АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Качество обработанной поверхности
Качество обработанной поверхности определяется Ra и состоянием материала, поверхностного слоя. Ra характеризуется высотой и формой микронеровностей. Состояние материала поверхностного слоя характеризуется его упрочнением микроструктуры, величиной и знаком остаточных напряжений и глубиной их залегания.
1.1 Геометрия поверхностного слоя после обработки резанием.
 1.r = 0. Ra↑ при ↑ Ч и Ч1. Фактическая высота микронеровностей будет больше расчетной.
1.r = 0. Ra↑ при ↑ Ч и Ч1. Фактическая высота микронеровностей будет больше расчетной.
Сечение срез. слоя резцом является параллелограмм, а на самом деле нет.
аmPв – номинальная площадь
аmKB – фактическая площадь
H – высота микронеровности
mn = H ctg Ч1; np = H ctg Ч; mn +nP =S +H (ctg Ч1 + ctg Ч)
2. r → S

H = r – kn


 H = S2/8 r
H = S2/8 r

Изменение шероховатости от V. нарост ухудшает шероховатость поверхности.
Наклеп
Наклеп – упрочнение поверхностного слоя после обработки (возрастает твердость). Наклеп объясняется:
а ) пластическим деформированием металла.

б) округление режущей кромки
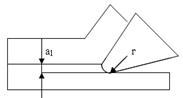
r – радиус округления. При работе инструментом с радиусом, образуется слой металла толщиной а1, который не срезается, а подминается под инструмент. Из опыта а1 = (0,3 – 0,5)r
В инструментах: r= 40-50 мкм – при заточке шлифовальным кругом, и r = 4…5 мкм – при заточке алмазным кругом.
в ) наростообразованием. Нарост округляет режущую кромку.

г) износ режущего инструмента

Износ инструмента характерен увеличением радиуса округления инструмента и наличием площадки трения hS.
Наклеп характеризуется степенью наклепа Δ Нм поверхностного слоя и толщиной Δ Наклепанного слоя.
ΔНм = (Нмн - Нмс) 100% / Нмс
Нмн – микротвердость наклепанного слоя
Нмс – микротвердостьненаклепанного материала.
При обработке углеродистых сталей ΔНм= 15-20 %
При обработке жаропрочных сталей ΔНм = 80-100%

Толщина наклепанного слоя ΔН зависит от скорости резания. С увеличением V уменьшается ΔH. С увеличением толщины срезаемого слоя увеличивается ΔН.
Поиск по сайту: