АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Холодная сварка
Холодную сварку выполняют без нагрева при обычных и даже пониженных температурах.
Физическая сущность процесса заключается в сближении свариваемых поверхностей до образования металлических связей между ними. В результате сдавливания заготовок в месте соединения происходит совместная пластическая деформация, сопровождающаяся разрушением пленок оксидов, которые удаляются из зоны контакта при течении металла. Образовавшиеся совершенно чистые поверхности обеспечивают прочное соединение.
Холодной сваркой выполняют точечные, шовные и стыковые соединения. На рис. 22.1, а представлена схема точечной сварки.
Предварительно зачищенные и обезжиренные поверхности 2 свариваемых заготовок 1 сдавливают пуансонами 3, имеющими рабочие выступы 4, высота которых составляет 0,7...0,8 толщины свариваемого металла. Сила сжатия должна обеспечить полное проникание выступов в свариваемые заготовки. Контур свариваемых точек может быть различным и зависит от формы выступающей части пуансона (рис. 22.1, б).
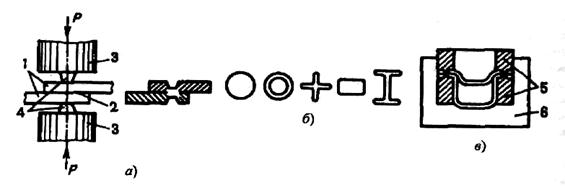
Рис. 22.1 – Схема холодной точечной сварки и виды свариваемых точек: 1 – свариваемая заготовка; 2 – поверхность заготовки; 3, 5 – пуансоны; 6 – корпус
Для холодной шовной сварки применяют специальные ролики. Непрерывное соединение может быть также получено путем сдавливания одновременно по всей длине соединения или путем прокатывания ролика. Швы, образующие замкнутый контур небольшой длины в виде кольца, прямоугольника и т.п., получают контурной сваркой. На рис. 22.1, в приведена схема сварки полых деталей по контуру.
Пуансоны 5 строго центрируются с помощью корпуса 6.
Холодной сваркой соединяют металлы и сплавы толщиной 0,2...15 мм.
Необходимое давление на металл зависит от состава и толщины свариваемого материала и в среднем составляет 150...1000 МПа.
Холодной сваркой сваривают однородные или неоднородные металлы и сплавы, обладающие высокой пластичностью при нормальной температуре.
В недостаточно пластичных металлах при больших деформациях при сварке могут образовываться трещины.
Высокопрочные металлы и сплавы холодной сваркой не сваривают, так как для этого требуются очень большие давления, которые практически трудно осуществить.
Хорошо свариваются сплавы алюминия, кадмия, свинца, меди, никеля, золота, серебра, цинка.
К преимуществам этого способа относятся малый расход энергии, незначительное изменение свойств металла в зоне сварного соединения, высокая производительность, возможность автоматизации.
К недостаткам способа следует отнести относительно ограниченное количество сплавов, обладающих необходимой пластичностью ( ), а также снижение несущей способности сварных соединений из-за глубоких вмятин на поверхности, оставляемых пуансонами.
), а также снижение несущей способности сварных соединений из-за глубоких вмятин на поверхности, оставляемых пуансонами.
Для соединения холодной точечной сваркой могут быть использованы любые прессы (винтовые, гидравлические, рычажные, эксцентриковые), кроме того, применяются специализированные установки для стыковой холодной сварки.
Поиск по сайту: