АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Время горения дуги, ч
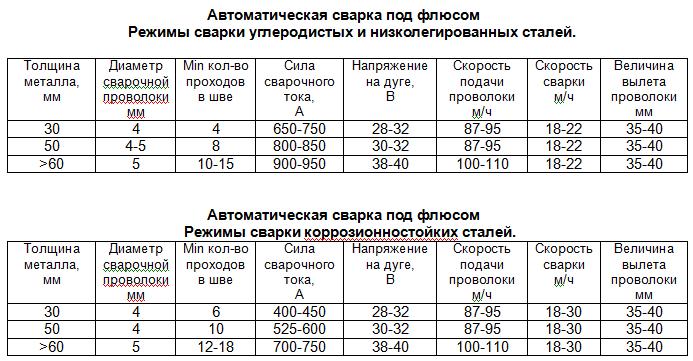
Расчет режимов автоматической сварки
Расчет силы сварочного тока, А
 ;
;
где, Iсв – сила сварочного тока, А;
 - 3,14;
- 3,14;
dпр – диаметр сварочной проволоки;
a – плотность тока, принимается равной a≥40-50А/мм2, при сварке для более глубокого проплавления.
Зависимость напряжения дуги от силы сварочного тока (флюс ПФК-56с) приведены в таблице 2.4.1:
Таблица 2.7.1-Зависимость напряжения дуги от силы сварочного тока
| Сила сварочного тока, А | 180-300 | 300-400 | 500-600 | 600-700 | 700-850 | 850-1000 |
| Напряжение дуги, В | 32-34 | 34-36 | 36-40 | 38-40 | 40-42 | 41-43 |
Iсв=  = 883А
= 883А
Скорость подачи сварочной проволоки, м/ч
Vпр=  ;
;
где, αр – коэффициент расплавления сварочной проволоки, г/Ач для переменного тока определяется по формуле:
αр = 2+  ;
;
Iсв – сила сварочного тока, А;
π – 3,14;
dпр – диаметр сварочной проволоки, мм;
ρ – плотность металла г/см3, (для стали ст3=7,8г/см3);
αр = 2+  = 15,28 г/Ач;
= 15,28 г/Ач;
Vпр=  = 88,25 м/ч.
= 88,25 м/ч.
Скорость сварки, м/ч
Vсв=  ;
;
где, αн – коэффициент наплавки, г/Ач;
αн = αр;
Коэффициент наплавки для постоянного тока αр рассчитывается по формуле:
αр = 2+  ;
;
αр = 2+ = 15,28г/Ач
Iсв – сила сварочного тока, А;
Fβ – площадь поперечного сечения одного валика, см2, принимаем равным 0,4см2;
ρ – плотность металла г/см3, (для стали 09Г2С=7,8г/см3);-
Vсв=  = 57,7 м/ч.
= 57,7 м/ч.
Масса наплавленного металла, г
Gн = Vн×ρ;
где, Vн – объем наплавленного металла, см3;
ρ – плотность металла г/см3, (для стали 09Г2С=7,8г/см3);
Gн =1,3 ×7,8 = 9,98г.
Выполним расчёт общей массы наплавленного металла на корпусные швы Lшва=31,8 м
Gобщ.н=Gн×Lшва
Gобщ.н=9,98×31,8=317,5 кг.
5) Объем наплавленного металла, см3
Vн = Fн×h;
где, Fн – площадь наплавленной поверхности, см2;
h- высота наплавленного слоя, мм;
Vн = 0,8×1,6 = 1,3см3.
Расход сварочной проволоки, г
Gпр = Gн×(1+ψ);
где, Gн – масса наплавленного металла, г;
ψ – коэффициент металла на угар и разбрызгивание, принимается равным 0,02-0,03;
Gпр = 9,98×(1+0,03) = 10,3г.
Расход флюса, г/пог. м
Gф =  ;
;
где Uд – напряжение на дуге, В, берем из таблицы 2.4.1- Зависимость напряжения дуги от силы тока;
Vсв – скорость сварки, м/ч;
Gф =  = 543,5 г/пог.м.
= 543,5 г/пог.м.
Выполним расчёт общей массы флюса
Gобщ.ф=Gф× Lшва=543,5×31,8=17,28 кг.
Время горения дуги, ч
t0 =  ;
;
где Gн – масса наплавленного металла, г;
Iсв – сила сварочного тока, А;
где, αн – коэффициент наплавки, г/Ач;
t0 =  = 2,35 ч.
= 2,35 ч.
Поиск по сайту: