АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Расчет ошибок косвенного измерения
Пусть искомая величина Z является функцией двух переменных: X и Y, т.е
Z=f(x, y).
Установлено, что абсолютная ошибка функции y=f(x) равна произведению производной этой функции на абсолютную ошибку аргумента, т. е.
 .
.
Поэтому для определения абсолютной ошибки функции Z= f(x,y) находят полный дифференциал этой функции:
dz =  , (2)
, (2)
где  и
и  - частные производные функции Z по аргументам X и Y.
- частные производные функции Z по аргументам X и Y.
Каждая частная производная находится как простая производная функции Z=f(x,y) по соответствующему аргументу, если оставшийся аргумент рассматривать как постоянный множитель.
При малых значениях дифференциалов аргументов dx и dy (или приращений аргументов  и
и  ) приращение функции
) приращение функции  .
.
В этом случае формула (2) принимает вид
 Z =
Z =  .
.
В качестве средней абсолютной погрешности принимают среднюю квадратичную погрешность  , которая определяется соотношением
, которая определяется соотношением
 , (3)
, (3)
где  и
и  -суммарные погрешности измерений величины X и Y, определяемые по формуле (1).
-суммарные погрешности измерений величины X и Y, определяемые по формуле (1).
Средняя относительная погрешность величины Z рассчитывается по формуле  .
.
Следовательно, разделив обе части выражения (3) на  , получим относительную погрешность функции Z:
, получим относительную погрешность функции Z:
 .
.
Зная относительную погрешность, находят абсолютную ошибку величины Z:

Окончательный результат измерений записывают так:
Z =  .
.
Рассмотрим расчет ошибок на примере определения плотности твердого тела правильной геометрической формы. Для цилиндра массой m, высотой h, диаметром D средняя плотность определяется соотношением
 .
.
Используя формулу (3), для нашего случая получаем
 .
.
Найдя частные производные  , имеем
, имеем
 .
.
Разделив левую и правую части последнего выражения на  ,
,
получаем
 ,
,
отсюда  .
.
Таким образом, относительная погрешность плотности
 .
.
Зная относительную ошибку, находим абсолютную погрешность плотности ( ):
):

 .
.
Окончательный результат запишем так:

При обработке результатов измерений следует помнить, что точность вычислений должна быть согласована с точностью самих измерений. Например, если хотя бы одна из величин в каком-либо выражении определена с точностью до двух значащих цифр, то нет смысла вести вычисление результата с точностью большей двух значащих цифр. Для уточнения последней значащей цифры результата нужно вычислить следующую за ней цифру: если она окажется меньше 5, то ее следует просто отбросить; если она больше 5 или равна 5, то отбросив ее, следует предыдущую цифру увеличить на единицу.
Вычисление погрешности измерений производят с такой же точностью, что и вычисление самой измеряемой величины.
Например:
Правильно: Неправильно:
Z = 284  Z= 284,5
Z= 284,5
Z = 52,7  Z= 52,74
Z= 52,74
Z= 4,750  Z= 4,75
Z= 4,75
ОПИСАНИЕ ПРИБОРОВ
1. Штангенциркуль
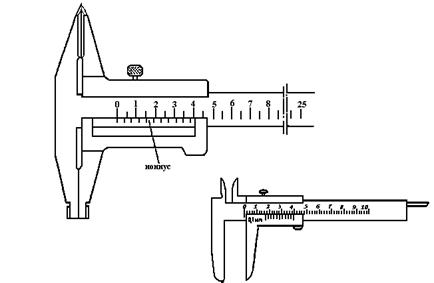
Штангенциркули бывают различной формы и неодинаковой точности. Чаще всего они представляют собой Т-образную масштабную линейку (рис.1), вдоль которой свободно передвигается меньшая линеечка-нониус.
|
Рис.1
|
Подвижная линейка имеет прорез, через который видны деления масштабной линейки. На нижней скошенной кромке прореза нанесены деления нониуса.
Нониус служит для более точного отсчета долей масштаба. Масштабная линейка разделена на см и мм. Рассмотрим штангенциркуль с точность измерения 0,1 мм. Деление нониуса такого штангенциркуля на 0,1 мм короче деления масштабной линейки, т. е. в 10 делениях нониуса укладывается 9 делений масштаба. Таким образом, цена наименьшего деления прибора 0,1 мм. При плотно сомкнутых “ножках” штангенциркуля нуль нониуса и нуль масштаба совпадают (рис. 2, положение 1).
Для измерения линейного размера тела его помещают между “ножками” штангенциркуля так, чтобы соприкосновение “ножек” с телом было полным, но не вызывало бы деформации. В этом случае расстояние между нулевыми штрихами масштаба и нониуса соответствует размеру измеряемой величины.
Рассмотрим два примера:
1. Нулевое деление нониуса точно совпадает с каким-либо делением масштаба, например, с 5-м делением. Это значит, что измеряемая величина равна 5 мм (рис. 2, положение 2);
2. Нулевое деление нониуса не совпадает ни с одним делением масштаба (рис.2, положение 3). Смотрят, какое деление масштаба прошел нуль нониуса (например, третье), затем - какой из штрихов нониуса совместился (составляет одну прямую) с каким-либо штрихом масштаба. На нашем рисунке седьмой штрих нониуса совпадает с десятым делением масштаба. Так как цена наименьшего деления данного штангенциркуля (точность прибора) 0,1 мм, то седьмой штрих нониуса соответствует 0,7 мм. Следовательно, длина измеряемого тела равна 3 мм + 0,7 мм = 3,7 мм.
Имеются штангенциркули с точностью 0,05 мм. Цена наименьшего деления указывается на штангенциркуле.

|
При раздвижении “ножек” штангенциркуля с конца масштабной линейки выдвигается игла. Длина ее соответствует расстоянию между нулевыми штрихами нониуса и шкалы масштаба, поэтому игла может быть использована как измеритель глубины отверстия, трубки и т. д.
| Рис.2 |
2. Весы
В данной работе используются технические весы.
Приступая к взвешиванию, необходимо соблюдать следующие правила:
1. Проверить исправность весов:
а) весы должны быть в равновесии (какая-либо чашка не должна перевешивать);
б) стрелка указателя при качании коромысла не должна задевать шкалу с делениями.
2. Нагружать весы взвешиваемым телом или разновесами, а также снимать их с чашки весов можно только при арретированных весах.
Арретир - приспособление, позволяющее класть коромысло весов на опоры, предохраняющие призмы весов от износа.
3. Разновесы брать пинцетом и ставить их так, чтобы общий центр тяжести грузов приходился на середину чашки.
3. Микрометр

|
| Рис.3 |
Прибор для измерения линейных размеров тела представлен на рис. 3. На одном конце массивной скобы 1 имеется подвижная пята 2. Через другой конец скобы проходит стержень 3, соединенный с цилиндром 4, внутри которого находится микрометрический винт. Головкой винта служит трубочка 5, один конец которой свободно охватывает цилиндр 4, а на другом имеется выступ с трещоткой 6. При соприкосновении стержня с измеряемым телом трещотка вращается, не завинчивая винт, при этом раздается треск.
Для отсчета размеров, производимых микрометром, на цилиндре 4 проведена черта 7, по обе стороны которой нанесены деления. Нижние деления отмеряют количество целых миллиметров, верхние штрихи отмечают 0,5 мм. Шаг винта равен 0,5 мм, поэтому за один полный оборот трубка 5 переместится по цилиндру 4 поступательно на одно деление, т.е. на 0,5 мм.
Край трубки 5 разделен по окружности на 50 делений, таким образом одно деление на этой шкале соответствует 0,01 мм.
Когда стержень движением головки винта трубки 5 подведен к неподвижной пяте 2, микрометр должен показывать нуль. Край трубки 5 с нанесенными на нем делениями должен совпадать с нулем продольной шкалы цилиндра 4, и продольная черта должна совпадать с нулем круговой шкалы, нанесенной на трубку. Если совпадения не наблюдается, то при измерениях нужно учитывать эту поправку.
Для определения размера измеряемое тело прикладывают к пяте и надвигают стержень до плотного соприкосновения с телом (о чем можно судить по звуку трещотки). Затем производят отсчет по шкалам:
1) по нижней шкале 7 на цилиндре отсчитывают число целых миллиметров
2) по верхней шкале 7 определяют перемещение на 0,5 мм
3) по круговой шкале 8 - сотые доли миллиметра.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Плотностью тела, имеющего массу m и объем V, называется величина ρ,
 .
.
Массу тела определяют непосредственным взвешиванием на весах. Для нахождения объема тела необходимо знать его геометрические размеры: длину, ширину, радиус и т.д. Вычисляют объем тела по формуле в соответствии с его формой.
1. Определить массу тела однократным взвешиванием на весах.
2. Измерить высоту (h) и диаметр (D) цилиндра штангенциркулем (Измерения провести 5 раз).
3. Результаты измерений записать в таблицу.
| № п/п | h (см) | D (см) | m (г) | 
| ()2
| 
| 
|
| Сумма | |||||||
| Среднее |
4. Найти среднее значение измеренных величин h и D при прямых измерениях как среднее арифметическое:
 =
=  ,
,
где Х 1, Х 2,…, Х n – измеренные значения величины;
n - число измерений.
5. Определить среднее значение плотности:  .
.
6. Вычислить относительную погрешность плотности:
 .
.
а) Найти суммарную ошибку  с учетом ошибки прибора и ошибки округления (
с учетом ошибки прибора и ошибки округления ( =0, т. к. измерение однократное):
=0, т. к. измерение однократное):
 .
.
Для технических весов 
 отсюда
отсюда  = 0,05(г).
= 0,05(г).
б) Вычислить суммарную ошибку  по формуле
по формуле
 , где
, где  .
.
Из таблицы Стьюдента для рекомендуемой надежности  = 0,95 и количестве измерений n =5 находится коэффициент Стьюдента
= 0,95 и количестве измерений n =5 находится коэффициент Стьюдента  .
.
в) Аналогично найти суммарную ошибку  :
:
 , где
, где  .
.
ПРИМЕЧАНИЕ. Если  и
и  не превышают 0,5 , то ими можно пренебречь,
не превышают 0,5 , то ими можно пренебречь,
т. к. точность расчета не должна превышать точность прибора.
г) Вычислить относительную погрешность  по формуле, приведенной выше.
по формуле, приведенной выше.
7. Найти абсолютную погрешность плотности:  .
.
8. Записать окончательный результат в виде
 .
.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что понимается под степенью точности прибора?
2.Какие ошибки называются систематическими?
3. Что такое случайные ошибки?
4. Какие измерения называют прямыми?
5. Какие измерения называют косвенными?
6. Записать формулу для расчета среднего арифметического значения.
7. Записать формулу для расчета средней арифметической погрешности.
8. Записать формулу для расчета средней относительной погрешности.
9. Записать формулу для расчета суммарной погрешности  .
.
10. Как определить число значащих цифр?
Поиск по сайту: