АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Вакуумная формовка
|
Читайте также: |
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5…1 мм, совпадающие с отверстиями в плите. Модельную плиту с моделью закрывают нагретой полимерной пленкой. В воздушной коробке насосами создается вакуум 40…50 кПа. Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
На верхнюю поверхность помещают разогретую пленку, плотно прилегающую к опоке. Полуформу снимают с модели. При заливке металла пленка сгорает, образуя противопригарное покрытие.
Уплотнение пескометом осуществляется рабочим органом пескомета – метательной головкой. Формовочная смесь подается в головку непрерывно. Пескомет обеспечивает засыпку смеси и ее уплотнение. При вращении ковша (1000…1500 мин–1) формовочная смесь выбрасывается в опоку со скоростью 30…60 м/с. Метательная головка может перемещаться над опокой. Пескомет – высокопроизводительная формовочная машина, его применяют при изготовлении крупных отливок в опоках и кессонах.
Безопочная автоматическая формовка
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве.
Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 5.6).
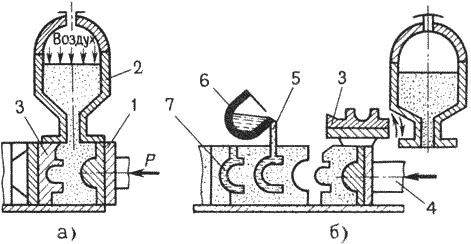
Рис. 5.6. Изготовление безопочных литейных форм
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6. После затвердевания и охлаждения отливок, формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси.
Поиск по сайту: