АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Виды обработки деталей. Технологичность конструкции машин и деталей. Применяемые виды обработки деталей машин
2.1 Изготовление заготовок деталей машин производится:
а) литьем металлов различными способами: в земляные формы, в кокили, центробежным методом, по выплавляемым моделям, под давлением, в оболочковые формы;
б) обработкой металлов давлением: прокаткой, ковкой, штамповкой, прессованием, волочением.
2.2 Обработка заготовок механическими способами:
а) обработка на металлорежущих станках;
б) пластическим деформированием;
в) холодной правкой металлических деталей.
2.3 Химико-механическая обработка:
а) доводка;
б) полирование;
в) обработка твердосплавных инструментов
2.4 Электрохимическая обработка:
Сущность: применение электрической энергии в форме электролиза.
2.5.Термическая обработка:
а) отжиг;
б) закалка;
в) отпуск.
2.6.Химико-термическая обработка:
а) цементация;
б) азотирование;
в) цианирование;
г) диффузионная металлизация.
2.7. Старение заготовок деталей
2.8. Технологичность конструкции деталей
Принцип технологичности конструкции заключается в выполнении требований наиболее рационального и экономического изготовления изделия. Чем меньше трудоемкость изготовления детали, тем она технологичнее.
Технологичная конструкция должна предусматривать:
- максимально широкое использование унифицированных сборочных единиц, стандартизованных и нормализованных деталей и элементов деталей;
- возможно меньшее количество деталей сложной формы, различных наименований и возможно большую повторяемость деталей;
- создание деталей рациональной формы с легкодоступными для обработки поверхностями и достаточной жесткости;
- наличие на деталях удобных базирующих поверхностей или возможность создания вспомогательных баз в виде бобышек, поясков ит.д.;
- наиболее рациональный метод получения заготовки;
- полное устранение или возможно меньшее применение слесарно-пригоночных работ при сборке;
- упрощение сборки.
Технологичность конструкции заготовок деталей предусматривает упрощение процессов изготовления самих заготовок:
1) литые заготовки должны соответствовать следующим требованиям:
- толщина стенок отливки по возможности должна быть одинаковой
без резких переходов от тонкостенных частей к толстостенным;
- поверхности отливки, расположенные перпендикулярно плоскости
разъема модели, должны иметь конструктивные литейные уклоны;
2) заготовки, полученные методами штамповки или ковки, должны соответствовать следующим требованиям:
- иметь плавный переход в поперечных сечениях и изгибах; закругление острых ребер у штамповок;
- штамповки должны иметь уклон поверхностей, расположенных перпендикулярно плоскости разъема штампа.
Таким образом, общая технологичность конструкции оценивается следующими показателями:
-трудоемкостью конструкции, т.е. временем, затраченным на ее изготовление;
- коэффициентом использования металла при изготовлении детали;
степенью использования стандартных и нормализованных деталей и сборочных единиц;
- процентным отношением количества деталей сложной формы к общему количеству деталей в конструкции;
- степенью использования в сборочных единицах деталей, ранее
- применяемых в конструкциях аналогичных машин;
- -коэффициентом повторности одноименных деталей;
- себестоимостью изготовления деталей, сборочных единиц, целого
изделия.
2.9. Базирование деталей. Установка деталей на станках
2.9.1. Поверхности и базы обрабатываемой детали
При установке деталей для обработки на станках различают следующие поверхности:
- обрабатываемые поверхности;
- поверхности базы, определяющие положение детали при обработке;
- поверхности, воспринимающие зажимные силы;
- поверхности, от которых измеряют выдерживаемые размеры;
- необрабатываемые поверхности.
В технологии машиностроения различают базы: технологические, сборочные и конструктивные.
Технологические базы подразделяют на установочные и измерительные.
Установочные базы - это поверхности детали, которыми она устанавливается для обработки в определенном положении относительно приспособления и режущего инструмента.
Установочными базами могут быть: плоские поверхности, наружные и внутренние цилиндрические поверхности, торцовые поверхности, поверхности отверстий, поверхности центровых гнезд, конические, криволинейные поверхности и др.
Установочные базы могут быть обработанные и необработанные. В качестве установочных баз необработанные поверхности можно применять при начальных операциях. Это - черновые базы. Обработанные поверхности - чистовые базы - необходимы для дальнейших операций. Черновые базы должны быть ровными и гладкими.
Установочная база может быть основной и вспомогательной.
Основная установочная база - это поверхность, которая служит для установки деталей при обработке, а в механизме сопрягается с другой деталью. Например, зубчатое колесо (отверстие под вал).
Вспомогательная установочная база - это поверхность детали, которая служит только для ее установки. Например, центровые отверстия валов.
Измерительная база - это поверхность, от которой при измерении производится непосредственный отсчет размеров.
Сборочная база - поверхность или совокупность поверхностей, линий, точек, которые определяют положение детали относительно других деталей в собранном узле или машине.
Конструктивная база - это совокупность поверхностей, линий, точек, от которых задаются размеры и положение других деталей при разработке конструкции.
2.9.2. Принципы постоянства базы и совмещения баз
Принцип постоянства базы заключается в том, что для выполнения всех операций обработки детали используют одну и ту же базу, при этом достигается наибольшая точность обработки. Если по характеру обработки невозможно использовать одну и ту же базу, необходимо в качестве новой базы выбрать такую обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в машине.
При выборе баз различного назначения надо стремиться к тому, чтобы использовать одну поверхность в качестве различных баз, это повышает точность обработки. В этом заключается принцип совмещения баз.
Размеры базы должны быть такими, чтобы обеспечить прочное, надежное крепление деталей; базирующие поверхности не должны деформироваться от сил, возникающих при обработке.
Обработка детали начинается с поверхности, которая служит установочной базой для дальнейших операций, затем обрабатывают другие поверхности, начиная с менее точной, и конечной операцией является обработка наиболее точной поверхности.
В качестве установочных баз целесообразнее выбирать основные базы.
2.10 Способы установки деталей. Правило шести точек
2.10.1. Установка детали осуществляется следующими способами
- непосредственно на столе станка или в универсальном приспособлении с выверкой положения детали относительно стола станка и инструмента. Применяется в единичном и мелкосерийном производстве;
- на столе станка по разметке; цель разметки - обозначить на заготовке положение обрабатываемых поверхностей. Применяется в мелкосерийном и единичном производстве;
- в специальном приспособлении, что обеспечивает определенное положение детали относительно режущего инструмента с достаточно высокой точностью и с малой затратой времени. Применяется этот способ в крупносерийном и массовом производстве. В единичном и мелкосерийном производстве применяется редко, только в тех случаях, когда без таких приспособлений невозможно выполнить требования технических условий.
2.10.2. Правило шести точек 
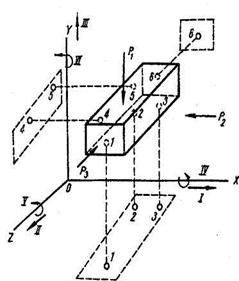 |
Рисунок 1 – Схема базирования детали (правило шести точек): Р1, Р2 и Р3- силы, действующие на деталь при базирровании
Твердое тело в пространстве имеет 6 степеней свободы: три возможных перемещения (1, П, Ш) см (рис. 1).
Вдоль трех произвольно выбранных взаимно перпендикулярных осей координат X, Y, Z и три возможных вращательных движения относительно этих же осей (IV, V, VI).
Правило 6 точек заключается в том, что каждая деталь должна базироваться на шести неподвижных точках, при этом она лишается плести степеней свободы. Эти шесть точек должны быть расположены в трех взаимно перпендикулярных плоскостях: три опорные точки (1,2,3) - в плоскости XOZ; две точки (4,5) - в плоскости YOZ и одна точка (6) - в плоскости XOY.
Координаты 1,2,3 лишают деталь возможности перемещаться в направлении оси Y и вращаться вокруг осей. X и Z, т.е. они лишают деталь трех степеней свободы; координаты 4 и 5 лишают деталь возможности перемещаться в направлении оси X и вращаться вокруг оси Y; т.е. лишают деталь двух степеней свободы; координата 6 лишает деталь возможности перемещаться в направлении оси Z, т.е. лишают деталь одной степени свободы.
Таким образом, точки 1,2,3 определяют опорную плоскость; 4,5 -направляющую плоскость; 6 - упорную плоскость. Надежность закрепления гарантирована.
Поиск по сайту: