АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Общая технологическая схема литья в песчаные формы
Процесс изготовления отливок в песчаных формах складывается из нескольких этапов (рисунок 1.1), которые выполняются в соответствующих отделениях литейного цеха. Каждое отделение имеет необходимое оборудование, оснастку и приспособления для выполнения технологических операций. В современных литейных цехах большинство процессов – смесеприготовление, изготовление форм и стержней, заливка форм, выбивка отливок и другие механизированы.
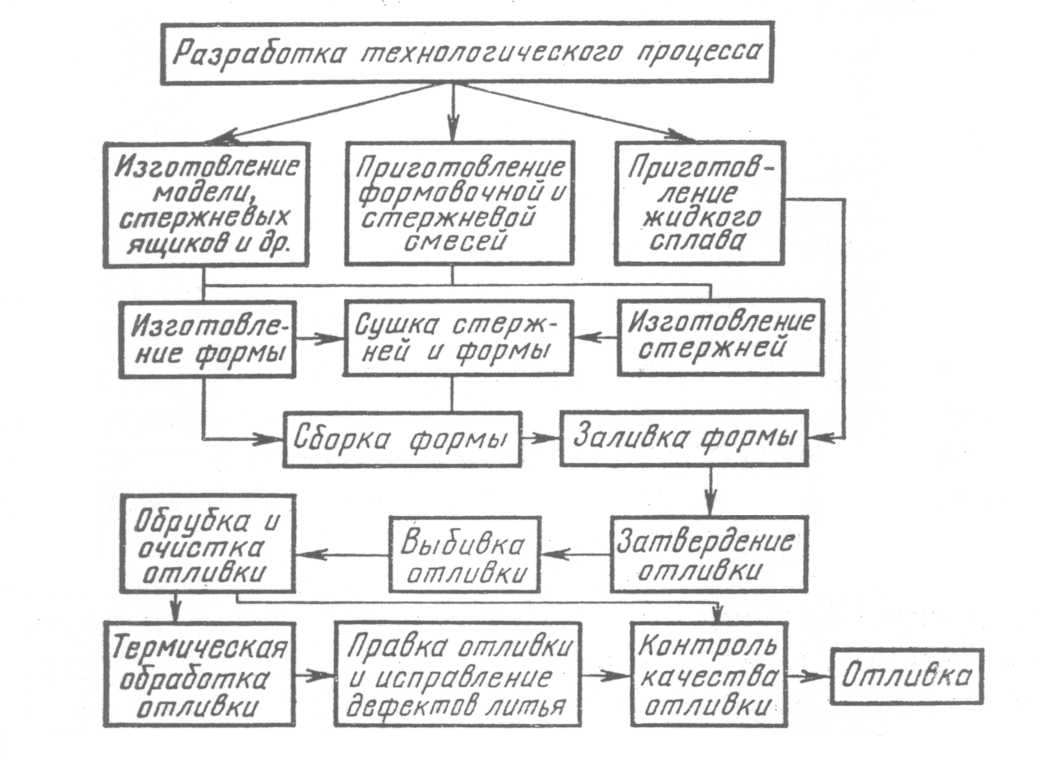
Рисунок 1.1 – Схема получения отливки способом литья в песчаные формы
На рисунке 1.2 показана собранная песчаная форма для получения отливки детали (рисунок 1.2, а) – втулки с фланцами. Данная форма изготавливается в двух опоках – металлических рамках – нижней 3 и верхней 4, в которых уплотняется формовочная смесь 10. Для образования в форме рабочей полости 11 используют деревянную разъемную модель (рисунок 1.2, б) и песчаный стержень 2, изготовленный в стержневом ящике 1 (рисунок 1.2, в). С помощью модели в форме (рисунок 1.2, г) получают отпечаток наружной конфигурации отливки. Внутреннюю полость отливки – цилиндрическое отверстие – выполняет стержень. Для заливки жидкого сплава в рабочую полость в форме выполняют систему каналов 6 – 9 (литниковая система). Выход воздуха из полости формы при заполнении ее металлом происходит через каналы 5 (выпоры). Литниковая система и выпоры образуются с помощью специальных моделей (частично – вручную).
После затвердевания сплава форму разрушают, извлекают из нее отливку и удаляют из отливки стержень. Полученная отливка с литниковой системой показана на рисунке 1.2, д. Перед отправкой в механический цех с отливки удаляют литниковую систему, производят очистку и контроль.
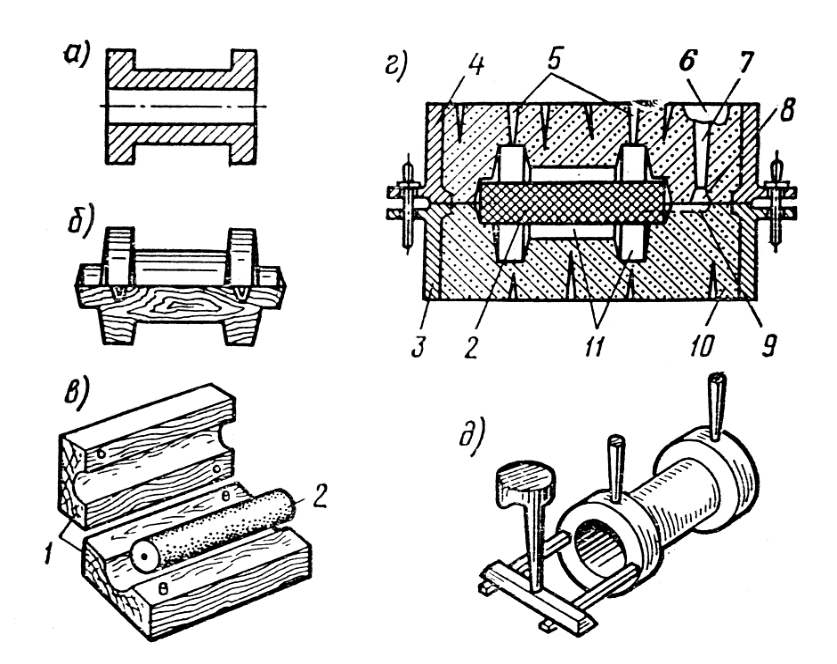
Рисунок 1.2 – Литейная форма для получения отливки
Поиск по сайту: