АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
И сварка взрывом
Диффузионная сварка также относится к классу термомеханических способов сварки, но она основана на принципиально другом физическом явлении – диффузии. Диффузия представляет собой взаимное проникновении вещества свариваемых заготовок, обусловленное тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов. Перенос вещества посредством диффузии происходит в направлении убывания концентрации диффундирующих элементов. Поэтому диффузионной сваркой хорошо свариваются отличающиеся по химическому составу металлы и сплавы.Диффузионную сварку выполняют в вакууме (при разряжении до 10–1 МПа) или в атмосфере защитных газов.
Свариваемые заготовки 3 (рис. 18.23) предварительно нагревают, например, индуктором ТВЧ 4, питаемым по проводам 6 от высокочастотного генератора.

Рис. 18.23. Схема диффузионной сварки:
1 – груз; 2 – охлаждение вакуумной камеры; 3 – заготовки; 4 – нагревательное
устройство; 5 – трубопровод к вакуумному насосу; 6 – провод к высокочастотному генератору
Создание вакуума осуществляется с помощью отсоса воздуха по трубопроводу 5 вакуумным насосом. Нагрев контактных поверхностей заготовок примерно до температуры рекристаллизации более легкоплавкого металла вызывает испарение адсорбированных и масляных пленок, способствует очищению контактируемых поверхностей и резко повышает скорость диффузионных процессов.
Заготовки сжимаются под небольшим давлением (от 1 до 20 МПа) под действием груза 1 и выдерживаются в течение некоторого времени (обычно от 5 до 20 минут), достаточного для протекания диффузии.
Отсутствие припоев, электродов, флюсов позволяет получить качественное и чистое соединение без изменения физико-механических свойств. Диффузионная сварка связана с использованием сложной и дорогой аппаратуры и применяется в космической и авиационной промышленности, для сварки ответственных деталей вакуумных приборов, инструментов и др.
Для легкоплавких пластичных металлов (алюминия, меди, кадмия, свинца, золота, серебра, цинка) благоприятные для схватывания условия могут достигаться при пластической деформации уже при комнатной температуре окружающей среды. Поэтому сварку деталей из этих материалов зачастую выполняют без предварительного нагрева заготовок. Такой способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок называют холодной сваркой (рис. 18.24) или механической сваркой.

Рис. 18.24. Схема холодной сварки:
1 – пуансоны; 2 – свариваемые заготовки
Высокопрочные и тугоплавкие металлы, в том числе и стали, требуют для создания благоприятных для схватывания условий предварительного подогрева заготовок непосредственно перед их пластическим деформированием (осаживанием). Такие способы получения неразъемных соединений относят к термомеханической сварке.
При сварке взрывом благоприятные для схватывания свариваемых поверхностей условия создаются с помощью энергии направленного взрыва.
Одна из соединяемых заготовок 4 кладется на жесткое основание, а другая располагается к ней на минимальном расстоянии под углом a (рис. 18.25). На заготовку 3 наносится слой взрывчатого вещества 2 толщиной H, и с краю этой заготовки, отстоящей от 4 на наименьшем расстоянии h0, устанавливают детонатор 1.
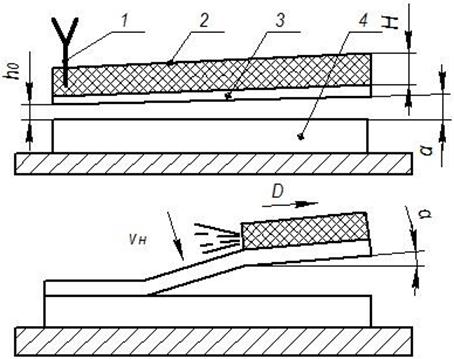
Рис. 18.25. Принципиальная схема сварки взрывом:
1 – детонатор; 2 – взрывчатое вещество; 3 – привариваемая пластина; 4 – заготовка
При срабатывании детонатора детонация взрывчатого вещества сообщает пластине 3 импульс тепловой и кинетической энергии со скоростью несколько тысяч метров в секунду. Край пластины 3 ударяется о заготовку 4. Соударение пластин вызывает нагрев и пластическое течение металла в поверхностных слоях заготовок, создавая условия, благоприятные для схватывания поверхностей. Вследствие этого часть пластины 3 приваривается к пластине 4, а участок пластины непосредственно перед приваренной частью изгибается под углом g. По мере сгорания взрывчатого вещества деформированный участок перемещается ко второму краю заготовки 4. Продолжительность сварки взрывом не превышает нескольких микросекунд. Под влиянием больших скоростей деформации происходит значительное повышение предела текучести материала заготовок в деформированной области. Поэтому прочность соединений, полученных сваркой взрывом, оказывается выше прочности соединяемых материалов (рис. 18.26).


Рис. 18.26. Типичная граница раздела деталей, свариваемых сваркой взрывом
Сварку взрывом применяют при изготовлении заготовок для проката биметалла, плакирования поверхностей конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами, при сварке заготовок из разнородных материалов.
Поиск по сайту: