АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Принцип «наоборот»
а) Вместо действия, диктуемого условиями задачи,.осуществить обратное действие (например, не охлаждать объект, а нагревать).
б) Сделать движущуюся часть объекта (или внешней среды) неподвижной, а неподвижную —движущейся.
в) Перевернуть объект «вверх ногами».
Примеры. Авторское свидетельство № 184649. Способ вибрационной очистки металлоизделий в абразивной среде, отличающийся тем, что с целью упрощения процесса очистки движения вибрации сообщают обрабатываемой детали.
Авторское свидетельство № 109942. Это изобретение решает важную проблему отливки крупногабаритных тонкостенных деталей. При отливке таких деталей желательно, чтобы металл поступал в форму сверху и затвердение шло снизу вверх. Но лить металл в форму («дождевой»
способ) допустимо с высоты не более пятнадцати сантиметров, иначе металл сгорит или пропитается газами. А как быть, если форма имеет высоту два-три метра? Если подавать металл снизу, то первые порции его затвердеют, не успев подняться к верхней части формы.
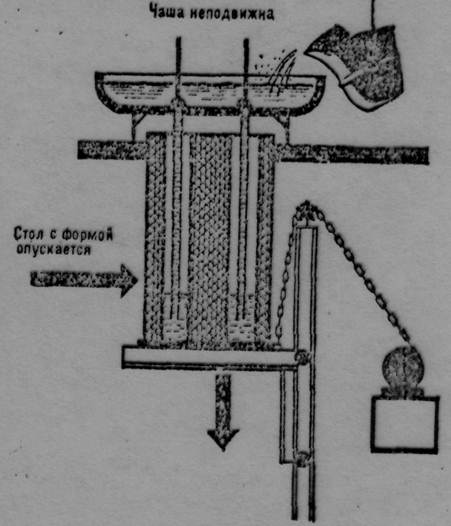 Изобретатель решил эту задачу просто и изящно: металл идет по трубкам, опущенным ко дну литейной формы. По мере заполнения форма движется вниз, и, таким образом, каждая порция металла подается именно туда, где она должна застыть (рис. 16).
Изобретатель решил эту задачу просто и изящно: металл идет по трубкам, опущенным ко дну литейной формы. По мере заполнения форма движется вниз, и, таким образом, каждая порция металла подается именно туда, где она должна застыть (рис. 16).
Литье всегда осушествлялось так, что двигался металл, а форма была неподвижной. Здесь все наоборот: движется форма, а залитый в нее металл остается неподвижным. Это позволило «совместить несовместимое»: плавность заполнения формы и затвердевание металла снизу вверх, как при литье «дождевым» способом.
Авторское свидетельство № 262333. Устройство для дозирования металлических порошков, содержащее бункер с дозатором, отличающееся тем, что с целью обеспечения равномерной подачи порошка к дозатору бункер снабжен внутренней приемной воронкой и каналом с электромагнитным насосом для подачи (с избытком) порошка к воронке (рис. 17).
б) Использовать электрические, магнитные и электромагнитные поля для взаимодействия с объектом.
в) Перейти от неподвижных полей к движущимся, от фиксированных — к меняющимся во времени,
в) Использовать поля в сочетании с ферромагннтными частицами.
Авторское свидетельство № 154459. Неизнашиваемая винтовая пара (рис. 20).
 Винтовая пара состоит из винта 1, в резьбу которого уложена обмотка 2, и гайки 3 с обмоткой 4. Винт и гайка расположены с зазором между ними. Гайка 3 жестко связана с подвижным узлом станка или прибора. При прохождении тока по обмоткам 2 и 4 вокруг них создаются магнитные поля. Замыкание этих полей происходит соответственно через гайку и винт, причем магнитный поток достигает максимальной величины при совмещении витков винта и гайки.
Винтовая пара состоит из винта 1, в резьбу которого уложена обмотка 2, и гайки 3 с обмоткой 4. Винт и гайка расположены с зазором между ними. Гайка 3 жестко связана с подвижным узлом станка или прибора. При прохождении тока по обмоткам 2 и 4 вокруг них создаются магнитные поля. Замыкание этих полей происходит соответственно через гайку и винт, причем магнитный поток достигает максимальной величины при совмещении витков винта и гайки.
При вращении винта магнитный поток между сместившимися один относительно другого витками обмоток винта и гайки искривляется и, как следствие, возникает усилие, стремящееся восстановить первоначальное взаимное расположение витков. Это усилие и будет вызывать поступательное перемещение гайки с подвижным узлом.
Наличие зазора между винтом и гайкой позволяет значительно продлить срок службы винтовой пары, сделать их практически незнашиваемыми.

ГАЗОГЕНЕРАТОР ДЛЯ ПОРОШКОВОГО ОГНЕТУШЕНИЯ А 62 С 13/22
Поиск по сайту: