АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
КЛАССИФИКАЦИЯ УСТРОЙСТВ ЧПУ
К УЧПУ сходятся все нити управления автоматическими механизмами станка. Конструктивно УЧПУ выполнено как автономный электронный агрегат, имеющий устройство ввода УП, вычислительную часть, электрический канал связи с автоматическими механизмами станка.
Внешний вид УЧПУ во многом определен панелью управления, с которой осуществляется выбор режима управления станком (ручной, наладка, полуавтоматический, автоматический); производится исправление программы в период ее отладки, вводится коррекция, ведется контроль за выполнением команд и наблюдение за правильной работой станка и самого устройства ЧПУ и др. Панель управления (пульт) УЧПУ, в свою очередь, определяется системой программирования, принятой для данного устройства, характерными признаками принятой системы программного управления, классом СЧПУ.
В соответствии с международной классификацией все УЧПУ по уровню технических возможностей делятся на следующие основные классы: NC (Numerical Control); SNC (Stored Numerical Control); CNC (Computer Numerical Control); DNC (Direct Numerical Control); HNC (Handled Numerical Control); VNC (Voise Numerical Control).
Структурно-информационный анализ этих систем [5] достаточно сложен, хотя позволяет выделить в них (или установить отсутствие) определенных функциональных элементов и информационных каналов. Условной для реальных УЧПУ является и классификация, поскольку реализация функций ЧПУ может быть такой, что реальный вариант системы управления представляет собой синтез отдельных признаков систем разных классов. Особенно это относится к УЧПУ с признаками класса DNC, которые реализуются как системы классов DNC-NC, DNC-SNC, DNC-CNC и др.. к УЧПУ класса CNC, которые реализуются как системы VNC, CNC-HNC и др. [5, 26].
9.1. СИСТЕМЫ КЛАССОВ NC И SNC
Станки, оснащенные УЧПУ классов NC и SNC, в настоящее время еще имеются в практике предприятий, но выпуск систем этих классов уже прекращен. Это наиболее простые системы управления с ограниченным числом информационных каналов. В составе этих систем отсутствует оперативная ЭВМ, и весь поток информации обычно замыкается на уровне 3-го ранга. Внешним признаком УЧПУ классов NC и SNC является способ считывания и отработки УП.
Системы класса NC. В системах класса NC принято покадровое чтение перфоленты на протяжении цикла обработки каждой заготовки. Системы класса NC работают в следующем режиме. После включения станка и УЧПУ читаются первый и второй кадры программы. Как только заканчивается их чтение, станок начинает выполнять команды первого кадра. В это время информация второго кадра программы находится в запоминающем устройстве УЧПУ. После выполнения первого кадра станок начинает отрабатывать второй кадр, который для этого выводится из запоминающего устройства. В процессе отработки станком второго кадра система читает третий кадр программы, который вводится в освободившееся от информации второго кадра запоминающее устройство, и т. д.
Основным недостатком рассмотренного режима работы является то, что для обработки каждой следующей заготовки из партии системе ЧПУ приходится вновь читать все кадры перфоленты, в процессе такого чтения нередко возникают сбои из-за недостаточно надежной работы считывающих устройств УЧПУ. В результате отдельные детали из партии могут оказаться бракованными. Повышенная вероятность сбоев в системах класса NC объясняется также очень большим числом кадров перфоленты, поскольку для работы таких систем в программе должно быть записано каждое элементарное действие станка. Кроме того, при таком режиме работы перфолента быстро изнашивается и загрязняется, что еще более увеличивает вероятность сбоев при чтении. Наконец, если в кадре записаны действия, которые станок выполняет очень быстро, то УЧПУ за это время может не успеть прочитать следующий кадр, что также ведет к сбоям.
Развитие систем класса NC привело к созданию УЧПУ с целым рядом дополнительных режимов. Эти УЧПУ имели уже достаточно большое число информационных каналов, обеспечивали диагностику ошибок ввода программы, определяли сбои устройства, реализовали режимы автоматического и покадрового ввода программы, поиски кадра, ручное управление, автоматическую установку системы в исходное положение и др. Программа могла быть задана как в абсолютных размерах, так и в приращениях. В УЧПУ этого поколения наряду с увеличением скорости перемещения для контурных и универсальных устройств был введен режим резьбонарезания, расширены технологические команды, кодируемые в коде ИСО-7 бит. Устройства с расширенными функциями получили выход на канал связи с ЭВМ верхнего уровня, систему визуального отображения информации. В настоящее время УЧПУ класса NC уже не выпускаются.
Системы класса SNC. Эти системы сохраняют все свойства систем класса NC, но отличаются от них увеличенным объемом памяти. Системы класса SNC позволяют прочитать все кадры программы и разместить информацию в запоминающем устройстве большой емкости. Перфолента читается только один раз перед обработкой всей партии одинаковых деталей и поэтому мало изнашивается. Все заготовки обрабатываются по сигналам из запоминающего устройства, что резко уменьшает вероятность сбоев, а следовательно, и брак деталей. Системы SNC позволяют осуществлять однократный ввод УП при длине перфоленты от 40 до 310 м. В настоящее время УЧПУ класса SNC уже не выпускаются. Однако схема работы этих систем является очень показательной и определяет существо программного управления. При работе станка, управляемого системой NC или SNC (рис. 9.1), кодированная программа вводится на перфоленте. Кроме того, отдельные команды могут быть введены с пульта управления УЧПУ или с панели управления станком. Информация с перфоленты через блоки ввода и декодирования поступает в память (для станков с УЧПУ класса SNC в память с перфоленты записывается вся
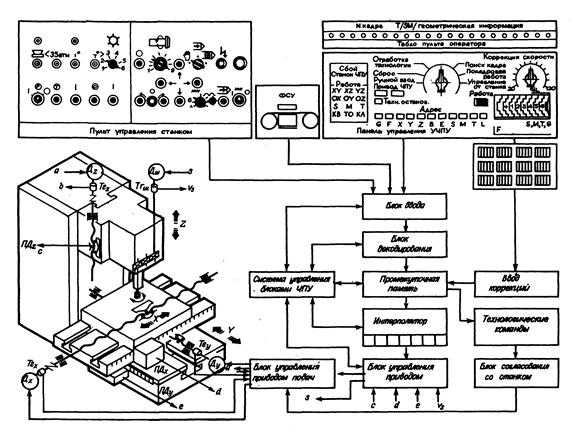
Рис. 9.1. Схемная реализация алгоритмов УЧПУ класса NC (SNC)
программа). При работе станка в автоматическом режиме команды программы, обработанные интерполятором, через блоки управления поступают к приводам. Скорость приводов регулируется по данным системы обратной связи, например по сигналам тахогенератора, а перемещения (для приводов подач) — по данным путевых датчиков перемещения ПД.
9.2. СИСТЕМЫ КЛАССОВ CNC, DNC, HNC
Развитие вычислительной техники, уменьшение габаритов ее элементов, расширение функциональных возможностей позволило создать УЧПУ на базе ЭВМ, установив таким образом мощную вычислительную технику прямо к станку в производственные цеха. Новые системы совместили функции управления станком и решение почти всех задач подготовки УП. Даже упрощенная структура УЧПУ класса CNC первого поколения (рис. 9.2) показывает их резко возросшие возможности по сравнению с УЧПУ классов NC и SNC.
Основу УЧПУ классов CNC составляют: ЭВМ, запрограммированная на выполнение функций числового программного управления, блоки связи с координатными приводами, блоки выдачи технологических команд в требуемой логической последовательности, системные органы управления и индикации, каналы обмена данными с центральной ЭВМ верхнего уровня. В системах класса CNC возможно изменять и корректировать в период эксплуатации (а не только в период проектирования и изготовления системы) как УП обработки детали, так и программы функционирования самой системы в целях максимального учета особенностей данного станка. Каждая из выполняемых функций обеспечивается своим комплексом подпрограмм. Подпрограммы увязываются общей координирующей программой-диспетчером, осуществляющей гибкое взаимодействие всех блоков системы.
Программный комплекс системы управления может быть построен по модульному принципу. Основные модули у такой системы (в упрощенном представлении): программа управления загрузкой УП, включая подпрограммы ввода и расшифровки кадра; программа управления станком, включающая подпрограмму управления координатными перемещениями и подпрограмму выполнения технологических команд.
Программа управления координатными перемещениями состоит из блоков интерполяции, задания скорости, управления быстрым ходом, а эти блоки, в свою очередь, включают следующие модули: программу подготовки данных; организующую программу-диспетчер; драйверы — стандартные операторы для работы с внешними устройствами.
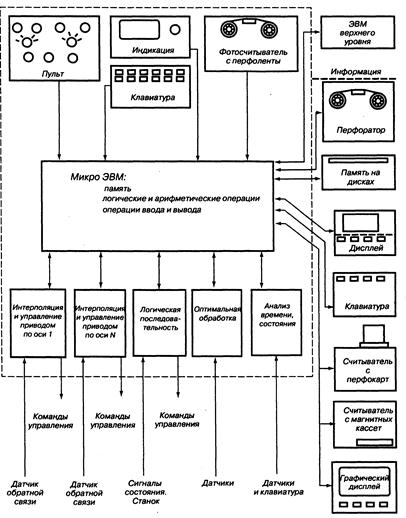
Рис. 9.2. Упрощенная общая структура УЧПУ класса CNC
В запоминающее устройство системы CNC УП может быть введена полностью не только с перфоленты, с дискеты или по каналу внешней связи, но и отдельными кадрами — вручную с пульта УЧПУ. В кадрах программы могут записываться не только команды на задания отдельных движений рабочих органов, но и команды, задающие целые группы движений, называемые постоянными циклами, которые хранятся в запоминающем устройстве СПУ. Ряд систем имеет библиотеку типовых программ, встроенную САП и т.д. Это приводит к резкому уменьшению числа кадров УП, к сокращению сроков ее подготовки и к соответствующему повышению надежности работы станка.
Системы класса CNC позволяют достаточно просто выполнять в режиме диалога доработку и отладку УП и их редактирование, используя ручной ввод информации и вывод ее на дисплей (на переносный графопостроитель), а также получить отредактированную и отработанную программу на перфоленте, магнитном диске (дискете), пленке и т. п. Кроме того, по одной программе можно работать в различных масштабах, в режиме «матрица — пуансон», в режиме зеркального отображения и т. д. В процессе работы допускаются самые различные виды коррекций.
Обладая сравнительно низкой стоимостью, малыми габаритами и высокой надежностью, системы класса CNC позволили заложить в систему управления новые свойства, которые раньше не могли быть реализованы. Так, многие УЧПУ этого класса имеют математическое обеспечение, с помощью которого можно учитывать и автоматически корректировать постоянные погрешности станка и тем самым влиять на совокупность причин, определяющих точность обработки (компенсация люфта или зоны нечувствительности приводов в направлении перемещения по координатам и др.). Использование систем контроля и диагностики повышает надежность и работоспособность станков с УЧПУ класса CNC. В функцию этих систем входит контроль состояния внешних по отношению к УЧПУ устройств, внутренних блоков и собственно УЧПУ.
Например, некоторые УЧПУ класса CNC имеют специальные тест-программы для проверки работоспособности всех структурных частей системы. Эти тест-программы отрабатываются при каждом включении устройства, и в случае исправности всех частей возникает сигнал готовности системы к работе. В процессе работы станка и УЧПУ тест-программы частями отрабатываются в так называемом фоновом режиме, не мешая отработке основной УП. В случае появления неисправности на табло световой индикации возникает ее код, затем с помощью кода по таблице определяются место и причина неисправности. Кроме того, система определяет ошибки, связанные с неправильной эксплуатацией устройства или с превышением параметров теплового режима, позволяет найти напряжение для питания и другие параметры.
Неотъемлемой частью современных УЧПУ класса CNC является обширная встроенная память, которая может быть использована в качестве архива УП. К системе может прилагаться широкий набор периферийных средств как традиционных (фотосчитыватель, накопитель на магнитной ленте или гибких дисках, телетайп, перфоратор), так и специальных (например, графопостроитель, печатающее устройство, микропроцессорные средства диагностического контроля, в том числе и допускающие связь с дистанционным диагностическим центром).
Весьма важным средством оптимизации связи процессорного УЧПУ и станка является введение в память параметров или констант станка. С помощью этих констант могут быть автоматически учтены ограничения на зону обработки, заданы требования к динамике конкретных приводов, сформированы фазовые траектории разгонов и торможений, учтены конкретные особенности коробок скоростей, приводов подач, скомпенсированы систематические погрешности этих передач и др.
Реальное представление (рис. 9.3) УЧПУ класса CNC высокого уровня предполагает наличие двух пультов — панель оператора и станочный пульт, совмещение блоков ЧПУ с программируемым контроллером, раздельного типа системы управления приводами подач (шаговые двигатели) и шпинделя (аналоговый привод). Система отличается простым программированием и пользовательским комфортом, обеспечивает все виды функций современного
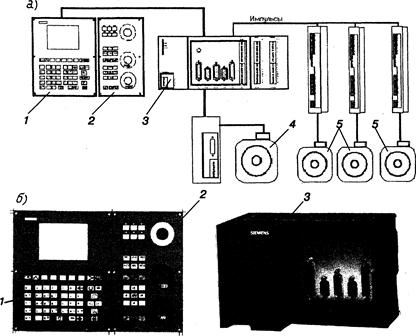
Рис. 9.3. Схема УЧПУ высокого уровня:
а — составные элементы, б — общий вид элементов УЧПУ модели 802 S (фирма SIEMENS); 1 — панель оператора; 2 — станочный пульт; 3 — совмещенный модуль ЧПУ и ПЛК; 4 — аналоговый привод шпинделя; 5 — шаговые привода подач
УЧПУ, усиленную систему коррекций по компенсации люфта, ошибок измерительной системы, ошибок хода винта, ошибок УП, имеет набор стандартных циклов для программирования, универсальный интерфейс и т.п.
Системами класса DNC можно управлять непосредственно по проводам от центральной ЭВМ, минуя считывающее устройство станка. Однако наличие ЭВМ не означает, что необходимость в УЧПУ у станков полностью отпадает. В одном из наиболее распространенных вариантов [5] систем DNC каждый вид оборудования на участке сохраняет свои УЧПУ классов NC, SNC, CNC. Нормальным для такого участка является режим работы с управлением от ЭВМ, но в условиях временного выхода из строя ЭВМ такой участок сохраняет работоспособность, поскольку каждый вид оборудования может работать от перфоленты, подготовленной заранее на случай аварийной ситуации.
В функции DNC входит управление и другим оборудованием автоматизированного участка, например автоматизированным складом, транспортной системой и промышленными роботами, а также решение некоторых организационно-экономических задач планирования и диспетчирования работы участка. Составной частью программно-математического обеспечения DNC может быть специализированная система автоматизации подготовки УП. Редактирование УП в DNC возможно на внешней ЭВМ, на которой ведется автоматизированная подготовка УП, на ЭВМ, управляющей группой станков, и на ЭВМ, встроенной в УЧПУ конкретного станка. Во всех случаях подготовленные и отредактированные УП для оборудования участка хранятся в памяти ЭВМ, управляющей группой станков, откуда они передаются на станки по каналам связи (рис. 9.4).
Оперативные УЧПУ класса HNC позволяют ручной ввод программ в электронную память ЭВМ УЧПУ непосредственно прямо с ее пульта. Программа, состоящая из достаточно большого числа кадров, легко набирается и исправляется с помощью клавиш или переключателей на пульте УЧПУ. После отладки она фиксируется до окончания обработки партии одинаковых заготовок. Первоначально УЧПУ класса HNC, имея упрощенную схему, в ряде случаев не обладали возможностью внесения коррекций, буферной памятью, вводным устройством с перфоленты и другими элементами.
Современные УЧПУ класса HNC построены на базе лучших УЧПУ класса CNC, лишь формально отличаясь от последних отсутствием устройств для ввода УП с перфолент. Но УЧПУ класса HNC имеют входное устройство для подключения переносных ФСУ и других внешних устройств. Новейшие модели УЧПУ класса HNC имеют повышенный объем памяти встроенной микроЭВМ. Подобные устройства позволяют вести программирование с пульта УЧПУ в режиме диалога и при использовании большого архива стандартных подпрограмм, хранящихся в памяти встроенной микроЭВМ. Эти подпрограммы по команде с пульта вызываются на экран дисплея, на экране высвечиваются как графика (схема обработки), так и текст (перечень необходимых данных для ввода в УЧПУ по выбранной подпрограмме).
УЧПУ классов CNC, DNC, HNC обеспечивают также автоматический выбор инструмента из имеющихся в наличии (в магазине станка), определяют режимы обработки выбранным инструментом для деталей из различных материалов, находят оптимальную последовательность операций и т. д. В общем случае такие системы позволяют вести подготовку УП непосредственно у станка по чертежу детали без каких-либо особых предварительных работ технологического характера.
 |
Рис. 9.4. Структура системы группового управления станками (класс DNC):
1 — технологическая станция управления; 2 — персональные компьютеры; 3 — накопитель информации; 4 — печатающие устройства; 5 — пульт управления станком; 6— контрольно-измерительная машина; 7— промышленный робот; 8 — станок с ЧПУ; 9 — микропроцессорное УЧПУ станком; 10 — конвейер; УСО— устройство связи с объектом; УСС — устройство связи со станком; РВВ— расширитель ввода; МБПД— модуль быстрой подачи данных; УУР— устройство управления роботом; РК— радиочастотный (или оптический) кабель
Это, естественно, накладывает повышенные требования на профессиональную подготовленность оператора станка с ЧПУ. Ряд УЧПУ рассматриваемого класса позволяют вести программирование параллельно с работой станка по ранее отработанной и хранящейся в памяти УЧПУ программе, что исключает простои станков.
УЧПУ классов CNC, DNC, HNC относятся к устройствам с переменной структурой. Основные алгоритмы работы этих устройств задаются программно (или аппаратно-программно) и могут изменяться для различных условий, что позволяет уменьшить число модификаций УЧПУ, ускорить их освоение, в том числе УЧПУ с самоподнастраи-вающимися алгоритмами. УЧПУ этих классов имеют структуру ЭВМ и обладают характерными признаками вычислительной машины. Для работы УЧПУ должно быть соответствующим образом запрограммировано. Для этого подобные системы имеют специальное ПМО, представляющее собой комплекс алгоритмов переработки информации, поступающей в виде УП. Математическое обеспечение может вводиться в систему через устройство ввода, как и основная УП. Тогда система ЧПУ относится к классу свободно программируемых. В иных случаях математическое обеспечение закладывается в постоянную память системы на стадии ее изготовления. Однако во всех случаях существуют возможности для изменения, дополнения, обогащения этого математического обеспечения, в силу чего подобные УЧПУ обладают большой гибкостью и способностью к функциональному наращиванию.
Возможности современных УЧПУ классов CNC, DNC, HNC безграничны и определены лишь возможностями использованных в них ЭВМ. Так, компьютерная ЧПУ модели MARK 30 (фирма SODICK Co.Ltd., Япония), используемая для управления злектроэрозионны-ми проволочно-вырезными станками, имеет 64-х разрядную мультипроцессорную систему с Pentium-133 и операционной системой Windows NT. Объем жесткого диска (HDD) составляет 1000 Mb, оперативной памяти (RAM) — 32 Mb. Система имеет SVGA жидкокристаллический цветной дисплей с сенсорной панелью управления. Все элементы УЧПУ связаны с силовыми платами и системами станка оптоволоконными кабелями, что обеспечивает идеальную помехозащищенность.
Встроенная САП (APT) позволяет программировать непосредственно на станке (станок, естественно, при этом работает по другой программе) обработку самых сложных деталей с учетом возможности системы осуществлять одновременное управление по шести координатам. При этом исходный контур можно на сенсорном экране рисовать пальцем с последующим уточнением размеров. Виртуальные клавиши и кнопки на экране обеспечивают ввод команд управления легкими прикосновениями пальца. Имеющаяся обычная клавиатура выполняет дублирующие функции.
Число регистров с режимами в системе равно 10000, их автоматический вызов доступен для всех стадий обработки. Возможности программирования системы резко расширены встроенными двусторонними сетевыми функциями (DNC, LAN, INTRANET), а также возможностями модификации и диагностики программ через INTERNET.
Одновременно с управлением приводами система управляет специальным импульсным генератором и всем сложнейшим ЭЭ процессом, обеспечивая функцианирование ряда специальных систем, автоматический контроль, автоматическое регулирование и оптимизацию всех основных параметров при обработке деталей любой сложности.
Перечень функций, исполняемых указанной УЧПУ, очень велик. В частности, решаются следующие задачи программирования: САП APT в полном объеме — автоматизированное программирование обработки, включая: контурное программирование, эвольвенту, разнокон-турные окна, разноконтурную конусную обработку, построение кривых по точкам, графику, макросы пользователя, арифметические операции, тригонометрические функции, квадратный корень, условный переход (if-оператор), оператор print, безусловный переход, прерывание, округление, считывание текущего положения, считывание времени обработки, вызов подпрограмм и возврат, Q-memory: функции помощи в программировании, программную диагностику (предупреждение об ошибках во вводе кодов ЧПУ), дистанционную модификацию и диагностику программ через INTERNET и др.
В наличие также функции Multi-Windows: многооконный вывод на дисплей; Help: функции подсказки; работа с дискеты и редактирование УП; функция вызова в ручном вводе данных MDI; функция проверки графикой (конус, офсет и т.д.); графика (три метода вывода на дисплей, частичное увеличение); автоматическая проверка и уход от наложений; зеркало (ось X, ось У, независимо или одновременно); выбор режимов обработки и офсетов; масштабирование (0,001 -~ 999,999-кратное); поворот (фигур и координат); замена осей; редактирование программ (вставка, стирание, замена и поиск);строковые коды (преобразование кодов других языков ЧПУ, сокращения множественных кодов, собственные коды и мнемоники — функции внутреннего постпроцессора); конусная обработка; функция галтели Л; компенсации мертвого хода, погрешности шага, ошибки шага на плоскости, диаметра проволоки и др.
Кроме задач программирования система решает самые сложные задачи управления станком и его системами: одновременная подача по всем шести осям; автоматический возврат в «0; автоматическая переустановка при обрыве и перезаправки проволоки; автоматическое переключение рабочей жидкости — вода/масло в установках с комбинированной диэлектрической системой; чувствительная система быстродействующей защиты от соударений; индикация текущей фактической скорости обработки, время обработки, текущего положения инструмента программно и визуально на обрабатываемом контуре; записываемые пределы ходов; управление суперфинишной системой для выхаживания в углеводородной рабочей жидкости; прецизионной системой управление натяжением и подачей проволоки с полной обратной связью; полнобиполярная импульсной системой эффективного подавления электролитической эрозии и коррозии; адаптивной системой углового управления; системой прецизионного контактного позиционирования; автоматической системой регулировки уровня рабочей жидкости и др.
9.3. АППАРАТНЫЕ СИСТЕМЫ ЧПУ
Аппаратные системы ЧПУ — устройства управления технологическим оборудованием отечественной разработки. Работа их электронных систем основана на методе геометрических аналогий (МГА). Устройства позволяют с помощью цифровых моделей циркуля, линейки, угольника и транспортира, т. е. проблемно-ориентированных геометрических процессоров, в основе которых лежат интерполяторы, реализовать любые функции современных СЧПУ. При этом снижается объем электронного оборудования в 103— 105 раз, обеспечиваются высокое быстродействие и наивысшая точность описания траектории. СЧПУ, построенные на основе МГА, обладают при эквивалентных характеристиках существенными технологическими преимуществами. Они содержат в 103— 105 раз меньше транзисторов и работают на более низких тактовых частотах по сравнению с системами ЧПУ классов CNC, что позволяет обойтись без многослойных печатных плат. Стоимость систем на основе МГА в три—пять раз ниже, чем систем аналогового уровня классов CNC. Системы реализованы в виде моделей «Дельта 122», «Дельта 422», «Дельта 386», «МГА NC-AT» и «СП-33» для управления станками и модели ПУУС-250М1 для управления автоматизированными складами. К сожалению аппаратные системы ЧПУ не получили должного распространения и применения по ряду причин. Одна из таких причин — резкое удешевление компьютерной техники, изменение и повышение ее качественных характеристик, произошедшие за последнее десятилетие.
9.4. СИСТЕМЫ КЛАССА VNC
УЧПУ класса VNC позволяют вводить информацию непосредственно голосом. Принятая информация преобразуется в УП и затем в виде графики и текста отображается на дисплее, чем обеспечивается визуальный контроль введенных данных, их корректировка и отработка. Особенно активно речевой ввод информации внедряется в робототехнику. В системах управления роботами используют два метода преобразования речевых сигналов в команды: «синтез по правилам» или «синтез по образцам» (компилятивного синтеза).
В первом случае речевой ввод реализуется только при наличии хранящихся в резидентной памяти пульта оператора правил. Здесь трудно получить высокое качество из-за ограниченной емкости памяти и сложности программ составления речевых сообщений. Система содержит запоминающее устройство для хранения кодов текста сообщений, преобразователь текста и синтезатор. Преобразователь текста переводит звуковые сигналы текста в фонетические символы и осуществляет синтаксический анализ. Полученные символы используются как кодовые знаки для организации программы управления.
При методе «синтез по образцам» в основе синтезатора лежит линейная модель речеобразования на базе генераторов основного тока и нуля, линейного фильтра и модели изучения. Указанное расширяет объем команд речевого ввода.
Однако УЧПУ класса VNC пока еще не получили распространения в промышленности, но, вероятно, в ближайшем будущем будут представлены широко как наиболее совершенные конструкции, обеспечивающие сервисные возможности высочайшего уровня.
9.5. NEURO-FUZZY СИСТЕМЫ УПРАВЛЕНИЯ
Начало работ с компьютерными нейронными сетями относится к 40-м годам, однако только современные компьютерные технологии открыли путь к их коммерческому использованию. В настоящее время над созданием нейронных сетей различного назначения трудится множество фирм, но пока лишь некоторые сумели осуществить внедрение NEURO-Fuzzy систем управления в практику производства. По общему убеждению этим системам принадлежит будущее.
Компьютерные нейронные сети — по самому общему определению — это специальный тип компьютеров, в той или иной степени имитирующих мыслительные процессы мозга. В этих компьютерах данные организуются подобно нейронам мозга в сети с многоуровневыми связями. Эти системы достаточно просто решают не только обычные типовые задачи (алгоритм решения типовых задач имеет каждая обычная система ЧПУ), но главным образом неожиданно возникшие в процессе обработки не стандартные, не типовые, решение которых требует нестандартной логики, т. е. определенного интеллекта. Нейронные сети решают задачи, которые обычному быстродействующему компьютеру совершенно не по силам.
Нейро-фаззи ЧПУ-генераторы NF (фирма SODICK Co.Ltd., Япония) — первая в мире промышленная система управления с искусственным интеллектом на основе компьютерной нейронной сети. Система используется для управления электороэрозионными координат-но-прошивочными станками. В нейро-фаззи кроме компьютерной нейронной сети входит также система фаззи-управления или управления по нечетким множествам с использованием экспертной фаззи-логики.
Система обеспечивает полностью автоматизированное управление электроэрозионной обработкой, обеспечивая оптимальные ее условия и режимы. Программирование обработки ведется в дружественном диалоге оператор -УЧПУ, при котором оператор лишь отвечает на графически иллюстрированные и интуитивно понятные вопросы машины (рис. 9.5).

Рис. 9.5. Нейро-фаззи УЧПУ для электроэрозионных координатно-прошивочных станков с ЧПУ (фирма SODICK Co.Ltd., Япония):
а — общая информационная схема; б — вид панели УЧПУ; в — некоторые стандартные циклы обработки
Для задания исходных данных не требуется таблиц режимов и инструкций, оператор вводит минимум данных, и система сама автоматически рассчитывает режимы и условия работы станка. При этом от позиционирования и до конца обработки не нужны коды ЧПУ, а также особый опыт работы на данном оборудовании.
Фаззи-контроль режимов и хода обработки с мгновенной реакцией на любые отклонения оптимизирует процесс до максимума производительности и эффективности. Система нейрообучения автоматически корректирует результаты и добивается требуемого качества и производительности. Опыт самообучения применяется системой в последующих обработках, поскольку система запоминает то, что она делает. Система не требует длительного времени для освоения, на станках с такими системами даже неопытный оператор работает быстрее и эффективнее, чем квалифицированный на станке с обычными системами ЧПУ.
Поиск по сайту: