АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Штангенрейсмас повышенного качества
Положение основания, находящегося на противоположной стороне губки рамки, позволяет вплотную приблизить изделие к штанге. Разметочная ножка, оснащенная твердым сплавом, обеспечивает долговечность. Винты, соединяющие основание со штангой, удобны для регулировки при установке прямого угла.
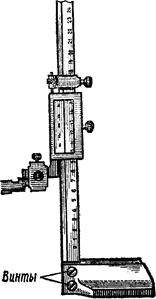

Рисунок 30 раздела 1 - Штангенрейсмасы повышенного качества

|

| Индикаторы часового типа с ценой деления 0,01 мм. Перед измерением проверить постоянство показаний инди-катора, приподнимая и отпу-ская измерит - ный стержень. Разность показаний шкалы не должна превышать 0,5 дел. |
Рисунок 31 раздела 1 - Индикаторы часового типа

| 
| Стойка и штативы предназначены для крепления индикатора и перемещения его при измерениях (ГОСТ 10197 — 70*) |
Рисунок 32 раздела 1 - Стойки и штативы крепления индикаторов часового типа ИЧ - 10
| 
|

|
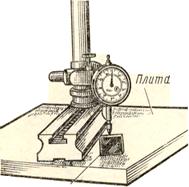
Рисунок 33 раздела 1 - Установка индикатора типа ИЧ-10 относительно державки, измерительный стержень его должен располагаться перпендикулярно к
проверяемой или измеряемой поверхности объекта измерения
| 
|

|
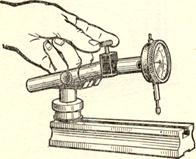
Рисунок 34 раздела 1 - Применение микроподачи, вращением винта, при измерении методом сравнения с мерой индикатор, закрепленный на штативе, настраивают по блоку плоскопараллельных концевых мер (ПКМД), составленному по номинальному размеру измеряемой детали. Затем определяют отклонение по детали и, в соответствии с его знаком и величиной, подсчитывают действительный размер. При точных измерениях надо учитывать, что участок шкалы 0,1 мм, который находится в начале второго оборота стрелки, имеет нормированную погрешность показаний, не превышающую 0,008 мм.
3 
|

|

|
Рисунок 35 раздела 1 - Применение принадлежностей для крепления индикатора ИЧ - 10 при контроле изделий и проверке станков на технологическую точность
 а)
а)
|  б)
б)
|  в)
в)
|
Рисунок 36 раздела 1 - Угломеры типа - а) УМ; - б) УН; - в) УМ
с угольником
\

|

|

|
Рисунок 37 раздела 1 - Оптический угломер типа УО и нониусные шкалы угломеров

|
|

|
|
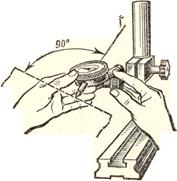
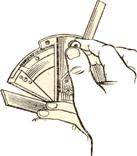
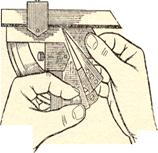
Рисунок 38 раздела 1 - Применение микроподачи и стопора угломера при уста-новке размеров; установка угломера относительно наружного угла незакреплен-ной детали при помощи микроподачи
Поиск по сайту: