АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Частіше - для кутових та таврових БАГАТОПРОХІДНИЙ ДВОБІЧНИЙ
|
Читайте также: |
| Одношаровий однопрохідний шов виконується за один прохід. При зварюванні металу великої товщини шов виконується шарами, кожний із яких накладають за один прохід (багатошаровий) або за кілька проходів (багатошаровий багатопрохідний). Зварювання за один прохід доцільне при ширині шва не більше 14-16 мм, тому що дає менше залишкових деформацій. При товщині металу більш 15 мм зварювання кожного шару «напрхід небажана». Перший шар встигає охолонути, і в ньому виникають тріщини. |
 частіше для стикових швів
частіше для стикових швів

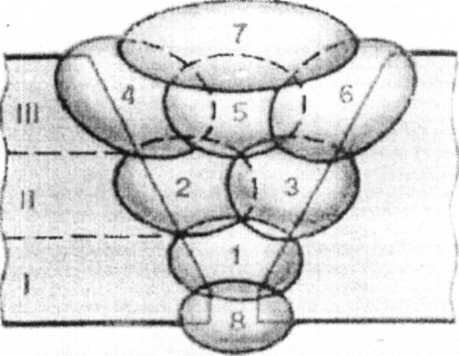
І – VI черговість нанесення І - III-черговість нанесення шарів;
шарів. 1- В черговість накладання швів.
Для рівномірного прогріву метала по всій довжині шви накладають:
- подвійним шаром;
- гіркою;
- каскадом;
- поперечною;
- блоками;
- гіркою.
При способі подвійного шару другий шар накладають по не остиглому першому після видалення зварювальних шлаків в протилежному напрямі на довжині 200-400 мм.
НАКЛАДАННЯ ШВІВ ПРИ ТОВЩИНІ МЕТАЛУ БІЛЬШ 15 ММ
 ПРИ КАСКАДНОМУ МЕТОДІ шов розбивають на дільниці по 200 мм. Після зварювання першого шару першої дільниці, без зупинок, продовжують укладати перший шар на сусідній дільниці. Тоді кожний послідуючий шар накладається на метал попереднього шару, який не встиг охолонути.
ПРИ КАСКАДНОМУ МЕТОДІ шов розбивають на дільниці по 200 мм. Після зварювання першого шару першої дільниці, без зупинок, продовжують укладати перший шар на сусідній дільниці. Тоді кожний послідуючий шар накладається на метал попереднього шару, який не встиг охолонути.
ЗВАРЮВАННЯ «ГІРКОЮ» - різновид каскадного методу. Ведеться двома зварювальниками одночасно від середини до країв.
Обидва методи - це зворотносхідчасте зварювання не тільки по довжині, а і по перетині шва, причому зона зварювання завжди залишається гарячою.
ПРИ ЗВАРЮВАННІ БЛОКАМИ шов заповнюють окремими шарами по всій висоті перетину шва. Застосовують при з'єднані деталей зі сталей, що гартують при зварюванні.
І.8. ТЕХНІКА. СПОСОБИ ЗАПАЛЮВАННЯ ЗВАРЮВАЛЬНОЇ ДУТИ
ТОРКАННЯМ ЧЕРКАННЯМ

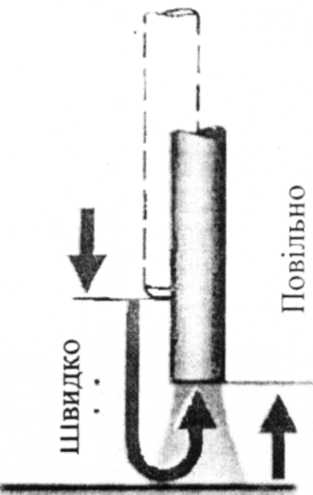 Дуту запалюють коротким дотиком електрода до виробу (впритул) або черканням кінцем електрода об поверхшо металу ("сірником"). Спосіб "сірником" застосовується частіше, але він незручний при роботі у вузьких, важкодоступних місцях.
Дуту запалюють коротким дотиком електрода до виробу (впритул) або черканням кінцем електрода об поверхшо металу ("сірником"). Спосіб "сірником" застосовується частіше, але він незручний при роботі у вузьких, важкодоступних місцях.
Поиск по сайту: