АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Программно-технические средства для построения интегрированных систем проектирования и управления. Контроллерный уровень (часть 1)
PLC (Programmable Logic Controller) – программируемый логический контроллер (ПЛК). Системы класса PLC чрезвычайно хороши для управления последовательностью технологических операций в процессе изготовления изделия. Как правило, эти операции носят дискретный характер и требуют очень быстрой реакции со стороны автоматики. Типичным примером применения систем PLC является управление формовочной машиной для изготовления стеклотары или, например, управление аппаратом по наклейке алюминиевых крышек на пластиковые стаканчики с йогуртом. Типовые задачи систем PLC:
•Управление конвейерными производствами;
•Управление робототехникой;
•Высокоскоростное управление приводами,
•Управление позиционирующими устройствами;
•Сигнализация, оповещение;
•Управление комплектными технологическими машинами.
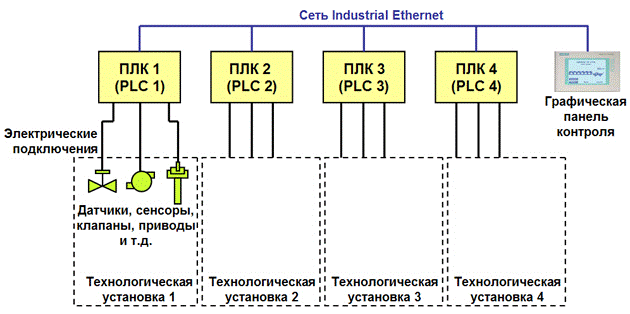
Рис.10.1. Типовая структура системы PLC.
Структура системы PLC довольно проста. Один или несколько программируемых логических контроллеров, объединенных в сеть с помощью цифровой шины. Обмениваясь по шине данными, контроллеры могут взаимодействовать друг с другом, что необходимо для их согласованной работы. Как уже было упомянуто, при необходимости к системе также можно подключить пульт локального управления (кнопочный или с ЖК-панелью).
На рисунке изображена типовая структура системы PLC. Четыре программируемых логических контроллера объединены с единую сеть (в данном случае стандарта Industrial Ethernet). К сети также подключена ЖК-панель для простейшего локального управления и отображения аварийных сигнализаций.
Как видно из рисунка, система структурирована так, что каждая технологическая установка (машина, автомат) управляется своим контроллером. Такое технологическое разбиение характерно для данного класса систем.
Как правило, у контроллеров есть электрические входа/выхода для подключения к ним полевых датчиков, сенсоров, исполнительных механизмов (клапанов, позиционирующих устройств, различных приводов), устройств оповещения и сигнализации. Количество входов/выходов может быть как фиксировано, так и расширяемо с помощью дополнительно подключаемых модулей. Такие модули называются “модулями ввода/вывода” (IO modules).
Архитектура контроллера РСУ.
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнении следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель (Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства (СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.

Рис.10.2. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод (подробнее здесь). Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.

Рис. 10.3. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.

Рис. 10.4. Резервированный контроллер S7-400H.
Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.

Рис. 10.5. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
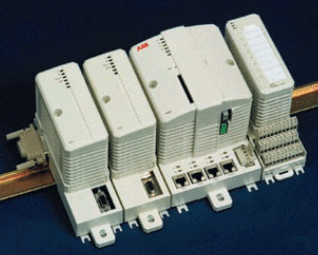
Рис. 10.6. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
Поиск по сайту: