АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Моделирование теплообменных устройств (Бортников Р. А.)
Результаты моделирования представлены на (рис. 1б., 2б.). Анализ изменения удельной энтальпии продуктов сгорания показывает, что пластинчатый ТО работает более эффективно, материалоемкость конструкции сократилась на 30%.

| 
| |
| а.) Расчетная схема | б.) Входная и выходная функции температуры | |
| Рис..Моделирование канального теплообменника | ||

| 
| |
ОГНЕТУШИТЕЛЬ
А 62 С 13/22 Опубл. 23.07.81 Бюлл. № 27
Формула изобретения
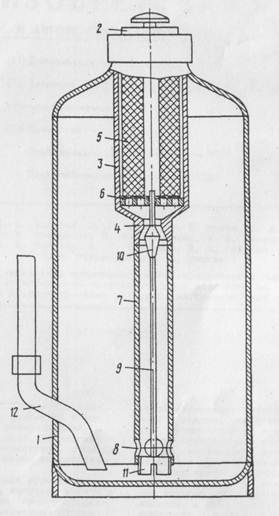
Огнетушитель, преимущественно порошковый, содержащий механизм запуска, корпус с огнегасящим составом, газогенерирующее устройство с коническим соплом, цилиндрический аэратор, размещенный за соплом, и узел.подачи огнегасящего состава к очагу пожара, отличающийся тем, что, с целью повышения надежности работы путем стабилизации параметров газогенерирующего устройства, он имеет размещенное с зазором в критическом сечении сопла тело переменного сечения, при этом аэратор выполнен из материала с высоким коэффициентом температурного удлинения, а тело переменного сечения соединено с нижней частью аэратора посредством стержня.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2660911, кл. А 62 С 13/22, 22.02.79.
Пример описания изобретения
Выполнила студентка гр. ТКА-02зу Михайлова Н. А.
В23К 11/10, В 23 В 31/00, В 23 Q 3/00,
| Название изобретения | Разжимное устройство |
| Область использования | Изобретение относится к устройствам для закрепления тонкостенных деталей с конической поверхностью и может быть использовано в сварочном производстве. |
| Аналог | Известна разжимная оправка, используемая преимущественно для тонкостенных деталей, с двумя рядами зажимных элементов, раздвигаемых в радиальном направлении конусами, кинематически связанными с винтовым механизмом, выполненным в виде гайки с правой и левой резьбой (а.с. СССР № 416178, В 23 В 31/40, 1971г.). Известная разжимная оправка не предназначена для сварки тонкостенных деталей с коническими поверхностями. |
| Характеристика прототипа. | Наиболее близким по технической сущности является разжимное устройство, содержащее фиксирующий элемент в виде кольца, разрезанного на секторы и силовой привод (патент РФ № 2164459, В 23 В 31/00, В 23 р 3/00. 1999г.). |
| Критика прототипа | Известное разжимное устройство не предназначено для сварки тонкостенных деталей с коническими поверхностями. |
| Цель изобретения | Целью изобретения (техническим результатом) предлагаемой модели является повышение качества сварки тонкостенных деталей с коническими поверхностями. |
| Сущность изобретения | Технический результат достигается тем, что в разжимном устройстве, содержащем разрезанный на секторы кольцевой фиксирующий элемент с коническими фасками и силовой привод, на внешних поверхностях каждого сектора выполнен паз, в каждом секторе выполнен внутренний канал и радиальные отверстия, которые соединяют паз и внутренний канал. С обеих сторон внутреннего канала установлены заглушки. |
| Технико-экономическая или иная эффективность | По известной технологии сваривают детали жаровых труб камеры сгорания авиационного двигателя. Предварительно проводят сборку свариваемых деталей на приспособлении и их закрепление. Качество сварного шва по известной технологии не обеспечивает техническим требованиям чертежа. Предлагаемое разжимное устройство обеспечивает качество сварного шва и соответствует техническим требованиям чертежа. |
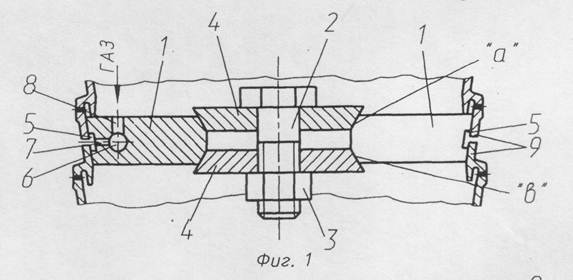
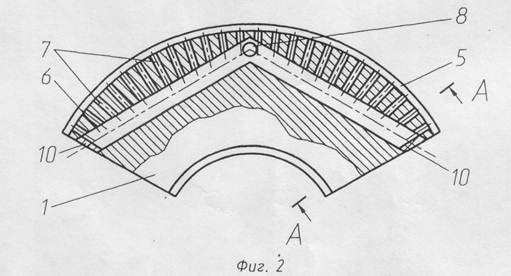
| Примеры конкретного выполнения. | На фиг. 1 показано разжимное устройство в сборе со свариваемыми деталями, разрез; на фиг. 2 - сектор разжимного устройства, разрез; на фиг. 3 - сечение А-А на фиг. 2. Разжимное устройство содержит кольцевой фиксирующий элемент с коническими фасками «с», разрезанный на равные секторы 1 и силовой при- вод, содержащий болт 2, гайку 3 и две шайбы 4 с коническими поверхностями «а» и «в». На внешней поверхности каждого сектора 1 выполнен паз 5. В каждом секторе 1 выполнен внутренний канал 6 и радиальные отверстия 7, которые соединяют паз 5 и внутренний канал 6. Выполненное в каждом секторе 1 отверстие 8, предназначено для пропуска газа к месту сварки деталей 9 с конической поверхностью. С обеих сторон внутреннего канала 6 установлены заглушки 10. Разжимное устройство работает следующим образом. Предварительно проводят сборку разжимного устройства. На болт 2 устанавливают секторы 1, конические шайбы 4 с коническими поверхностями «а» и «Ь» и навинчивают гайку 3. Детали 9 устанавливают на собранное разжимное устройство. Силовым приводом сжимают фиксирующий элемент. Поверхности «а» и «в» контактируют с поверхностями «с» фиксирующего элемента и прижимают фиксирующий элемент к внутренним коническим поверхностям деталей 9. Секторы 1 равны между собой, что обеспечивает равное давление секторов I на внутреннюю коническую поверхность деталей 9 и надежное их закрепление. К отверстиям 8 разжимного устройства подсоединяют патрубки для подачи газа (на чертеже не показано). Через внутренние каналы 6 и радиальные отверстия 7 газ попадает в пазы 5 и к месту сварки деталей 9. Заглушки 10 исключают попадание газа из внутренних каналов 6 в атмосферу. Пример конкретного выполнения. Сваривают тонкостенные детали с коническими поверхностями из материала ЭП648-ВИ неплавящимся электродом. Толщина стенки детали равна 1,2-0,25 мм. Диаметр внутренних каналов секторов равен 8 мм, диаметр радиальных отверстий равен 1 мм. Ширина паза равна 8 мм, высота 0,3 мм. Наружный диаметр фиксирующего элемента равен 123 мм, внутренний диаметр фиксирующего элемента равен 53 мм. Секторы разжимного устройства выполнены из медного материала марки Ml. Сварку ведут непрерывно до полного оборота деталей с разжимным устройством относительно неплавящегося электрода. Предлагаемое разжимное устройство повышает качество сварки тонкостенных деталей с коническими поверхностями. |
| Формула изобретения | 1. Разжимное устройство, содержащее разрезанный на секторы кольцевой фиксирующий элемент с коническими фасками и силовой привод, отличающееся тем, что на внешней поверхности каждого сектора выполнен паз, в каждом секторе выполнен внутренний канал и радиальные отверстия, которые соединяют паз и внутренний канал. 2. Разжимное устройство по п.1 отличающееся тем, что с обеих сторон внутреннего канала установлены заглушки. |
| РЕФЕРАТ | Изобретение относится к устройствам для закрепления тонкостенных деталей с конической поверхностью и может быть использована в сварочном производстве. Техническим результатом полезной модели является повышение качества сварки тонкостенных деталей с коническими поверхностями. Технический результат достигается тем, что в разжимном устройстве, содержащем разрезанный на секторы кольцевой фиксирующий элемент с коническими фасками и силовой привод, на внешних поверхностях каждого сектора выполнен паз, в каждом секторе выполнен внутренний канал и радиальные отверстия, которые соединяют паз и внутренний канал. С обеих сторон внутреннего канала установлены заглушки. Разжимное устройство содержит разрезанный на равные секторы 1 кольцевой фиксирующий элемент с коническими фасками «с» и силовой привод, содержащий болт 2, гайку 3 и две шайбы 4 с коническими поверхностями «а» и «Ь». На внешней поверхности каждого сектора 1 выполнен паз 5. В каждом секторе 1 выполнен внутренний канал 6 и радиальные отверстия 7, которые соединяют паз 5 и внутренний канал 6. Выполненное в каждом секторе 1 отверстие 8, предназначено для пропуска газа к месту сварки деталей 9 с конической поверхностью. С обеих сторон внутреннего канала 6 установлены заглушки 1 0. Предлагаемое разжимное устройство повышает качество сварки. тонкостенных деталей с коническими поверхностями. |

Контрольные вопросы
- Мозговой штурм
- Метод Колера, перечислите возможные операции
- Стадии развития технических систем
- Структура ТРИЗ
- АРИЗ
- Примеры применения приёмов устранения технических противоречий
Поиск по сайту: