АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ЛЕЖАЧИМ ЕЛЕКТРОДОМ

 В місце зварювання металу укладають один або декілька електродів з якісним покриттям діаметром 6-10 мм. Поверх кладуть паперову ізоляцію та притискують мідною колодкою. Електрод включають в зварювальний ланцюг. Дуга збуджується допоміжним електродом, а потім горить лежачий електрод, розплавляючись та заповнюючи металом місце зварювання.
В місце зварювання металу укладають один або декілька електродів з якісним покриттям діаметром 6-10 мм. Поверх кладуть паперову ізоляцію та притискують мідною колодкою. Електрод включають в зварювальний ланцюг. Дуга збуджується допоміжним електродом, а потім горить лежачий електрод, розплавляючись та заповнюючи металом місце зварювання.
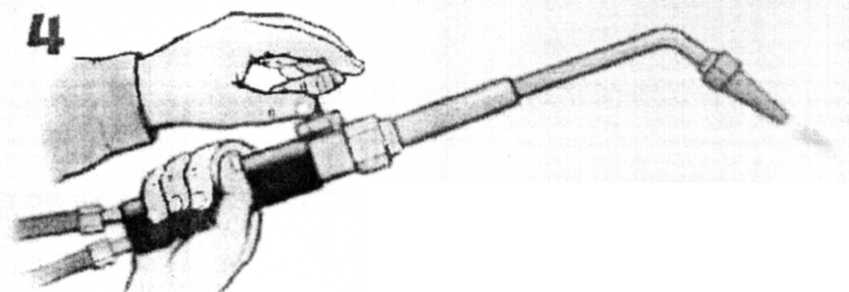
| Опора за допомогою магніту фіксує пристрій на поверхні зварюваного металу. Електрод під необхідним кутом кріпиться до електродоутримувача каретки. Рубильником подають струм в зварювальний ланцюг. По мірі згорання електроду каретка рухається по штанзі під власною вагою. Покриття електроду спирається на зварюваний виріб, забезпечуючи постійну довжину дуги. Верхня частина козирка довше нижньої, тому дуга відхиляється у бік зварюваного виробу. |

| 1. Опора з магнітом 2. Рубильник 3. Живлячий кабель 4. Направляюча штанга |
| 5. Каретка 6. Електродоутримувач 7. Електрод діаметром 6 мм завтовшки не більше 700 мм 8. Зварюваний метал |
ПОХИЛИМ ЕЛЕКТРОДОМ
ІІ.1. ГАЗОВЕ ЗВАРЮВАННЯ. ЗВАРЮВАЛЬНЕ ПОЛУМ'Я
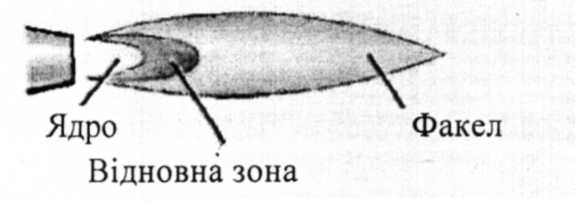
Ядро - продукти розпаду ацетилену, що згоряють в оболонці ядра.
Відстань по осі полум'я від зрізу.
| ВИДИ ПОЛУМ'Я
НОРМАЛЬНЕ
співвідношення ацетилену і кисню
від 1: 1 до 1: 1, 1
Ядро - різко обкреслене, циліндричної форми з плавним закругленням, оболонкою, що яскраво світиться, чітко виражено всі три зони. Використовують для зварки більшості сталей, сплавів і кольорових металів.
НАВУГЛЕЦЮЮЧЕ
співвідношення ацетилену і кисню
більше 1:0,95 (надлишок ацетилену)
 Ядро втрачає різкість контуру; на кінці з’являється зелений віночок; відновна зона блідне і майже зливається з ядром. Факел жовтіє. Використовують для зварки чавуну, направлення твердими сплавами.
Ядро втрачає різкість контуру; на кінці з’являється зелений віночок; відновна зона блідне і майже зливається з ядром. Факел жовтіє. Використовують для зварки чавуну, направлення твердими сплавами.
 Ядро конусоподібне, укорочене, має менш різкі контури, бліде. Полум'я - синювато-фіолетове, горить з шумом. Всі зони скорочуються по довжині. Окислює метал. Шов виходить крихким і пористим. Використовують при зварюванні латуні. Ядро конусоподібне, укорочене, має менш різкі контури, бліде. Полум'я - синювато-фіолетове, горить з шумом. Всі зони скорочуються по довжині. Окислює метал. Шов виходить крихким і пористим. Використовують при зварюванні латуні.
|


 БУДОВА ПОЛУМ'Я
БУДОВА ПОЛУМ'Я| ПОТУЖНІСТЬ ПОЛУМ’Я – ХАРАКТЕРИЗУЄТЬСЯ КІЛЬКІСТЮ АЦЕТИЛЕНУ, ЩО ПРОХОДИТЬ ЗА 1 ГОДИНУ ЧЕРЕЗ ПАЛЬНИК, НЕОБХІДНИМ ДЛЯ РОЗПЛАВЛЕННЯ 1 ММ ТОВЩИНИ ЗВАРЮВАЛЬНОГО МЕТАЛУ. РЕГУЛЮЄТЬСЯ НАКОНЕЧНИКАМИ І ВЕНТИЛЯМИ ПАЛЬНИКА. |
| СКЛАД ПОЛУМ’Я Максимальна температура Відстань на якій досягається максимальна температура Ацетилен-кисень 3150 2-6 мм від кінця ядра; Пропан-бутан-кисень 2400 2,5 довжини ядра від зрізу мундштука; Метан-кисень 2150 3-3,5 довжини ядра від зрізу мундштука. |
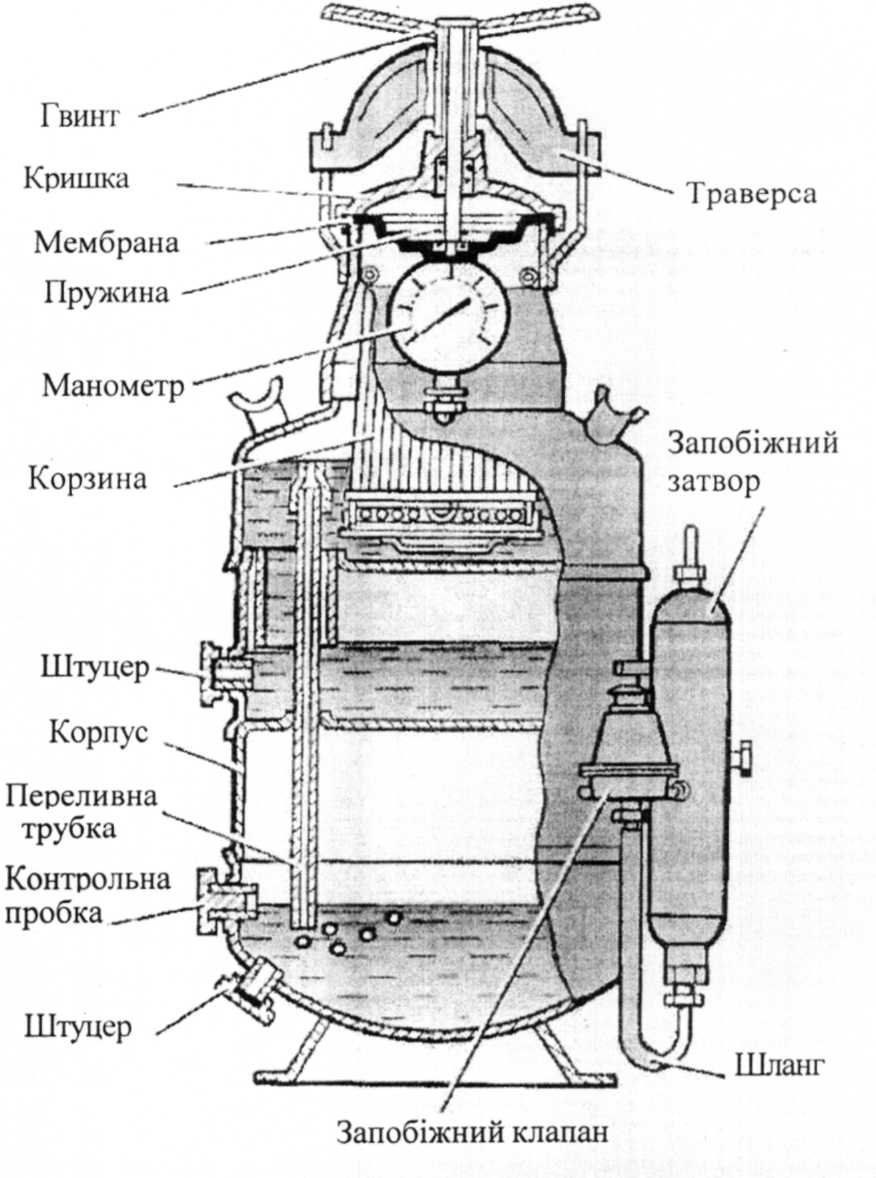
ІІ.2. УСТАТКУВАННЯ. АЦЕТИЛЕНОВИЙ ГЕНЕРАТОР

|
| Витискач |
ПОРЯДОК РОБОТИ
1. Проводять зовнішній огляд генератора, затвора, з'єднань
2. Заливають воду через горловину до рівня контрольної пробки
3. Завантажують корзину карбідом кальцію, масою та грануляцією, відповідно паспорту.
4. Обережно опускають корзину у генератор. При контакті з водою виділяється ацетилен, який витискає повітря з газоутворювача (продування)
5. Через 5-10с кришку герметизують, затягуючи гвинт за годинниковою стрілкою.
6. В процесі утворення ацетилену стежать за показанням манометра.
7. При падінні тиску у генераторі його розряджають.


 ПРАВИЛА ВІДКУПОРЮВАННЯ БАРАБАНІВ З КАРБІДОМ КАЛЬЦІЮ
ПРАВИЛА ВІДКУПОРЮВАННЯ БАРАБАНІВ З КАРБІДОМ КАЛЬЦІЮ
| ПРАЦЮВАТИ у рукавицях та окулярах |
При розтині барабана спеціальним ножем на місці зрізу наносять шар тавоту товщиною 2-3 мм.
Карбід кальцію доставляють в герметичних бідонах.
Допускається для разової зарядки доставляти його у відрі, прикритому брезентом або гумою.
ЗАПОБІЖНІ ЗАТВОРИ
СУХИЙ
1. 

| РІДИННИЙ |
Вихідний ніпель
2. Розсікач
3. Контрольний кран
4. Корпус
5. Пробка
6. Ковпачок
7. Кульковий клапан
8. Штуцер
9. Пробка
10. Трійник
11. Труба що підводить газ
12.
| ПРИНЦИПДІЇ |
13.
1. Штуцер
2. Внутрішній корпус
3. Гайка нижня зовнішнього корпусу
4. Елемент що гасить полум'я
5. Фіксуючі кульки
6. Гайка верхня зовнішнього корпусу
7. Втулка
8. Мембрана
9. Вогневідбійник
10. Сідло
11. Пересувний шток 12,13.
12. 13. Пружина
14. Відсічний клапан
15. Шток
ДІЇ
1. Ацетилен від генератора, поступаю чи знизу, піднімає кульку клапана (7), проходить через шар води І виходить до споживача, огинаючи розсікач (2);
2. При зворотньому ударі під дією тиску на воду кульку клапана (7) закриває вхідний отвір, перешкоджаючи проникненню полум'я в ацетиленовий генератор;
3. Ацетилен від генератора поступає в затвор через штуцер (1), пройшовши через мембрану (8) і пори елементу що гасить полум'я (4), і поступає до споживача;
4. При зворотньому ударі ударна хвиля руйнується вогневідбійником (9), а полум'я гаситься в порах елементу що гасить полум'я (4);
5. Під дією тиску сідло (10) і шток (15) зміщуються вниз, і відсічний клапан (14) закривається, перекриваючи доступ ацетилену.
ГАЗОВІ БАЛОНИ, РЕДУКТОРИ ТА РУКАВА

| Характеристика балона | Газ усередині балона | ||
| Кисень | Ацетилен | Пропан | |
| Розміри, мм висота діаметр | 1370 219 | ||
| Маса без газу, кг | |||
| Тиск газу, МПа | 1,6 | ||
| Стан газу | Стислий | Розчинений | Зріджений |
| Місткість, дм3 | |||
| Кількість газу | 6 
| 5,32 м3 | 24 кг |
Залишковий тиск в балоні повинен бути від 0,1 до 0,05 Мпа

| Тип редуктора | Приєднання до вентиля | Тиск на вході/виході, Мпа |
| Кисневий | Накидною гайкою | 20/3 |
| Ацетиленовий | Спеціальним хомутом | 3/0,12 |
| Пропановий | Накидною гайкою лівим різьбленням | 2,5/0,3 |



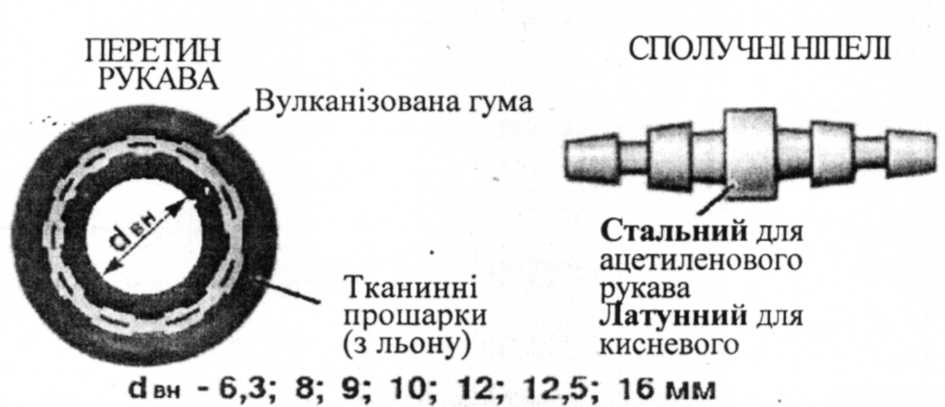
| Клас | Рукав | Тиск,МПа |
| І | Ацетиленовий | 0,63 |
| II | Для рідкого палива Увага! Рукави II класу забороняється робити збірними | 0,63 |
| III | Кисневий | 2,0 |

 ГАЗОВІ ПАЛЬНИКИ
ГАЗОВІ ПАЛЬНИКИ
| ІНЖЕКТОРНИЙ БЕЗІНЖЕКТОРНИЙ 1. Мундштук 1. Наконечник 2. Ніпель мундштука 2. Накидна гайка 3. Наконечник 3. Дозуючі канали 4. Трубчастий мундштук 4. Вентиль 5. Камера змішувача 5. Голчатий шпиндель 6. Гумове кільце 6. Корпус 7. Інжектор 7. Рукоятка 8. Накидна гайка 8. Кисневий ніпель 9. Ацетиленовий вентиль 9.Ацетиленовий ніпель 10. Штуцер 11. Накидна гайка 12. Шланговий ніпель 13. Трубка 14. Рукоятка 15. Сальникове набивання 16. Кисневий вентиль |
| Горючий газ подається у камеру змішувача за рахунок підсосу його струменем кисню, що витікає з великою швидкістю з отвору сопла. |
| Горючий газ і кисень подаються під однаковим тиском в камеру змішувача. Горюча суміш, що утворюється, поступає в мундштук пальника. |
| Горючий газ подається у камеру змішувача за рахунок підсосу його струменем кисню, що витікає з великою швидкістю з отвору сопла |
| ВУЗОЛ ЗМІШУВАННЯ ГАЗІВ |
| ІНЖЕКТОРНИЙ ПРИСТРІЙ |

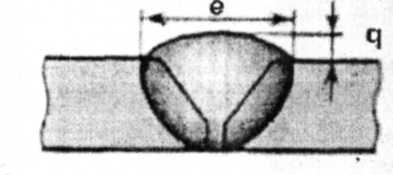
ІІ.3. ТЕХНОЛОГІЯ. КОНСТРУКТИВНІ ЕЛЕМЕНТИ.
ПІДГОТОВКА КРОМОК СТИКОВИХ З'ЄДНАНЬ
| Характер шва та форма кромок | Конструктивний елемент | Розміри, мм | |||||
| кромок | шва | S | c | b | e | q | |
| Тол мет | т пл | З | Шн | Випукліс ть | |||
| Однобічний з відбортовкою двох кромок | 
| 
| 0,5-1 | 0-1 | 1-2 | ||
| Однобічний без скосів кромок | 
| 
| 1-3 | 0,5-2 | 5-7 | 1-1,5 | |
| Двобічний без скосів кромок | 
| 
| 3-6 | 1-2 | 6-8 | 1-2 | |
| Однобічний із скосом одної кромки | 
| 
| 5-10 | 1-2 | 1,5-3 | 8-12 | 1-1,5 |
| Однобічний із скосом двох кромок | 
| 
| 6-15 | 1,5-3 | 2-4 | 12-20 | 1,5-2 |
| Двобічний і двома скосами двох кромок | 
| 
| 12-25 | 2-4 | 2-4 | 20-34 | 2-2,5 |
 Примітки:
Примітки:
При зварюванні метала різної товщини на більш товстому листі на дільниці довжиною не менш 53 роблять скіс з однією чи з двох сторін до товщини більш тонкого листа, після чого підготовлюють кромки.
РЕЖИМИ ГАЗОВОГО ЗВАРЮВАННЯ
 ПАРАМЕТРИ - Потужність полум'я
ПАРАМЕТРИ - Потужність полум'я
РЕЖИМУ - Вид полум'я
- Діаметр присадочного дроту
ВИБІР ТЕПЛОВОЇ ПОТУЖНОСТІ ПОЛУМ'Я
Потужність полум'я вибирається в залежності від товщини зварюваного металу та його теплофізичної властивості та регулюється підбором наконечника пальника.
| Номер наконечника пальника | ||||||||||||
| Товщина зварювальної низьковуглецевої сталі, мм | 0,05-0,1 | 0,1--0,25 | 0,2-0,5 | 0,5-1,0 | 1,0-2,0 | 2,0-4,0 | 4,0-7,0 | 7,0-11,0 | 11,0-17,0 | 17,0-30,0 | 30,0-80,0 | СВ. 80,0 |
ВИЗНАЧЕННЯ ВИДУ ПОЛУМ'Я
Вид полум'я регулюють та встановлюють - НОРМАЛЬНЕ
на око в залежності від матеріалу - НАВУГЛЕЦЮЮЧЕ
зварювальних деталей - ОКИСЛЮВАЛЬНЕ
| ПОКАЗНИК | ЗВАРЮВАЛЬНИЙ МЕТАЛ | |||||||||
| Вуглецева сталь | Легована сталь | Чавун | Мідь | Латунь | Алюміній та його сплави | Цинк | Бронза | |||
| Питома витрата (л/ч) на 1 мм товщини металу | ацетилен | 100-130 | 100-120 | 150-200 | 100-130 | 15- | 70- | |||
| кисень | 110-140 | 80-85 | 90-110 | 165-220 | 135-175 | 80-85 | 20-25 | 80-165 | ||
| Співвідношення ацетилену й кисню | 1:1,1 | 1:1,1 | 1:0,9 | 1:1,1 | 1:1,3 | 1:1,1 | 1:1,1 | 1:1,1 |
ВИЗНАЧЕННЯ ДІАМЕТРУ ПРИСАДОЧНОГО ДРОТУ
 Для зварювання низько - й середньовуглецевої сталі діаметр присадочного дроту визначають за формулою в
Для зварювання низько - й середньовуглецевої сталі діаметр присадочного дроту визначають за формулою в
залежності від способу зварювання й товщини металу.
При лівому способі
 S/2+1 (мм)
При правому способі S/2+1 (мм)
При правому способі
 S/2 (мм) S/2 (мм)
|
ІІ.4. ТЕХНІКА. ПЕРЕВІРКА ПАЛЬНИКА ПЕРЕД РОБОТОЮ
ПРИЄДНАННЯ ШЛАНГІВ
ПЕРЕД ПРИЄДНАННЯМ ДО ПАЛЬНИКА - ШЛАНГИ ПРОДУТИ
| - Присднати до штуцера пальника шланг для подачі кисню; - Перевірити пальник на розрідження в ацетиленовому каналі; - Приєднати шланг для подачі ацетилену; - Перевірити точність і надійність закріплення шлангів хомутами; - Допускається замість хомутів закріплювати шланги не менш чим у двох місцях по довжині ніпеля м'яким відпаленим дротом. |

ПЕРЕВІРКА НА РОЗРІДЖЕННЯ (ПІДСОС)
| ПРИ ВІДСУТНОСТІ РОЗРІДЖЕННЯ 1.Закрити вентиль кисню й роз'єднати наконечник; 2.Вивернути інжектор зі змішувальної камери на ½ обороту; 3.Зібрати пальник і випробувати його повторно; 4.При відсутності розрідження зняти наконечник, вивернути із нього інжектор і мундштук. Перевірити, чи не засмічені отвори. При необхідності прочистити м'яким дротом і продути повітрям 5.Перевірити, чи щільно притиснутий інжектор до сідла корпуса пальника, усунути нещільність. |

- Прикріпити наконечник за допомогою накидної гайки;
- Приєднати кисневий шланг до ніпеля;
- Встановити тиск кисню по манометру редуктора
 (наприклад, для наконечника №4 тиск 0, 2-0,4 Мпа).
(наприклад, для наконечника №4 тиск 0, 2-0,4 Мпа).
Повністю відкрити вентиль ацетилену, а потім кисню сідла корпуса.
Переконатися в наявності розрідження, підносячи пальника, усунути великий палець до ніпеля ацетилену (палець повинен нещільність присмоктуватися)

| - Приєднувати кисневий шланг поперемінно до ніпелів кисню й ацетилену; - Подати кисень під тиском 0, 2-0,4 МПа; - Мундштук опустити у воду на 15-20 с; - На поверхні води не повинне бути пухирців. |
ПОРЯДОК ЗАПАЛЮВАННЯ ПАЛЬНИКА
1 При відкритих вентилях пальника установити робочий тиск по манометру редуктора (середні значення 4 кгс/див" для кисню і 1 кгс/див для ацетилену) відповідно до товщини металу, що зварюється. Закрити вентилі.

|  Відкрити на ¼ обороту кисневий, а потім на один оборот ацетиленові вентилі.
Відкрити на ¼ обороту кисневий, а потім на один оборот ацетиленові вентилі.
|
 Підпалити пальну суміш. Полум’я повинне горіти стійко, не відриваючись від мундштука.
Підпалити пальну суміш. Полум’я повинне горіти стійко, не відриваючись від мундштука.
| |
 5По мірі нагрівання мундштука може утворюватися полум'я з надлишком кисню. Щоб виключити це, створюють запас ацетилену. Необхідно переконатися в його наявності. При цьому середня світла зона полум'я повинна бути приблизно в 4 рази більше довжини ядра. Це відповідає 15% надлишку ацетилену в полум’ї. 5По мірі нагрівання мундштука може утворюватися полум'я з надлишком кисню. Щоб виключити це, створюють запас ацетилену. Необхідно переконатися в його наявності. При цьому середня світла зона полум'я повинна бути приблизно в 4 рази більше довжини ядра. Це відповідає 15% надлишку ацетилену в полум’ї.
| Полум'я регулюють ацетиленовим вентилем при цілком відкритому кисневому. |
| Якщо при запалюванні суміші пальник дає удар або при повному відкритті ацетиленового вентиля з'являється чорна кіптява, треба перевірити: - чи затягнута накидна гайка; - чи достатній тиск кисню; - чи нема води в шлангах; - чи не перекручені (придавлені) шланги При ударах пальник потрібно виключити: перекрити спочатку ацетиленовий, а потім кисневий вентилі. Іноді удари і зворотні удари викликаються перегрівом мундштука після тривалої роботи. Тоді пальник потрібно погасити й остудити мундштук у воді. При частому прочищенні мундштука його отвір розробляється. Крім того, він обгоряє в процесі зварювання. Сильно розроблений мундштук треба замінити. |
НОМУ ПОЛУМ'Ї В ЗАЛЕЖНОСТІ ВІД НОМЕРА

| Можлива причина | Спосіб усуненая |
 Бочкоподібна форма звужуючої частини каналу. Бочкоподібна форма звужуючої частини каналу.
| Змінити мундштук (непереборний дефект виготовлювача). |
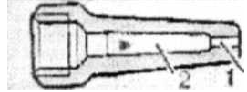 Розбіжність осей вихідного каналу (1) та конфузору (2). Розбіжність осей вихідного каналу (1) та конфузору (2).
| Розгортання конфузу конічним розгортанням |
 Зменшення довжини вихідної ділянки каналу менше ніж три діаметри вихідного отвору. Зменшення довжини вихідної ділянки каналу менше ніж три діаметри вихідного отвору.
| Замінити мундштук |

| Дотримуватись відстані від мундштука до деталі. Прочистити мундштук. |
| Різке зниження тиску кисню | Відрегулювати подачу |
СПОСОБИ ГАЗОВОГО ЗВАРЮВАННЯ

ПРИ ПРАВОМУ СПОСОБІ
пальник переміщують зліва направо, а присадочний дріт переміщується слідом за пальником. Полум'я направляють на вже зварену ділянку шва. Мундштуком роблять незначні коливання. При зварюванні листів товщиною менш 8 мм мундштук переміщують вздовж осі шва без коливань. Кінець дроту тримають зануреним у зварювальну ванну та спіралеподібними рухами перемішують рідкий метал для полегшення видалення окисів і шлаків. Правий спосіб використовують при товщині металу більше 3 мм з обробленням кромок. Тепло полум'я розсіюється менше, ніж при лівому способі.

Кут оброблення кромок можна зменшити, особливо при більших товщинах.
ПРИ ЛІВОМУ СПОСОБІ пальник переміщають зправа наліво. Присадочний дріт перебуває перед полум'ям, що спрямоване на зварювання кромок. Кінець присадочного дроту перебуває у відбудовній зоні. Цей спосіб застосовують при зварюванні тонкостінних (до 3 мм) конструкцій і при зварюванні лекгоплавких. металів і сплавів
ЯКІСТЬ ШВА при правому способі зварювання вище, ніж при лівому, тому що метал краще захищений факелом..
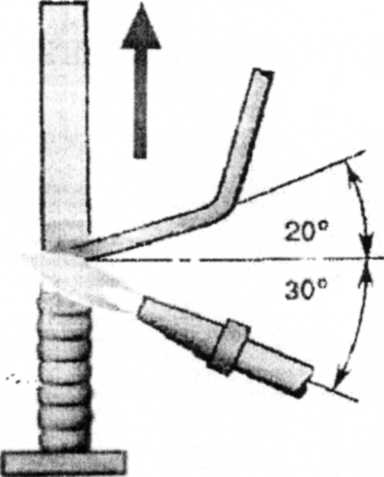
ПОЛОЖЕННЯ МУНДШТУКА ПАЛЬНИКА
ТОВЩИНА МЕТАЛУ, ЩО ЗВАРЮЄТЬСЯ, мм

Швидкість нагрівання металу регулюється зміною кута нахилу мундштука.
| Вплив зварювального полум’я на рідкий метал. |
 Чим товстіше метал, тим більше повинен бути кут нахилу Чим більше кут нахилу, тим більше передається тепла полум'я і більше глибина проплавлення. При зварюванні теплопровідних металів (наприклад, міді) кут повинен бути більше, ніж при. зварюванні вуглецевих сталей.
Чим товстіше метал, тим більше повинен бути кут нахилу Чим більше кут нахилу, тим більше передається тепла полум'я і більше глибина проплавлення. При зварюванні теплопровідних металів (наприклад, міді) кут повинен бути більше, ніж при. зварюванні вуглецевих сталей.
СПОСОБИ РУХУ ПАЛЬНИКА
Варто переміщувати пальник так, щоб метал зварювальної ванни був завжди захищений від повітря газами відбудовної зони полум'я.
Півмісяцем Із затримкою полум'я
 уздовж осі шва.
уздовж осі шва.
Вертикаль
Розташування пальника і припадочного дроту.
Присадочний дріт.

Для зварювання листів Для зварювання
середніх товщин тонкостінних конструкцій
З незначними коливаннями Петлеподібно

| Для зварювання листів середніх товщин. |
| При зварюванні тонколистової сталі. |
присадочного дроту розташовують у відбудовній
зоні полум'я або занурюють у зварювальну ванну.
| ЗВАРЮВАННЯ ВАННОЧКАМИ Застосовують при зварюванні тонких листів і труб з низьковуглецевих і низьколегованих сталей полегшеними швами, а також при зварюванні кугових і стикових з'єднань при товщині деталей до 3 мм. |

ЗВАРЮВАННЯ ПЛАСТИН ВИКОНАННЯ З'ЄДНАНЬ ВНАПУСК
 З ВІДЮРТОВКОЮ КРОМОК
З ВІДЮРТОВКОЮ КРОМОК
| Шов накладають лівим способом присадочним матеріалом. При змушених перервах у роботі, перед поновленням процесу зварювання потрібно переплавити метал, що закристалізувався у кратері. |


Шов накладають лівим способом
без присадочного матеріалу.
ВЕРТИКАЛЬНІ ШВИ
Зверху вниз Знизу вгору

 Вертикальні шви зверху вниз зварюють тільки правим способом.
Вертикальні шви зверху вниз зварюють тільки правим способом.
Шви знизу вгору зварюють і правим і лівим способами. Обсяг зварювальної ванни малий, тому метал утримують від стікання тиском газів полум'я або кінцем присадочного дроту, зануреного у ванну.
Правий Лівий Правий
ГОРИЗОНТАЛЬНІ ШВИ НА ВЕРТИКАЛЬНІЙ ПЛОЩИНІ

| Виконують правим способом. При накладенні горизонтальних швів на вертикальній площині метал прагне стекти на нижню кро. Тому дріт тримають зверху, а мундштук пальника - знизу зварювальної ванни. Ванна розташовується під невеликим кутом до осі шва, що утримує метал від стікання. |
| Кромки нагрівають до початку оплавлення і у цей момент у ванну вводять дріт, кінець якого швидко оплавляється. Метал утримується від стікання вниз тиском газів полум'я. Зварювання виконують як лівим, так і правим способом у кілька шарів з мінімальною товщиною кожного шару. Шов краще формується при правому способі. |

ЗВАРЮВАННЯ ВЕРТИКАЛЬНИХ СТИКОВИХ ШВІВ
НАСКРІЗНИМ ПРОПЛАВЛЕННЯМ
товщина листів до 6 мм (один зварник)
 1. Пластини без скосу кромок закріплюють 2. Формують зварювальну ванну 3. Уводять в отвір присадочний
1. Пластини без скосу кромок закріплюють 2. Формують зварювальну ванну 3. Уводять в отвір присадочний
із зазором, рівним товщині листа. дріт та формують перший валик
 4. Полум'я переміщають вгору, розплавляють кромки основного металу, частину дроту та формують другий та наступний шари, заварив стик до верху. Шов формується на всю товщину з необхідною геометрією.
4. Полум'я переміщають вгору, розплавляють кромки основного металу, частину дроту та формують другий та наступний шари, заварив стик до верху. Шов формується на всю товщину з необхідною геометрією.
Рух дроту без поперечних Рух
коливань пальником

 ТОВЩИНА ЛИСТІВ 6-20 ММ (ДВА ЗВАРНИКА
ТОВЩИНА ЛИСТІВ 6-20 ММ (ДВА ЗВАРНИКА
Рух дроту Рух
без поперечних пальником
коливань
Два зварники, розташовуючись з обох сторін листа, формують зварювальну ванну, вводять присадочний дріт та переміщують пальники вгору, укладають шари до повного заварювання стику.
Поиск по сайту: