АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Сокращение погрешности установки Определенность и неопределенность базирования заготовки
Для того чтобы заготовка заняла и сохранила требуемое положение в процессе обработки относительно поверхностей станка или приспособления, базирующих ее, необходимо обеспечить определенность ее базирования.
Под определенностью базирования заготовки понимают соответствие ее положения в результате установки и в процессе обработки теоретической схеме базирования.
Определенность базирования характеризуется расположением точек контакта заготовки с деталями станка или приспособления в соответствии со схемой базирования и сохранением этого контакта в процессе обработки заготовки. Всякое нарушение этих условий приводит к неопределенности базирования заготовки.
Неопределенность базирования заготовки может быть вызвана: случайностью подбора и местонахождения точек контакта
заготовки с базирующими элементами станка или приспособления из‐за отклонений формы контактирующих поверхностей (рис. 7.8);
неполным контактом заготовки с базирующими элементами приспособления;
деформированием заготовки при закреплении и в процессе обработки;
недостаточностью сил закрепления, так называемого силового замыкания, в сравнении с силами, воздействующими на заготовку в процессе ее обработки.

Рис. 7.8. Случайное расположение точек контакта заготовки с базирующими элементами станка или приспособления
Случайность подбора точек контакта может быть существенно уменьшена, если в приспособлениях предусматривать специальные опоры, на
которые нужно устанавливать заготовку (рис. 7.9). Опоры в приспособлении устанавливают в соответствии с требованиями, предъявляемым к размерам технологических баз.
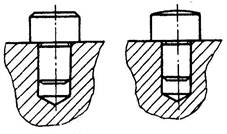
Рис. 7.9. Опоры в приспособлениях, повышающие определенность базирования заготовки
На рис. 7.10 показаны правильное и неправильное закрепления заготовки станины. Смещения точек приложения сил закрепления относительно опор привело к возникновению изгибающих моментов М = Рl и деформированию заготовки станины.

Рис. 7.10. Влияние местоположения точек приложения сил закрепления на погрешность установки заготовки
При изготовлении нежестких деталей (длинных валов при малых диаметрах, тонких планок и плит и т.п.), уже при установке заготовок приходится предпринимать меры по повышению их жесткости. Такими мерами являются приспособления в виде люнетов, применяемые при изготовлении деталей типа тел вращения, встраиваемые в приспособления регулируемые дополнительные опоры и т.д. В качестве примера на рис. 7.11, а показано применение дополнительных опор при изготовлении нежесткой плиты.

Рис. 7.11. Повышение жесткости заготовки с помощью дополнительных опор
Смена и несовмещение баз. В общем случае под сменой баз понимаютзамену одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным базам.
Смена баз может происходить случайно и вопреки нашему желанию. Причинами смены баз являются погрешности формы и относительного
поворота поверхностей баз заготовки, конструктивные дефекты и изношенность приспособлений, неудачная последовательность приложения и недостаточность сил закрепления. Смена баз возможна как при установке, так и в процессе обработки заготовки. Смена баз влечет неопределенность базирования заготовки.
Поясним изложенное на примере установки заготовки призматической детали в тисках (рис. 7.12). Обработке подлежит поверхность А заготовки. Одной из задач обработки является обеспечение параллельности р поверхности А относительно поверхности Б. В процессе обработки поверхность Б должна выполнять роль технологической установочной базы, поверхность В – роль направляющей базы.
Предположим, что поверхность В заготовки имеет отклонение от перпендикулярности к поверхности А (рис. 7.12, а). Неперпендикулярной к своим направляющим оказалась и рабочая поверхность подвижной губки тисков. Произойдет смена технологических баз: роль установочной базы будет выполнять поверхность В, а направляющей – ребро, образованное пересечением поверхностей Б и В.

Рис. 7.12. Смена баз у заготовки при закреплении ее в тисках
При изготовлении детали всегда желательны в технологическом процессе наиболее короткие размерные связи. Этого можно достичь, если в качестве технологических баз использовать непосредственно поверхности детали, от которых заданы линейные и (или) угловые размеры.
Однако иногда приходится сознательно отступать от этого правила и использовать в качестве технологических баз другие поверхности детали. Необходимость в таких отступлениях может быть вызвана следующим:
следовательно, значительными погрешностями установки заготовки по этим поверхностям;
техническими трудностями в реализации желаемой схемы базирования заготовки;
большей экономичностью получения размеров.
Всякое несовмещение технологических баз с поверхностями, от которых заданы размеры, всегда сопровождается в технологическом процессе возникновением дополнительных размерных связей.
Например, в процессе изготовления детали, показанной на рис. 7.13, требуется расточить отверстие и обеспечить точность расстояния К, между осью отверстия и поверхностью А заготовки. Прямым путем это требование будет выполнено, если в качестве технологической установочной базы использовать поверхность А. Однако малые габаритные размеры этой поверхности могут быть причиной значительной погрешности установки заготовки. Очевидно, что меньшим значение погрешности установки будет при использовании в качестве установочной базы поверхности Б. Но тогда размер К будет получаться как замыкающее звено А размерной цепи А, в которой А1 – размер, непосредственно выдерживаемый от технологической установочной базы при растачивании отверстия, а А2 – размер, полученный на предшествующей операции при обработке поверхности А с установкой заготовки на поверхность Б.

Рис. 7.13. Дополнительные размерные связи при несовмещении технологической базы с поверхностью, от которой задан размер детали
Для того чтобы получить К = А с требуемой точностью, необходимо установить допуски на отклонения звеньев, составляющих размерную цепь А,
исходя из величин ТА и 0 А ив соответствии
| с уравнениями: | |||
| ТА | = ТА | + ТА | |
| 0 А | = − 0 А | + | 0 А |
Таким образом, технологические базы могут быть не совмещены с поверхностями, от которых задан размер, но при этом по каждому выдерживаемому размеру необходимо проделать следующее.
1. Установить размерную связь между поверхностью детали, от которой задан размер, и поверхностью, используемой в качестве технологической базы, а также связь между обрабатываемой поверхностью и отвергнутой технологической базой.
2. Установить поля и координаты середин полей допусков на звенья возникшей размерной цепи, исходя из допуска на выдерживаемый размер.
Усложнение размерных связей в результате несовмещения баз приводит к дополнительной погрешности выдерживаемого размера. В технической и учебной литературе нередко ее называют погрешностью базирования.
Принцип единства баз. Так как каждая смена баз сопровождаетсяпоявлением добавочных погрешностей на выдерживаемых размерах детали, то необходимо стремиться к тому, чтобы все поверхности заготовки, обрабатывать от одних и тех же технологических баз. Другими словами, для достижения более высокой точности детали следует использовать принцип единства технологических баз.
В полной мере принцип единства баз соблюдается при обработке заготовки с одной установки. При этом полностью исключается влияние погрешности установки заготовки на точность линейных и угловых размеров, находящихся вне связи с технологическими базами. Например, при обработке заготовки набором фрез (рис. 7.14) точность размеров А, Б, β и γ не будет зависеть от погрешности установки заготовки. Однако избежать влияния погрешности установки заготовки на размеры, получаемые непосредственно от технологических баз, например, на размеры В и ψ не удастся.

Рис. 7.14. Полное соблюдение принципа единства баз при получении размеров А, Б, β и γ
Несмотря на некоторую ограниченность возможностей принципа единства технологических баз, его широко применяют на практике. Строя технологический процесс изготовления детали, обычно на первых операциях стремятся обработать те поверхности заготовки, которые в дальнейшем можно использовать как технологические базы. Весь дальнейший процесс обработки заготовки или его значительную часть ведут, базируя заготовку на эти поверхности.
Одной из причин появления многооперационных станков типа "обрабатывающий центр" было стремление к обработке заготовок сложных деталей с одной установки.
Три метода получения и измерения линейных и угловых размеров деталей. При изготовлении и измерении деталей используют три методаполучения и измерения линейных и угловых размеров: цепной, координатный и комбинированный.
Сущность цепного метода заключается в том, что каждый последующий размер, расстояние или относительный поворот поверхности получают или измеряют после заранее полученного или измеренного.

Рис. 7.15. Получение размеров А i цепным методом и образование координатных размеров Б j
При этом в качестве одной из технологических или измерительных баз используют связывающую их общую поверхность.
Независимость погрешности, получаемой на каждом из цепных размеров, от погрешностей других цепных размеров является первой особенностью и основным преимуществом цепного метода. В той же мере это положение касается и погрешностей измерений, производимых цепным методом.
В отличие от этого погрешности координатных размеров, т.е. размеров, заданных от одной поверхности, зависят от погрешностей размеров, полученных цепным методом и образующих координатный размер. Например, координатный размер Б (см. рис. 7.16) образован цепными звеньями А1 и А2 и представляет собой замыкающее звено размерной цепи
Б2 = А1 + А2, поэтому ω Б 2 = ω А 1 + ω А 2.
Координатный размер Б3 является замыкающим звеном размерной цепи
Б2 = А1 + А2 + Аз и ω Б 3 = ω А 1 + ω А 2 + ω А 3 и т.д.
Из рассмотренного видно, что погрешность каждого координатного размера при цепном методе получения размеров является суммой погрешностей цепных размеров, образующих координатный размер.
Сущность координатного метода заключается в том, что все линейные и угловые размеры детали получают и измеряют от одной и той же поверхности, используемой в качестве одной из баз.
Независимое получение и измерение координатных размеров делает независимыми и их отклонения. Точность координатных размеров определяется условиями выполнения операций или переходов, на которых образуются координатные размеры (рис. 6.34).

Рис. 7.16. Получение размеров Б j координатным методом и образование цепных размеров A i
Независимость погрешностей каждого из координатных размеров от погрешностей других координатных размеров является первой особенностью и преимуществом данного метода.
При получении размеров детали координатным методом каждый ее цепной размер будет образован двумя координатными звеньями. Например, цепной размер А2 (см. рис. 7.17) будет являться замыкающим звеном трехзвенной размерной цепи, составляющими звеньями которой окажутся координатные размеры Б1 и Б2:
А2 = – Б1 + Б2.
Так же будут образовываться и другие цепные размеры детали:
А3 = – Б2 + Б3; А4 = – Б3 + Б4.
В соответствии с этим погрешность любого цепного размера не будет превышать суммы погрешностей двух координатных размеров, образующих цепной размер:
ω А 2= ω Б 1+ ω Б 2; …;ω А 4= ω Б 3+ ω Б 4
Таким образом, при координатном методе получения размеров погрешность каждого цепного размера равна сумме погрешностей двух координатных размеров, образующих цепной размер. Эта особенность является вторым преимуществом координатного метода в сравнении с цепным. Нетрудно видеть, что координатный метод является воплощением принципа единства технологических баз.
Из сопоставления двух методов получения и измерения линейных и угловых размеров следует, что большими преимуществами обладает координатный метод.
Сущность комбинированного метода заключается в том, что при изготовлении деталей для получения одних размеров используют координатный метод, а для получения других – цепной.
Примером одновременного применения двух методов может служить растачивание отверстий в корпусной детали (рис. 7.17). Цепные размеры А1, А2 и А3 при обработке отверстий на расточном станке могут быть получены цепным методом. Для этого станок должен быть сначала настроен на получение
первого отверстия на расстоянии А1 от технологической установочной базы заготовки. При настройке станка на обработку второго отверстия начало отсчета должно быть перенесено на ось первого отверстия и т.д. Что касается цепных размеров α1, α2, α3, то они могут быть получены только как замыкающие звенья через координатные размеры β 1, β 2, β 3, β 4. Конструкция расточного станка допускает получение угловых размеров лишь в системе OXYZ станка.

Рис. 7.17. Применение комбинированного метода получения размеров
При изготовлении деталей и получении угловых (относительная параллельность, перпендикулярность поверхностей) и линейных размеров преимущественно используют координатный метод.
Цепной метод применяют для получения особо точных размеров при условии, что погрешность установки заготовки при этом будет невелика. Размеры деталей в большинстве случаев также измеряют с использованием цепного метода.
Поиск по сайту: