии с требованиями международным МР 76 все лабораторные весы разделены на 3 класса точности:
 специальный
специальный
 высокий
высокий
 средний
средний
При этом из стандарта исключено деление весов на весы (образцовые) эталонные и общего назначения и деление по разрядам и классам точности I/1 - IV/4. На компараторы массы стандарт не распространяется. И вот здесь уже может появиться первое затруднение в выборе весов. Если раньше в старой версии стандарта было жестко регламентировано применение весов по разрядам и классам точности, то теперь право выбора остается за самим пользователем весов с тем условием, что сам пользователь должен четко представлять, для каких целей он будет применять данное средство измерения. Характеристики весов остаются неизменными, однако, эксплуатироваться они могут по-разному: либо для взвешивания, либо для передачи единицы массы от высшего класса средства измерения к низшему, т.е. для поверки средства измерения. Ведь то же самое было и по старой версии стандарта. Только там присутствовал термин «образцовые». При этом потребитель часто считал, что если он применит при заказе термин «образцовые» весы III разряда, то получит весы по своим метрологическим характеристикам лучше весов общего назначения 3-го класса точности.
Исключение деления весов на весы общего назначения и образцовые пусть даже пока непривычно, но предотвратит путаницу при заказе. Однако если потребитель вдруг захочет приобрести такие весы не только для взвешивания, но и для поверки гирь (предположим, что на предприятии есть аккредитованная на право калибровки гирь лаборатория), то он может уверенно использовать такие весы, так как в руководстве по эксплуатации будут указаны те классы гирь, которые могут быть поверены на этой конкретной модели весов. Встречающийся сейчас в нормативно-технической документации термин “эталонные весы”, применяемый в соответствии с законом РФ “Об обеспечении единства измерений», дублирует термин «образцовые весы”, но отсутствие до настоящего времени стандарта на государственную поверочную схему не обязывает нас использовать широко этот термин; тем более что, как уже было отмечено, этот термин определяет только область применения средства измерения.
Вторым кардинальным отличием новой версии стандарта следует считать появление в нем новых характеристик: цена поверочного деления «е» и число поверочных делений “n”. Пользуясь именно этими характеристиками, каждый специалист может выбрать для себя весы со 100 % гарантией того, что это именно те весы, которые необходимы для эксплуатации. Цена поверочного деления “е” - это условная величина, выраженная в единицах массы и предназначенная для расчета погрешности весов. Значение цены поверочного деления “е” устанавливается производителем весов и в соответствии с требованиями нового государственного стандарта должно быть указано на шильдике.
По-прежнему на шильдике остается нанесенным и значение дискретности отсчета.
Как уже было сказано, по новой версии стандарта в соответствии с международными рекомендациями появились три класса точности для лабораторных весов, которым соответствуют следующие обозначения: специальный I, высокий II, средний III.
Необходимо обратить внимание на то, что классификация весов по классам точности, принятая в ГОСТ 24104-2001, не соответствует классификации ГОСТ 24104-88. При практическом пересчете метрологических характеристик по новой версии стандарта весы 1 и 2 классов и практически почти все весы 3-го класса по ГОСТ 24104-88 входят в специальный I класс точности по ГОСТ 24104-2001, а весы 4-го класса точности - в высокий II класс точности.
В зависимости от класса точности весов устанавливаются следующие значения “е”:
- для весов любого класса точности е = d;
- для весов специального и высокого классов точности “е” выбирается из ряда 2d, 5d, 10d - для весов специального класса точности, у которых “е” не более 0,1мг допускается устанавливать следующие значения “е”: е = 20d, e = 50d,
e = 100d, e = 200d, e = 500d, e = 1000d; очевидно, что эти выражения применимы для весов, у которых значения дискретности отсчета не превосходят 5 мкг. При этом значение величины «е», выраженное в единицах массы, должно соответствовать члену ряда 1 х 10 (где а - любое целое число или ноль, т.е. 1, 10, 100 и т.д. Важным моментом для классификации весов является определение числа поверочных делений “n”, “n” равняется отношению наибольшего предела взвешивания (НПВ) к значению “е”. Следует обратить внимание на то, что весы, имеющие одинаковое число поверочных делений “n”, иногда могут быть отнесены к различным классам точности. Выбор того, к какому классу точности отнести весы, осуществляется производителем весов в зависимости от достижимого в каждом конкретном случае отношения цена/качество. Под качеством в данном случае понимается значение допускаемой погрешности взвешивания на весах. И еще одна новая характеристика, обязательная для весов и необходимая потребителю - это наименьший предел взвешивания (НмПВ). В старой версии стандарта эта характеристика приводилась только для образцовых весов, так как именно ей определялось наименьшее значение массы поверяемой гири. Всем известно, как важно знать, от какого наименьшего предела взвешивания производитель гарантирует указанную в руководстве по эксплуатации погрешность весов. И вот теперь эта характеристика определена в новом стандарте как обязательная, которая также выносится на весы. Нормирование наименьшего предела взвешивания в новом стандарте осуществляется через дискретность отсчета “d”. Для весов специального класса точности НмПВ составляет 100d; для высокого класса точности - 20d или 50d в зависимости от величины “е”; для среднего класса - 20d. Значения “n” и НмПВ в зависимости от класса точности и значения “е” должны соответствовать указанным в таблице 12.4.
Таблица 12.4 - Нормирование наименьшего предела взвешивания
| Класс точности | е | n | НмПВ |
| Специальный | Любое | 50000 и более | 100d |
| Высокий | До 50 мг включ. Св. 50 мг | От 100 до 100000 включ. От 5000 до 100000 включ. | 20d 50d |
| Средний | До 2г включ. Св. 2г | От 100 до 10000 включ. От 500 до 10000 включ. | 20d 20d |
Таким образом, пользователь, приобретающий весы, читает на шильдике весов значения наибольшего предела взвешивания НПВ (это было и ранее), дискретности отсчета весов “d” (также было ранее), цены поверочного деления “е”(вводится вновь), наименьшего предела взвешивания НмПВ (вводится вновь), класс точности весов.
Самая главная метрологическая характеристика весов - погрешность взвешивания - указана в “Руководстве по эксплуатации”, которое входит в комплект поставки с каждыми весами. И здесь мы видим отличие от ранее действовавших документов. В предыдущей версии стандарта для электронных весов устанавливалось одно значение погрешности во всем диапазоне автоматического уравновешивания. Согласно новой версии стандарта весь диапазон взвешивания от наименьшего до наибольшего пределов взвешивания разбивается на интервалы взвешивания, характеризующиеся различными значениями предельно допускаемой погрешности. Границы интервалов взвешивания выражаются определенным количеством цен поверочных делений “е”. В результате такого разбиения весы имеют несколько значений предельно допускаемой погрешности по диапазону взвешивания, нормируемых производителем в долях цены поверочного деления “е” и выражаемых в единицах массы. Интервалы взвешивания и соответствующие им предельные значения допустимой погрешности взвешивания для весов различных классов точности приведены в таблице 12.5.
Таблица 12.5 - Интервалы взвешивания и соответствующие им предельные значения допустимой погрешности
| Интервалы взвешивания для весов класса точности | Пределы допускаемой погрешности | |||
| специального | высокого | среднего | при первичной поверке | в эксплуатации |
| До 50000е | До 5000е включ. | До 500е включ. | ±0,5е | ±1,0е |
| Св. 50000е до200000е включ. | Св. 5000е до20000е включ. | Св. 500е до2000е включ. | ±1,0е | ±2,0е |
| Св. 200000е | Св. 20000е | Св. 2000е | ±1,5е | ±3,0е |
Остановимся на примере расчета погрешности весов по имеющимся данным, которые помещаются в каталогах и прайс-листах на выпускаемую продукцию. Хочется сразу сказать об одном термине, применяемом в некоторых рекламных документах. Этот термин – “точность средства измерения”.
В соответствии с действующими в Российской Федерации Рекомендациями МИ 2247-93 “Рекомендация. ГСИ. Метрология. Основные термины и определения” и РМГ 29 - 99 “Рекомендации по межгосударственной стандартизации. Государственная система обеспечения единства измерений. Метрология. Основные термины и определения” термин “точность” определяется как “характеристика качества средства измерения, отражающая близость его погрешности к нулю”.
Примечание - Считается, что чем меньше погрешность, тем точнее средство измерения.
Таким образом, при выборе весов с определенной точностью взвешивания необходимо руководствоваться значением величины их погрешности, а не только значением дискретности как это делается многими пользователями весов.
Рассмотрим на примере, как выбрать весы по имеющимся рекламным документам. Для того, чтобы пользователь мог самостоятельно правильно выбрать весы по погрешности в рекламном документе должны быть указаны: НПВ, НмПВ, “d”, “е”, класс точности. Исходя из этих значений и имея перед собой ГОСТ 24104 - 2001 необходимо выполнить следующие действия:
а) определить число поверочных делений во всем диапазоне взвешивания n = НПВ/е;
б) в соответствии с таблицей 2 ГОСТ 24104-2001, зная к какому классу точности относятся рассматриваемые весы, разбить диапазон взвешивания весов на интервалы взвешивания;
в) в соответствии с таблицей 2 ГОСТ 24104-2001 определить значения предельно допускаемой погрешности для каждого интервала взвешивания, выраженные в долях “е”;
г) зная значение “е” в единицах массы, определить значения предельно допускаемой погрешности в единицах массы.
Поясним изложенный порядок определения погрешности на конкретных примерах.
В качестве примера выбираем весы лабораторные производства ЗАО “Сартогосм” модели ВР 121S специального I класса точности по ГОСТ 24104 - 2001 (2-го класса точности по ГОСТ 24104 - 88).
Характеристики рассматриваемых весов, представленные в рекламных материалах, приведены в таблице 12.6.
Таблица 12.6 - Характеристики рассматриваемых весов
| Модель весов | Класс точности по ГОСТ 24104 - 88 | Класс точности по ГОСТ 24104 - 2001 | НПВ, г | НмПВ, г | d, мг | е, мг |
| ВР121S | специальный | 0,01 (100d) | 0,1 | 1(10d) |
В соответствии с приведенным порядком расчета определяем:
а) число поверочных делений в диапазоне взвешивания n = НПВ/еn = 120 000;
б) разбиваем диапазон взвешивания на интервалы взвешивания.
Для весов ВР121S специального класса точности диапазон взвешивания разбивается на 2 интервала взвешивания:
- 1-й интервал - от НмПВ до 50 000е включительно, т.е. от 0,01 г до 50 г (50 000 х 1 мг), - 2-й интервал - свыше 50000е до НПВ (120000е), т.е от 50 г до 120 г.
в) определяем предельные значения допускаемой погрешности в интервалах взвешивания рассматриваемых весов.
Для весов ВР 121S:для 1-го интервала взвешивания предел допускаемой погрешности составляет (таблица2) ± 0,5е, т.е. ± 0,5 мг, для 2-го интервала - ±1,0е, т.е. ±1,0 мг.
Как отмечалось выше, весы, имеющие определенное число поверочных делений могут быть отнесены к различным классам точности. Например, весы модели СР64, выпускаемые фирмой “Сарториус”, имеют следующие характеристики: НПВ - 64 г, d - 0,1 мг. НмПВ - 10 мг, е - 1 мг. В соответствии с изложенными правилами определяем n = НПВ/е = 64000. Согласно таблице 1 при n = 64000 весы могут быть отнесены к специальному (n = 50000 и более) или к высокому (n от 100 до 100 000) классам точности. Далее диапазон взвешивания разбивается на интервалы взвешивания и определяются значения предельно допустимой погрешности в каждом из интервалов. В случае отнесения весов к специальному классу точности диапазон взвешивания разбивается на 2 интервала взвешивания: 1-й интервал - от НмПВ до 50 г с погрешностью ±0,5 мг, 2-й интервал -свыше 50 г до НПВ (64г) с погрешностью ±1,0 мг. В случае отнесения весов к высокому классу точности диапазон взвешивания разбивается на 3 интервала: 1-й интервал от НмПВ до 5 г с погрешностью ±0,5 мг, 2-й интервал свыше 5 г до 20 г с погрешностью ±1,0 мг, 3-й интервал свыше 20 г до НПВ с погрешностью ±1,5 мг. Очевидно, что значения предельно допустимой погрешности по диапазону взвешивания во втором случае являются существенно большими. Это обуславливает более низкую стоимость весов высокого класса точности по сравнению с весами специального класса точности.
Новая версия стандарта предусматривает возможность выпуска многодиапазонных весов. Ранее отечественные многодиапазонные лабораторные весы не выпускались. Практически такие весы могут иметь два или три диапазона взвешивания, при этом наибольший предел взвешивания первого диапазона является наименьшим пределом взвешивания второго диапазона. Каждый диапазон взвешивания имеет свои значения «е», «d» и «n», т.е. в одних весах конструктивно собраны две или три однотипные модели весов.
В новой версии стандарта устанавливается в качестве обязательной еще одна, очень важная в эксплуатации характеристика весов, подтверждающая стабильность их работы, а именно, получасовой и четырехчасовой тесты. Через 30 мин после нагружения погрешность не должна превышать значение 0,5 е, при этом между 15-й и 30-й минутами она должна быть не более 0,2 е, или через 4 часа после нагружения погрешность не должна превышать значения предельно допустимой погрешности. Соответствие весов этой характеристике гарантирует качество весов по значению погрешности во времени.
И еще несколько эксплуатационных характеристик.
Достаточно жестким является требование фиксации перегрузки. Перегрузка весов должна фиксироваться весами начиная со значений 9е, т.е. если, например, е =10 мг и НПВ – 500 г, то перегрузка составляет 90 мг, при перегрузке показание весов должно отсутствовать и весы должны отключаться. В прежней версии стандарта перегрузка задавалась равной 5 % от НПВ. Для весов, например, с НПВ = 550 г она составляла 0,05 х 550 = 27,5 г., т.е. по новому стандарту требование по фиксации перегрузки жестче в 30 раз.
В новом стандарте изменился диапазон рабочих температур. Для весов специального класса точности (1, 2 и 3 классы точности по старому стандарту) он установлен равным 5 °С. Для весов высокого класса точности (прежний 4-й класс) диапазон рабочих температур по новому стандарту устанавливается 15 °С вместо 25 °С по старому стандарту.
В условиях эксплуатации обеспечивать более узкий диапазон рабочих температур труднее, но зато пользователь получает более устойчивые в работе весы и уверенность в сходимости результатов измерений.
Перейдем теперь к рассмотрению новой версии государственного стандарта на гири ГОСТ 7328 - 2001 “Гири. Общие технические условия”.
Основное требование к гирям - значение допускаемых отклонений от номинальных значений массы гирь - сохранилось то же, что и в прежнем стандарте.
В новой версии стандарта введен целый ряд новых требований, соответствующих международной рекомендации.
Так обозначение классов точности гирь приведено в полное соответствие с МР 111. Введено 7 классов точности гирь с обозначениями, принятыми в МР 111. Это гири классов точности Е1, Е2, F1, F2, М1, М2 и М3. Из стандарта исключены понятия гирь образцовых и общего назначения. (Аналогично стандарту на весы.) При этом гири класса точности Е1 по своим метрологическим характеристикам соответствуют I разряду по ГОСТ 7328 - 82; класса точности Е2 - I/1 разряду/классу; класса точности F1 - II/2 разряду/классу; класса точности F1 - III /3 разряду/классу; класса точности M1 - IV/4 разряду/классу; классов точности М2 и М3 - классам 5 и 6 соответственно. Расширен по сравнению с прежним стандартом диапазон номинальных значений массы гирь, для которых нормируются метрологические характеристики. Так для гирь классов Е1 и Е2 (Ia, I/1 разряды по ГОСТ 7328-82) в новом стандарте нормируются метрологические характеристики для гирь массой 2, 5, 10, 20 кг и 50 кг.
Дополнен (расширен) состав декад наборов гирь. В прежнем стандарте числовой ряд каждой декады определялся как (1, 2, 2, 5)х10nкг, в новом стандарте дополнительно введены следующие числовые ряды каждой декады: (1, 1, 2, 5) х10nкг; (1, 1, 1, 2, 5) х10nкг; (1, 1, 2, 2, 5)х10nкг. Новый стандарт предусматривает возможность дополнения набора гирей массой 10 в степени “n+1” кг, где “n” назначается из ряда от -6 до 0. Таким образом, в наборах самая большая по массе гиря может быть 10 кг.
Гири массой 20 кг по новому стандарту в наборы не входят. Эти гири будут поставляться только в виде одиночных гирь.
Числовой ряд (1, 2, 2, 5) х10n кг является предпочтительным. При заказе наборов гирь с другими числовыми рядами декад пользователь должен оговорить это в заявке особо.
Меняются способы обозначения наборов гирь. Обозначение набора гирь по старому стандарту включало в себя суммарное значение масс входящих в набор гирь. По новому стандарту в обозначении набора гирь указываются предельные значения масс гирь, входящих в набор. Например, по старому стандарту набор гирь 2 класса от 1 г до 500 г имел обозначение: Набор Г2 1110 ГОСТ 7328 - 82. По новому стандарту этот набор будет иметь обозначение: Набор (1г- 500г) F1 ГОСТ 7328 - 2001.
Установленные в новом стандарте требования к материалам, из которых должны изготавливаться гири, повышают качество работы с этими гирями на весах. Так теперь производитель гирь обязан при выборе материала учитывать не только его плотность, но и магнитную проницаемость.
Это свойство материала является важным для работы на прецизионных электронных весах, в которых используется принцип магнитоэлектрической компенсации, так как применение гирь из материалов с высокой магнитной проницаемостью влияет на изменение показаний весов. Для гирь класса Е1 значение относительной магнитной проницаемости материала должно составлять не более 1,01; для гирь класса Е2 - не более 1,03; для гирь класса F1, а также класса F2 с номинальной массой от 1 до 10 г - не более 1,05; для прочих гирь - 1,1. В качестве материала для изготовления «немагнитных» гирь используются нержавеющие стали аустенитного класса или алюминий для миллиграммовых гирь.
Поверхность гирь по новому стандарту должна полироваться до зеркального блеска, что улучшает стабильность характеристик гирь, так как плохо отполированные поверхности позволяют накапливаться на ней частицам пыли и тем самым влиять на изменение допускаемого отклонения от номинального значения массы гири.
Полностью меняется маркировка гирь.
На гири классов точности Е1 и Е2 (Ia и I/1), а также на все гири номинальной массой менее 1 г номинальные значения массы и обозначения класса точности не наносятся.
Обозначения номинальных значений массы и классов точности наносятся на головку или верхнюю поверхность гири:
- на гири класса точности F1 наносятся номинальные значения массы без указания единиц физической величины, обозначения класса точности не наносятся;
- на гири класса точности F2 наносятся номинальные значения массы без указания единиц физической величины и обозначение класса точности буквой “F”;
- на гири классов точности М1, М2 и М3 следует наносить номинальные значения массы с обозначением единиц «г» или «кг» соответственно, а также - на гирях класса точности М1 класс точности обозначают символом «М», на гирях класса точности М2 - символом «М2», на гирях класса точности М3 - символом «М3» или «X».
Ужесточаются требования к допустимой влажности дерева, используемого для изготовления футляров для гирь. Вместо прежнего значения допустимой влажности – 12 %, в новом стандарте допускается только – 6 %. Внутренняя поверхность футляров должна быть оклеена бильярдным (антистатическим) сукном.
Теперь о выборе гирь по классам точности для работы с весами конкретного типа.
Класс точности гири, которая применяется для калибровки электронных весов, всегда должен быть указан в рекламном документе. При отсутствии такого указания класс точности калибровочной гири следует определить по ГОСТ 7328 - 2001 по ее допускаемому отклонению от номинального значения массы гири, которое должно составлять 0,1 от значения погрешности весов.
В соответствии с новой версией стандарта при поставке гирь к ним должны быть приложены:
- для гирь классов точности Е1, Е2 - паспорт по ГОСТ 2.601 и свидетельство о поверке или сертификат о калибровке в соответствии с нормативными документами по поверке,
- для гирь классов точности F1, F2, М1 - паспорт по ГОСТ 2.601,
- для гирь классов точности М2, М3 - этикетка по ГОСТ 2.601.
Если гири приобретаются для поверки (или калибровки гирь), то здесь по-прежнему используется тот же принцип, что и ранее: гири более низкого класса точности поверяются гирями более высокого класса.
Серьезной проблемой, возникающей при внедрении новых стандартов, является распространение требований новых стандартов на весы и гири, находящиеся в эксплуатации, а также на весы, поставляемые по импорту.
С целью обеспечения качества и преемственности метрологического обслуживания в связи с вводом в действие ГОСТ 24104 - 2001 «Весы лабораторные. Общие технические требования» и ГОСТ 7328 - 2001 «Гири. Общие технические требования» Управлением метрологии бывшего Госстандарта РФ, в настоящее время «Федеральным Агентством по техническому регулированию и метрологии» (РОССТАНДАРТ), в ведении Главного управления метрологии и ТК (Технического комитета по приборам весоизмерительным) подготавливается решение об организации поверки и проведении испытаний на соответствие утвержденному типу весов лабораторных, находящихся в эксплуатации и отвечающих требованиям ГОСТ 24104 - 88 «Весы лабораторные общего назначения и образцовые. Общие технические условия», и находящихся в эксплуатации гирь, изготавливаемых по ГОСТ 7328 - 82 «Меры массы общего назначения и образцовые. Технические условия».
Рассматривается также вопрос о переработке ГОСТ 8.021 «ГСИ. Государственный первичный эталон и государственная поверочная схема для средств измерения массы» и о разработке стандартов на методы и средства поверки весов, лабораторных на основе международных МР 76 взамен ГОСТ 8.520 - 84 «ГСИ. Весы лабораторные образцовые и общего назначения. Методика поверки» и на методы и средства поверки гирь на основе международных МР 111 взамен МИ 1747-87 «Методические указания. ГСИ. Меры массы образцовые и общего назначения. Методика поверки», а также стандартов на общие технические требования и методы и средства поверки на компараторы массы.
В настоящее время эта работа частично завершена, и частично продолжается.
Федеральным агентством по техническому регулированию и метрологии принят к действию национальный стандарт РФ - ГОСТ Р 53228 – 2008 «Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания.» Данный стандарт подготовлен ТК 310 «Приборы весоизмерительные» и Российской ассоциацией производитетелей весоизмерительной техники, обществом с ограниченной ответственностью «ОКБ Веста» и Всероссийским научно-исследовательским институтом метрологии им. Д.И. Менделеева.
Настоящий стандарт модифицирован по отношению к международной рекомендации МР 76 (1): 2006 «Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания.» в целях учёта потребностей национальной экономики и особенностей национальной стандартизации РФ, в нём реализованы нормы статей 1, 2, 4, 6, 9, 11, 13, 15 Федерального закона от 26 июня 2008 г. № 102-ФЗ «Об обеспечении единства измерений».
Принятием в действие данного стандарта отменяются стандарты: ГОСТ 24104 – 2001 и соответственно ГОСТ 24104 – 88, ГОСТ 29329 – 92, а ГОСТ 8,520 – 84 и ГОСТ 8,453 – 82 отменяются с 2013 года, по состоянию на 01.01. 2011 года ведётся согласительная проработка по проекту межгосударственного стандарта на гири 1-я редакция, который должен будет отменить ГОСТ 7328 – 2001. Предварительно объявлено, что ГОСТ 7328 – 2001 действует до 2013 года, чем предполагается, что до 2013 года состоится принятие к действию нового стандарта, находящегося в настоящее время в согласительной проработке.
Таким образом, можно считать, что разночтения и противоречия в старых стандартах сняты и отменены с учётом незавершенной работы по стандарту на гири. Далее, поживём и увидим, какие нас ждут противоречия и разночтения в стандартах на применяемость в практике аналитической деятельности с использованием лабораторных весов.
Поиск по сайту: