АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Допуски расположения осей отверстий под крепежные детали
Взаимное расположение деталей в узле механизма часто определяется размерами между осями отверстий, которые предназначаются под крепежные детали (болты, винты, резьбовые шпильки, установочные штифты) и валы с посаженными на них деталями. Отклонения от номинальных размеров, определяющих взаимное расположение отверстий неизбежны, но они не должны превосходить пределов, определяемых служебным назначением соединения.
Соединения крепежными деталями могут быть двух типов (рисунок 11.3): А – с гарантированными зазорами в обеих соединяемых деталях, и Б – с зазорами только в одной из соединяемых деталей, в другой имеются резьбовые отверстия или отверстия, обеспечивающие натяг.
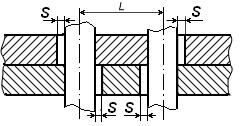

А Б
Рисунок 11.3 - Типы соединений крепежными деталями
При параллельном расположении осей отверстия под крепежные детали располагаются на прямых линиях или на окружностях одной сборочной группы, в которую могут входить и другие конструктивные элементы (центрирующие отверстия, буртики, привалочные плоскости и т.п.).
Диаметры сквозных отверстий, соответствующие им гарантированные зазоры, допуски расположения осей отверстий для соединений типов А и Б приведены в справочной литературе [10].
Допуски расположения осей отверстий при требованиях взаимозаменяемости устанавливаются исходя из расчетного зазора Sp, который определяется по следующей формуле:
 (11.1)
(11.1)
где  – гарантированный диаметральный зазор под проход крепежной детали, мкм;
– гарантированный диаметральный зазор под проход крепежной детали, мкм;
Sрег – зазор между сквозным отверстием и стержнем крепежной детали, который должен быть обеспечен для последующей регулировки взаимного расположения деталей или для облегчения сборки, мкм;
Тпер – допуски перпендикулярности осей отверстий к опорной плоскости, мкм;
Тс – допуск соосности ступеней крепежной детали, мкм.
Если требования к деталям ограничиваются только собираемостью, а другие отклонения расположения осей отсутствуют или ими можно пренебречь, то принимают:
 (11.2)
(11.2)
Допуски расположения осей отверстий под крепежные детали могут устанавливаться одним из двух способов: позиционными допусками (смещением от номинального расположения осей) и предельными отклонениями размеров, координирующих оси отверстий. Нормирование позиционных допусков является более предпочтительным, комплексно ограничивая отклонение осей от номинального расположения, они наиболее полно обеспечивают требования взаимозаменяемости и облегчают оформление чертежей. Позиционные допуски рассчитываются на основе формул, единых для всех видов расположения осей отверстий:
для соединений типа А
 , (11.3)
, (11.3)
для соединений типа Б
 , (11.4)
, (11.4)
где Т – позиционный допуск в диаметральном выражении, мкм.
В наибольшей степени преимущества позиционных допусков проявляются в серийном и массовом производстве, поскольку они упрощают расчет кондукторов и комплексных калибров. Нормирование предельных отклонений координирующих размеров необходимо в тех случаях (обычно для деталей единичного и мелкосерийного производства), когда отверстия получают обработкой по разметке или на координатно-расточных станках, а измерение расположения осей производят универсальными средствами.
Например, для осей четырех отверстий (рисунок 11.4) под болты М4-6h (тип соединения деталей А) по справочным данным [10]: диаметры сквозных отверстий Ø 4,3Н12; Smin = 0,3 мм; позиционный допуск в диаметральном выражении Т = Sр =0,3 мм; отклонения размеров между осями отверстий d L = ± 0,5 Sр = ± 0,16 мм.

Рисунок 11.4 - Допуски расположения осей отверстий соединения болтами М4:
Поиск по сайту: