АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Центробежное литье
Кокильное литье – это способ получения фасонных отливок в металлических формах – кокилях. При получении отливок в кокиле заполнение формы сплавом и его затвердевание происходят без какого-либо внешнего воздействия, т. е. посредством свободной заливки расплавленного металла в многократно используемые металлические формы.
Кокиль – металлическая литейная многократно используемая форма, состоящая из двух или более частей в зависимости от сложности конфигурации отливки. Кокили изготавливают из чугуна, стали, медных и алюминиевых сплавов. Полости в отливках получают с помощью песчаных, оболочковых или металлических стержней.
По наличию разъемных частей и расположению в пространстве поверхности раздела различают кокили неразъемные (вытряхные) (рис. 9.10, а) и разъемные со стержнями (рис. 9.10, б).
Технологический процесс литья в кокиль требует специальной подготовки кокиля к заливке и включает очистку рабочей поверхности кокиля; нагрев или охлаждение кокиля до оптимальной температуры (в пределах 115 – 475 °С); нанесение специальных теплоизоляционных слоев и противопригарных красок; сборку формы; заливку расплава; охлаждение отливок; разборку кокиля с извлечением отливки.
Для удаления воздуха и газов из рабочих полостей кокилей используют естественные зазоры между элементами формы, стыки деталей кокиля. По этим стыкам устраивают газоотводные каналы глубиной 0,2 – 0,5 мм, выполняя их в виде рисок-насечек или тонких щелей. Глубокие полости вентилируются через специально устанавливаемые в стенках кокиля вентиляционные пробки и игольчатые вставки.
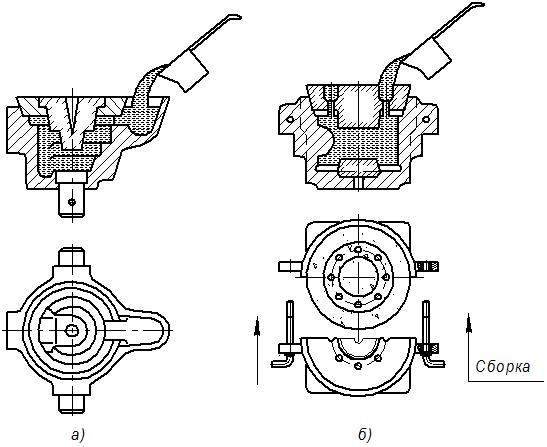
Рис. 9. 10. Конструкции кокилей:
а ‒ вытряхного для алюминиевой отливки; б ‒ разъемного со стержнями
После охлаждения отливки извлекают из кокиля с помощью толкателей. Металлический стержень извлекается из отливки до ее удаления из кокиля. После этого отливки подвергаются обрубке, а в случае необходимости – очистке или термической обработке.
Кокиль обладает по сравнению с песчаной формой значительно большей теплопроводностью, теплоемкостью, прочностью, практически нулевыми газопроницаемостью и газотворностью. Эти свойства материала кокиля обусловливают особенности его взаимодействия с металлом отливки.
1. Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевающая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т. е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем, повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок.
Рассмотрим влияние материала литейной формы и температуры ее подогрева на зависимость толщины затвердевшего слоя от времени при литье детали из алюминия. Температуропроводность стальной формы примерно в 40 раз больше, чем формы из сухой песчаной смеси (4,8·10−6 и 0,12·10−6). Кроме того, теплоемкость литейного алюминиевого сплава вдвое больше теплоемкости песчаной формы и вдвое меньше теплоемкости кокиля. В результате действия всех этих факторов время остывания от температуры заливки до температуры начала кристаллизации при переходе от песчаной формы к кокилю существенно сокращается (рис. 9.11).
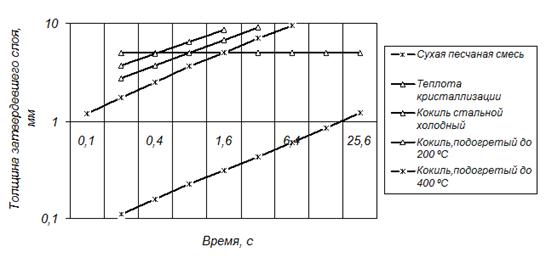
Рис. 9. 11. Влияние материала литейной формы и температуры ее подогрева
на зависимости толщины затвердевшего слоя от времени при литье
алюминиевого кубика размерами 100 мм·100 мм·100 мм
В связи с высокой скоростью затвердевания при литье в кокиль тонкостенных отливок возникают проблемы. В частности, поверхности чугунных отливок отбеливаются, т. е. в поверхностном слое образуется цементит Fe3C, поверхности стальных легированных отливокзакаливаются, жидкотекучести сплава недостаточно для заполнения узких полостей литейной формы, увеличиваются усадочные раковины, возникают трещины в отливках и т. д.
Скорость отвода теплоты, а следовательно, и интенсивность затвердевания отливки, а также ее отдельных частей регулируют температурой предварительного подогрева кокиля и толщиной теплоизоляционной краски.
Для регулирования скорости отвода тепла и повышения стойкости кокилей в крупносерийном и массовом производствах рабочие поверхности литейной формы перед каждой заливкой покрывают слоем песчано-смоляной смеси (толщиной 6–8 мм). С применением облицовки кокилей изготавливают, например, коленчатые валы дизельных двигателей из высокопрочного чугуна.
Чтобы уменьшить слишком быстрый отвод тепла непосредственно после заливки в него расплавленного металла, кокиль предварительно нагревают. При изготовлении крупных отливок, чтобы обеспечить возможность отвода большего количества тепла от охлаждаемого расплава и отливки, начиная с определенного момента времени кокиль принудительно охлаждают проточной водой или продувкой воздухом. Охлаждение отливок и формы осуществляют до достижения температуры выбивки, соответствующей 0,6 – 0,8 температуры плавления сплава.
2. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке.
Однако размеры рабочей полости кокиля выполняются точнее, чем песчаной формы. При литье в кокиль отсутствуют погрешности, вызываемые расталкиванием модели, упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Поэтому отливки в кокилях получаются более точными.
3. Физико-химическое взаимодействие металла отливки и кокиля минимально, что способствует повышению качества поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы.
Операции технологического процесса литья в кокиль обычно механизированы и автоматизированы.
Наибольшую стойкость кокили имеют при изготовлении отливок из легкоплавких сплавов (цинковых, алюминиевых и магниевых), имеющих соответственно меньшую температуру заливки металла в форму. Наименьшую стойкость имеют кокили при изготовлении крупных стальных отливок.
Стойкость кокилей зависит от температуры заливки литейного сплава и размеров отливки (табл. 9.3, рис. 9.12).
Таблица 9.3
Поиск по сайту: