АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Восстановление и упрочнение деталей пластической деформацией
Пластическое деформирование применяют для восстановления размеров и форм изношенных деталей, устранения деформаций в деталях, а также для упрочнения их поверхностей.
Восстановление размеров достигается путем перераспределения металла давлением с нерабочих элементов детали на изношенные рабочие поверхности при постоянстве его объема. Процесс основан на использовании пластических свойств металла и применяется для восстановления деталей, изготовленных в основном из сталей и бронзы.
Пластическое деформирование выполняют в холодном или в горячем состоянии. Нагрев детали увеличивает пластичность ее материала (стали) и снижает в 10 раз и более сопротивление деформированию. В зависимости от конструкции детали, характера и места износа нагрев может общим или местным.
Процесс восстановления размеров деталей состоит из операций:
· подготовка – отжиг или отпуск обрабатываемой поверхности перед холодным или нагрев их перед горячим деформированием;
· деформирование – осадка, раздача, обжатие, вытяжка, правка, электромеханическая обработка и др.;
· обработка после деформирования – механическая обработка восстановленных поверхностей до требуемых размеров и при необходимости термическая обработка;
· контроль качества.
В зависимости от направления внешней силы, необходимой для деформирования и требуемой величины деформации, в ремонтном производстве применяют следующие виды обработки: осадка, раздача, вдавливание, обжатие, вытягивание, накатывание и правка (см. рисунок 3).

Рисунок 3 - Схема восстановления деталей пластическим деформированием:
а – осадка; б – вдавливание; в – раздача; г – обжатие; д – правка; е – вытягивание;
ж – накатывание; Р – усилие деформации;  - деформация
- деформация
Осадку используют для увеличения наружного диаметра сплошных и полых деталей, а также для уменьшения внутреннего диаметра полых деталей за счет сокращения их высоты. Осадку втулок из цветных металлов выполняют в холодном состоянии с применением специальных приспособлений (см. ниже рисунок 4). При необходимости механической обработки внутренней поверхности втулки перед осадкой выбирают оправку размером на 0,2 мм меньше диаметра окончательно обработанного отверстия. Уменьшение высоты втулок относительно первоначального размера допускается (не более): для сильно нагруженных – 5…8 %, менее нагруженных – 10…15 %. В специальных штампах при нагреве до температуры ковки осадкой восстанавливают шейки, расположенные на концах стальных валов.

Рисунок 4 - Приспособление для осадки втулок:
1 – пуансон; 2 – оправка; 3 – восстанавливаемая деталь; 4 – втулка матрицы; 5 - основание
Раздачей восстанавливают наружные размеры полых деталей за счет увеличения их внутренних размеров: поршневые пальцы, посадочные поверхности под кольца подшипников качения чашек дифференциалов, наружные цилиндрические поверхности кожухов, труб полуосей и др. детали (см. рисунок 5).

Рисунок 5 - Схема восстановления поршневого пальца раздачей:
1 – пуансон; 2 – матрица; 3 – поршневой палец; 4 – основание
В зависимости от материала и термической обработки деталей раздача осуществляется в холодном состоянии или с нагревом. Нормализованные детали подвергают раздаче без нагрева, закаленные или цементированные – подвергают отжигу или высокому отпуску с последующим восстановлением термической обработкой.
Вдавливание применяют для увеличения размеров наружных поверхностей путем выдавливания материала детали с ее нерабочей части. Вдавливанием восстанавливают тарелки клапанов двигателей, зубчатые колеса, боковые поверхности шлицев на валах (см. рисунок 6) и т.д. Шлицы прокатывают по направлению их продольной оси заостренным роликом, который внедряется в металл и разводит шлиц на 1,5…2,0 мм в сторону. Инструментом служат ролики диаметром 60 мм с радиусом заострения около 0,4 мм. Нагрузка на ролик составляет 2,0…2,5 кН.

Рисунок 6 - Схема восстановления шлицев вдавливанием:
1 – ролик; А – шлиц деталь;
Обжатие применяют для восстановления полых деталей с изношенными внутренними поверхностями за счет уменьшения их наружного диаметра. Этим способом можно восстанавливать втулки из цветных металлов (см. рисунок 3, г), отверстия в проушинах рулевых сошек, рычагов поворотных цапф, корпуса гидравлических насосов и др. Процесс обжатия может выполняться в холодном и горячем состоянии в зависимости от материала детали и ее термической обработки. Втулку проталкивают через матрицу (см. рисунок 7), которая имеет сужающее входное отверстие под углом 7…80, калибрующую часть и выходное отверстие, расширяющееся под углом 18…200. Калибрующая часть матрицы позволяет уменьшить внутренний диаметр детали на величину износа с учетом припуска на развертывание до требуемого диаметра.

Рисунок 7 - Приспособление для обжатия втулок:
1 – оправка; 2 – восстанавливаемая втулка; 3 – матрица; 4 – опорная втулка
Вытягивание применяют для увеличения длины деталей путем местного обжатия (см. рисунок 3,е). Этим методом восстанавливают длину тяг, стержней, шатунов и других деталей.
Технологический процесс вытягивания включает: нагрев, динамическое или статическое деформирование, термическую и механическую обработку, контроль.
Накатывание применяют для компенсации износа наружных цилиндрических поверхностей деталей путем выдавливания металла из отдельных частей изношенной поверхности (см. рисунок 3,ж). Способ позволяет увеличивать диаметр накатываемой поверхности детали на 0,3…0,4 мм и применяется для восстановления изношенных посадочных мест под подшипники качения, но при этом потеря опорной поверхности не должна превышать – 50 %. К типовым деталям, подлежащим ремонту объемной накаткой, относятся чашка коробки дифференциала, валы коробки передач, поворотные цапфы и т.д. Накатке подвергаются детали без термической обработки (НRCэ < 32), с обильной подачей индустриального масла. При большей твердости деталь подвергают отпуску. В качестве инструмента для накатки используют рифленый цилиндрический ролик или обойму с шариками, устанавливаемый на суппорте токарного станка.
Правку применяют для восстановления первоначальной формы деталей, если в них возникли остаточные деформации (изгиб, скручивание или коробление) в результате механических повреждений, при восстановлении сваркой (наплавкой) или других причин (см. рисунок 3,д). В зависимости от степени деформации и размеров детали применяют механический (давлением и наклепом), термомеханический и термический способы правки.
Большинство деталей правят механической правкой статическим давлением в холодном состоянии (рамы, коленчатые валы, шатуны). Однако при холодной правке деталей в них возникают внутренние напряжения (снижающие усталостную прочность на 15…40 %), которые при ее работе иногда складываться с напряжениями, возникающими под действием рабочих нагрузок, в результате чего могут появиться вторичные деформации. Для повышения качества холодной правки применяют следующие способы: выдерживание детали под прессом в течение длительного времени; двойная правка детали, заключающаяся в первоначальном перегибе детали с последующей правкой в обратную сторону; стабилизация правки детали последующей термообработкой (нагрев до 400…450 0С и выдержка при этой температуре 0,5…1,5 ч).
Механическая (горячая) правка производится при необходимости устранения больших деформаций детали и осуществляется при температуре 600…800 0С. Нагревать можно как часть детали, так и всю деталь. Правка завершается термической обработкой детали.
Правка наклепом (чеканкой) не имеет недостатков, присущих правке давлением. Она обладает простотой и небольшой трудоемкостью. При правильной чеканке достигаются: высокое качество правки детали, которое определяется стабильностью ее во времени; высокая точность правки (до 0,02 мм); отсутствие снижения усталостной прочности детали; возможность правки за счет ненагруженных участков детали. В качестве инструмента для чеканки применяются пневматические или ручные молотки. От наносимых ударов в поверхностном слое детали возникают местные напряжения сжатия, которые вызывают устойчивую деформацию детали.
Наиболее эффективным способом упрочнения галтелей на коленчатых валах является обработка их методом чеканки. При этом наклеп создается с помощью бойков ударного действия.
Ротационный упрочнитель представляет собой вращающийся диск, в который вмонтированы шарики.
Для упрочнения таких деталей, как спиральные пружины, листы рессор, торсионные валы, шатуны и т.п. применяется обработка дробью, которая повышает их усталостную прочность.
Термический способ правки заключается в нагревании ограниченных (местных) участков детали (вала) с выпуклой стороны. В результате нагревания металл расширяется. Противодействие соседних холодных участков приводит к появлению сжимающих усилий. Выправление вала происходит под действием стягивающих усилий, которые являются результатом пластического упрочнения волокон. Эффективность правки зависит от степени закрепления концов детали – при жестком закреплении прогиб устраняется в 5…10 раз быстрее, чем при незакрепленных концах балки. Оптимальная температура нагрева стальных деталей составляет 750…850 0С.
При термомеханическом способе правки осуществляют равномерный нагрев детали по всему деформированному сечению с последующей правкой внешним усилием. Нагрев осуществляется газовыми горелками до температуры отжига (750…800 0С).
Правка и рихтовка без нагрева вмятин капотов, крыльев применяется, если толщина их стенок не превышает 1 мм.
Процесс предварительного выравнивания вмятин происходит выбиванием вогнутой части детали до получения у нее правильной формы, его называют выколоткой. Процесс окончательной доводки поверхности после выколотки называют рихтовкой. При правке вмятины под нее устанавливают поддержку 3 (см. рисунок 8,а); ударами молотка (выколотки) по вмятине выбивают ее до уровня неповрежденной части поверхности. Подравнивают деревянной или резиновой киянкой оставшиеся после выколотки бугорки. При правке вмятин соблюдают следующие требования: глубокие вмятины без острых загибов и складок выравнивают, начиная с середины и постепенно перенося удары к краю; вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки; пологие вмятины выправляют с краев, постепенно перенося удар к середине.
Рихтовка может быть ручная и механизированная. Ручную рихтовку выполняют рихтовальными молотками и поддержками, которые подбирают по профилю восстанавливаемых панелей. Под растянутую поверхность подставляют поддержку 3 (см. рисунок 8,б), которую одной рукой прижимают к панели.
По лицевой стороне восстанавливаемой поверхности наносят частые удары рихтовальным молотком 4 так, чтобы они попадали на поддержку. При этом удары постепенно переносят с одной точки на другую, осаживая бугорки и поднимая вогнутые участки. Рихтовку продолжают до тех пор, пока ладонь руки не перестанет ощущать шероховатость. При работе необходимо ударять всей плоскостью головки молотка. Удары острым краем головки оставляют насечки (рубцы), которые трудно удалить.
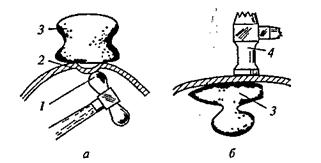
Рисунок 8 - Выколотка и рихтовка вмятин:
а – выколотка; б – рихтовка; 1 – выколотка; 2 – вмятина; 3 – поддержка;
4 – рихтовальный молоток
Сущность чистовой обработки поверхности методом пластической деформации заключается в том, что под воздействием деформирующего элемента (шарик, ролик, дорн) при взаимном относительном перемещении инструмента и детали неровности обрабатываемой поверхности деформируются, что позволяет уменьшить шероховатость и упрочнить поверхностный слой благодаря наклепу. Наклеп повышает твердость поверхностного слоя металла и образует сжимающие остаточные напряжения, в результате этого повышается износостойкость и усталостная прочность деталей. К методам поверхностного упрочнения относятся: обкатка роликами и шариками, чеканка, наклеп ротационным упрочнителем.
Обкатку (раскатку) роликами и шариками применяют для обработки наружных и внутренних поверхностей деталей (см. ниже рисунок 9). Обкатка наружных поверхностей выполняют на токарных станках с помощью накатки, которая устанавливается на суппорте станка и прижимается к детали механизмом поперечной подачи. Для обработки внутренних поверхностей гильз цилиндров применяют раскатки, устанавливаемые на расточных станках. При такой обработке достигается шероховатость поверхности не ниже Ra = 0,63…0,16 мкм и повышение усталостной прочности на 20…30 %.
К числу недостаточно используемых (новых) технологических процессов восстановления и обработки деталей пластическим деформированием относят: электрогидравлический метод восстановления деталей, вибрационное обкатывание и раскатывание, а также выглаживание алмазным и твердосплавным инструментом.

Рисунок 9 - Схема обкатывания и раскатывания поверхностей деталей:
а – обкатывание наружных поверхностей; б – раскатывание внутренних поверхностей
Сущность электрогидравлического метода восстановления деталей заключается в том, что при электрогидравлическом разряде образуется ударная волна, приводящая к изменению формы и размеров детали. Электрогидравлический эффект используется для восстановления полых деталей (поршневых пальцев, поршней – рисунок 10), износостойкость которых при этом увеличивается в 1,5…2 раза. Источником питания является генератор.

Рисунок 10 - Схема восстановления поршня с применением электрогидравлического ффекта:
1 и 4 – корпуса разрядных камер; 2 – поршень; 3 - матрица
Исследованиями установлено, что электрогидравлическим методом можно восстанавливать размеры при износе детали на величину до 0,5 мм. При этом прочность и структура металла остаются без изменений.
Преимуществом способа является простота технологического процесса и оснастки, высокая производительность.
Сущность вибрационного обкатывания и раскатывания состоит в том, что путем сложного относительного перемещения обрабатываемой детали и инструмента, совершающего вдоль оси детали колебания, на поверхности выдавливаются равномерно расположенные канавки в виде сетки. Такая форма поверхности обеспечивает быструю прирабатываемость и повышение износостойкости деталей (гильз цилиндров) в 1,5…2 раза.
Вибрационное выглаживание отличается от обычного тем, что алмазной гладилке дополнительно к подаче движения сообщается возвратно-поступательное движение (1500…3000 двойных ходов в минуту). Этот процесс обработки также повышает износостойкость, чистоту поверхности детали и снижает усилия обработки, что позволяет осуществлять обработку детали за один проход.
Эффективным способом сокращения цикла обработки, повышения ее точности, качества и экономичности является одновременная обработка резанием деталей и пластическим деформированием (см. ниже рисунок 11).
Пластическое деформирование, совмещенное с действием электрического тока, находит применение для восстановления посадочных поверхностей валов и осей, имеющих незначительные износы (не более 0,25 мм). Сущность метода заключается в том, что в месте контакта двух токопроводящих поверхностей выделяется тепло, под действием которого поверхность разогревается, и металл выдавливается инструментом, образуя выступы аналогично резьбе. В зону контакта детали и инструмента подводят ток 350…1300 А, напряжение 2…6 В. Основной причиной тепловыделения является повышенное сопротивление в зоне контакта вследствие малой площади контакта, где металл нагревается до 800…900 0С.
Для увеличения размера изношенной детали обработку ведут сначала высаживающим инструментом, а затем сглаживающим, придающим необходимый размер детали (см. ниже рисунок 12). Восстановленная поверхность получается прерывистой, площадь контакта уменьшается. При площади, равной более 60 % сплошной, прочность сопряжения с гладкой поверхностью кольца подшипника оказывается вполне достаточной благодаря более высокой твердости, полученной при обработке (за счет быстрого отвода тепла в глубь металла), и «шпоночному эффекту», образующемуся за счет упругих деформаций сопрягаемых поверхностей.
Введение дополнительного металла позволяет восстанавливать детали с износом более 0,25 мм. В высаженную винтовую канавку роликом навивают стальную проволоку. Режим наплавки проволоки: ток 1300…1500 А, напряжение 4…6 В, окружная скорость детали 0,8…1,9 м/мин.
В процессе навивки проволока нагревается до 1000…1200 0С, а под давлением ролика 400…500 Н (40…50 кгс) деформируется и плотно заполняет высаженную канавку. Прочность сцепления проволоки с основным металлом достигается вследствие частичной сварки, диффузии и других связей. При использовании проволоки диаметром 1,4 мм изношенную поверхность можно увеличить на толщину до 1,2 мм. Затем деталь обрабатывают до необходимого размера.
Вместо проволоки высаживание канавки для полноты контакта можно заполнять композициями на основе эпоксидной смолы. После отверждения нанесенного состава поверхность обрабатывают под необходимый размер.
Достоинствами методов обработки давлением являются: простота, невысокая трудоемкость и стоимость, хорошее качество ремонта без применения дополнительного материала. Недостатки – изменение физико-механических свойств детали, нарушение термообработки при нагреве, возможность образования трещин, необходимость последующей термообработки.
Вид и режим деформирования при восстановлении деталей определяют в зависимости от их конструкции, материала, термической обработки, величины и характера износа.

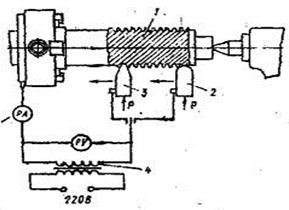
Рисунок 11 - Схема одновременной обработки деталей резанием и обкатыванием:
Рисунок 12 - Схема электромеханической обработки деталей:
1 – корпус; 2 – упор; 3 – пружина; 1 – деталь; 2 – сглаживающая пластина; 4 – шарик;
5 – деталь; 6 – резец; 3 – высаживающая пластина; S – амплитуда колебания;
4 – понижающий трансформатор
Поиск по сайту: