АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент.
В зависимости от профиля прокат делится на четыре основные группы: листовой, сортовой, трубный и специальный. В зависимости от того нагретая или холодная заготовка поступает в прокатные валки – горячий и холодный.
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60 мм), тонколистовой (0,2…4мм) и жесть (менее 0,2 мм). Толстолистовой прокат получают в горячем состоянии, другие виды листового проката – в холодном состоянии.
Прокатку листов и полос проводят в гладких валках.
Среди сортового проката различают:
- заготовки круглого, квадратного и прямоугольного сечения для ковки и прокатки;
- простые сортовые профили (круг, квадрат, шестигранник, полоса, лента);
- фасонные сортовые профили:
- профили общего назначения (уголок, швеллер, тавр, двутавр);
- профили отраслевого назначения (железнодорожные рельсы, автомобильный обод);
- профили специального назначения (профиль для рессор, напильников).
Трубный прокат получают на специальных трубопрокатных станах. Различают бесшовные горячекатаные трубы диаметром 25…550 мм и сварные диаметром 5…2500 мм.
Трубы являются продуктом вторичного передела круглой и плоской заготовки.
Общая схема процесса производства бесшовных труб предусматривает две операции: 1– получение толстостенной гильзы (прошивка); 2 – получение из гильзы готовой трубы (раскатка).
Первая операция выполняется на специальных прошивочных станах в результате поперечно-винтовой прокатки. Вторую операцию выполняют на трубопрокатных раскатных станах различных конструкций: пилигримовых, автоматических и др.
Схема прокатка труб на пилигримовом стане представлена на рис. 11.1.

Рис.11.1. Схема прокатки труб на пилигримовом стане
В толстостенную гильзу 1 вводят оправку (дорн) 2 подающего механизма, длина которой больше длины гильзы. Гильза перемещается к валкам 3, калибр которых разделяется на две части: рабочую и холостую. Рабочая часть валка имеет рабочий и калибрующий участки. Процесс работы заключается в периодической подаче на определенную длину гильзы вместе с оправкой в зазор между валками в момент совпадения холостой части обоих валков (рис.11.1.а). Затем выполняется процесс прокатки, и гильза перемещается в направлении вращения валков, т.е. обратном ходу прокатываемой трубы (рис. 11.1.б). При этом рабочий участок обжимает гильзу по диаметру и толщине стенки, а калибрующий участок обеспечивает выравнивание диаметра и толщины стенки. После выхода из рабочей части оправка с гильзой продвигаются вперед, поворачиваясь на 900 вокруг продольной оси. По окончании прокатки валки разводят, и подающий механизм обратным ходом вытягивает оправку из трубы.
Сварные трубы изготавливают на трубосварочных агрегатах различными способами: печной сваркой, контактной электросваркой и др. из полос – штрипсов. Процесс получения трубы состоит из получения заготовки в виде свернутой полосы и сварки ее в трубу.
Особое место занимают станы спиральной сварки. Трубы получают завивкой полосы по спирали на цилиндрических оправках с непрерывной сваркой спирального шва автоматической сварочной головкой (рис.11.2). Формовка осуществляется путем пластического изгиба в плоскости, расположенной под углом  к продольной оси.
к продольной оси.

Рис.11.2. Схема формовки заготовки при спиральной сварке трубы
Преимущества способа состоят в следующем: диаметр трубы не зависит от ширины исходного полосы, так как он определяется и углом подъема спирали; спиральный шов придает трубе большую жесткость; спирально-сварные трубы имеют более точные размеры.
Специальные виды проката.
Периодический профиль – профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и винтовой прокаткой.
При продольной периодической прокатке получают профили с односторонним периодом, с двухсторонним совпадающим периодом, с несовпадающим верхним и нижним периодом. Окончательную форму изделию придают за один проход. Длина периода профиля определяется длиной окружности валка. При каждом обороте валков из них должен выходить отрезок полосы с целым числом периодов, поэтому наибольшая длина периода не может быть больше длины окружности валков.
Поперечная прокатка периодических профилей характеризуется тем, что заготовка и готовый профиль представляют собой тела вращения. Схема прокатки на трехвалковом стане представлена на рис.11.3.

Рис. 11.3. Схема прокатки на трехвалковом стане
Прокатка осуществляется дисковыми или коническими валками, расположенными под углом 120 0 друг к другу. Валки могут быть установлены с некоторым перекосом. Способ заключается в том, что три приводных валка 1 вращают заготовку 2, которая принудительно перемещается в осевом направлении со значительным натяжением. Гидравлическое устройство перемещает зажимной патрон 3 вместе с металлом в направлении рабочего хода. Во время прокатки валки сближаются и разводятся на требуемый размер гидравлической следящей системой в соответствии с заданным профилем копировальной линейки или системой ЧПУ по заранее заданной программе. Переход от одного профиля к другому осуществляется без замены валков, только за счет смены копира или программы.
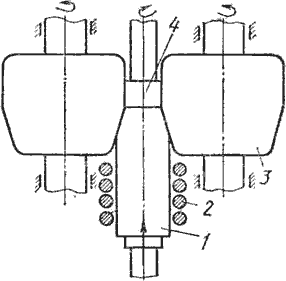
Рис 11.4. Схема прокатки шестерни с осевой подачей заготовки
Поперечной прокаткой накатывают зубья шестерен между двумя вращающимися валками. Возможны два способа обработки зубьев: с осевой подачей обрабатываемой заготовки (прутковая прокатка) и прокатка с радиальной подачей валков (штучная прокатка). Прутковая прокатка шестерен (рис.11.4) применяется для обработки прямозубых и косозубых шестерен с небольшими модулями (до 6 мм) и диаметром до 200 мм. Образование зубьев при прокатке осуществляется перемещением нагретой в кольцевом индукторе 2 заготовки 1 между двумя вращающимися зубчатыми валками 3, модуль которых равен модулю прокатываемой шестерни 4.
В начале прокатки заготовка приводится во вращение дополнительным зубчатым колесом, находящимся в зацеплении с валками. После выхода из зацепления шестерня вращается валками.
Станы винтовой прокатки широко применяют для прокатки стальных шаров диаметром 25…125 мм. Схема прокатки представлена на рис.11.5.

Рис.11.5. Схема прокатки шаров
Валки 2 и 4 вращаются в одном направлении, в результате заготовка 1 получает вращательное движение. Для осевого перемещения оси валков располагают под углом к оси вращения. От вылета из валков заготовка предохраняется центрирующими упорами 3. В валках нарезают винтовые калибры. По характеру деформации калибр разделяется на формующий участок, где осуществляется захват заготовки и ее постепенное обжатие в шар, и отделочный участок, где придаются точные размеры шару и происходит его отделение от заготовки. Диаметр валков в 5…6 раз превышает диаметр прокатываемых шаров, и составляет 190…700 мм. Производительность стана определяется числом оборотов валков, так как за один оборот Существуют станы для прокатки ребристых труб, для накатки резьб и т.д.
Поиск по сайту: