АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ В МАТЕРИАЛЬНОЙ СФЕРЕ ПРОИЗВОДСТВА
- Производственный и технологический процессы. Классификация технологических процессов
- Типы производств
- Технико-экономические показатели технологического процесса
- Техническая подготовка производства
- Сырье, топливо и энергия в различных технологических процессах – САМ.РАБ.
- Технологичность конструкции изделия и ее экономические показатели – РАСЧ. ЗАД.
1. Производственный процесс (ПП ) представляет собой совокупность всех действий людей и орудий труда, в результате которых исходные материалы и полуфабрикаты превращаются в готовую продукцию, соответствующую своему назначению.
Технологический процесс (ТП) определяется как часть производственного процесса, непосредственно связанная с последовательным превращением предмета труда в продукт производства.
Различие ТП обусловлено разнообразием продуктов производства, сырья, исходных материалов, способов производства, приемов и методов работы и других специфических факторов.
В основе классификации ТП лежат следующие критерии:
© Свойства сырья, которые изменяются в процессе переработки.
© Способ организации.
© Кратность обработки.
© Движение сырья и тепловых потоков.
© Агрегатное состояние сырья.
© Тепловой эффект.
© Условия воздействия на сырье.
2. В зависимости от номенклатуры, регулярности, стабильности и объема выпуска изделий современное производство подразделяется на различные типы – единичное, серийное, массовое, рис.1.
Наиболее ярко типизация производства выражена в важнейшей отрасли промышленности – машиностроении.
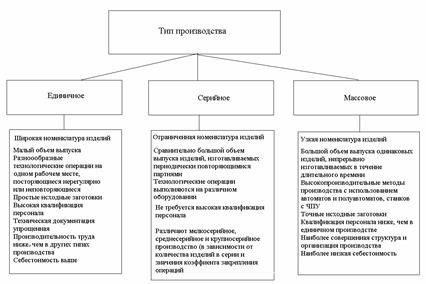
Рисунок 1
Серийное производство является основным типом современного машиностроительного производства, и предприятиями этого типа выпускается 75…80 % всей продукции машиностроения страны.
3. При наличии нескольких вариантов технологических процессов выбирают оптимальный процесс. Для этого производят оценку ТП на основе технико-экономических показателей, основными из которых являются: п роизводительность, расходные коэффициенты, качество полученной продукции.
4. Независимо от того, какие производятся изделия, в материальной сфере товарного производства технологические системы состоят из следующих этапов:
1. Научно-техническая подготовка производства
2. Организационная подготовка производства
3. Производство продукции
4. Определение качества продукции и соответствия ее определенным требованиям
5. Проставление товарного знака, штрих-кода и других обозначений. Сертификация
6. Поставка изделия и передача его на внутренний или внешний рынок как товара широкого потребления или товара промышленного назначения
7. Определение задачи рекламной компании. Коммерческая реализация изделий
Научно-техническая подготовка производства (НТПП) – основа деятельности любого предприятия.
НТПП – это комплекс научных, конструкторских, технологических и организационных мероприятий, обеспечивающих разработку и освоение производства новых видов продукции, а также совершенствование изделий, которые выпускаются.
НТПП по содержанию делят на научно-исследовательскую и техническую стадии.
На первой, научно-исследовательской стадии, осуществляют фундаментальные и прикладные исследования, эксперименты, изучение возможностей использования новых конструктивных решений, материалов, технологических процессов, прогнозирование спроса на продукцию и т.д.
Основными задачами технической подготовки производства (ТПП) являются: формирование прогрессивной технической и технологической политики, создание условий для ритмичной и рентабельной, высокопроизводительной работы предприятия.
Техническая система подготовки производства состоит из конструкторской и технологической подготовки.
На стадии конструкторской подготовкипроизводства (КПП) осуществляют все необходимые виды работ по конструированию новых изделий: на основе технического задания ТЗ (исходного документа) разрабатывается техническое предложение, эскизный и технический проект, рабочая конструкторская документация КД опытного образца (опытной партии) изделия,предназначенного для серийного, массового или единичного производства.
Заключительной стадией (этапом) конструкторской подготовки производства является разработка технической документации (чертежей, инструкций и т.д.), технических условий.
Конструкторская подготовка производства осуществляется в соответствии с комплексом государственных стандартов, устанавливающих единые взаимосвязанные правила и положения ее проведения, оформления и обращения конструкторской документации, разрабатываемой и применяемой промышленными, научно-исследовательскими, проектно-конструкторскими организациями и предприятиями, получившим, соответственно, название Единой системы конструкторской документации (ЕСКД).
На стадии технологической подготовки осуществляется технологический анализ и контроль конструкторской документации; разрабатываются новые и совершенствуются имеющиеся в наличии технологические процессы; осуществляется выбор, проектирование и изготовление средств технологического оснащения; выбор способов и методов контроля качества; совершенствуется организация производства в цехах и на производственных участках.
При переходе экономики к рыночным условиям деятельности подготовка предприятий к выходу на международный рынок со своей продукцией усложняется.
Организация и управление технологической подготовкой производства осуществляются в соответствии с ЕСТПП (единой системой технологической подготовкой производства) – комплекса стандартов и руководящих нормативных документов, устанавливающих правила и положения по порядку организации и управления технологической подготовкой производства (в Украине - ДСТУ 2960-94).
Автоматизированная система технологической подготовки производства (АСТПП) – это система технологической подготовки производства, основу организации которой составляет системное применение средств автоматизации инженерно-технических работ, обеспечивающее оптимальное взаимодействие людей, машинных программ и технических средств автоматизации при выполнении функций ТПП.
ТЕХНОЛОГИИ МЕТАЛЛУРГИЧЕСКОГО И МАШИНОСТРОИТЕЛЬНОГО КОМПЛЕКСОВ И ТЕНДЕНЦИИ ИХ РАЗВИТИЯ
1. Общая характеристика металлургической промышленности и ее продукция. Металлургический комплекс Украины
2. Сырье и основные способы производства металлов
3.Технико-экономические показатели металлургических процессов
4. Мировые тенденции развития металлургии – САМ.РАБ.
5. Классификация и маркировка сталей в Украине и в соответствии с Евростандартом – САМ.РАБ.
6. Общая характеристика машиностроительного комплекса
7. Технико-экономические показатели машин
8. Технологические процессы получения заготовок
9. Технологические процессы получения деталей – П.Р. №7.
10. Тенденции развития машиностроения – САМ.РАБ.
1. Металлургия – отрасль промышленности, которая охватывает процессы добычи металлов из руд и других материалов, изменения их химического состава, структуры и свойств, придания металлу определенной формы (слитка или заготовки); исторически сложилось|состоит| разделение металлургии на черную и цветную.
Металлургия во многом определяет специализацию и экономический|экономичный| потенциал промышленности любого|какого-нибудь| развитого государства и предопределяет развитие| всех отраслей промышленности, сельского хозяйства, транспорта и строительства. |да|
В настоящее время черная металлургия обеспечивает получение свыше 25 % валового внутреннего| продукта и около |порядка| 43 % валютных поступлений в|до| Украину|страна-участнице|; является наиболее экспортоориентированной отраслью промышленности Украины.
2. Основным исходным материалом для производства большинства металлов является руда; также для реализации металлургических процессов необходимы энергия и огнеупорные материалы.
Основные способы производства металлов:
1).Пирометаллургический (огневой) – чугун, сталь, медь.
2). Электрометаллургический – алюминий, сталь.
3). Гидрометаллургический – кобальт, хром, золото, серебро.
4). Химико-металлургический – титан.
5). Порошковая металлургия и т.д.
3. Ядром металлургии является черная металлургия (90 % всей металлопродукции)– основа развития машиностроения, строительства, оборонной промышленности, производства предметов потребления; сложная и многогранная отрасль народного хозяйства.
Основной продукцией черной металлургии являются: чугун (передельный, основной сырьевой материал при производстве стали и литейный, используемый как конструкционный материал в машиностроении), сталь в виде слитков, заготовок и некоторых изделий, ферросплавы, порошки железа и его сплавов.
Чугун и сталь – сложные сплавы железа с углеродом, а также другими элементами, – Si, Mn, S, P.
В настоящее время в мировой практике в черной металлургии наиболее распространена следующая схема производства: железная руда Þ чугун Þ сталь.
Чугун выплавляют пирометаллургическим способом в доменных печах (печах шахтного типа). Сырьем для выплавки чугуна является железная руда, топливо (кокс) и флюсы (известняк, доломит).
В результате сложных высокотемпературных химических процессов в доменной печи получают жидкий|редкий| чугун. Кроме основных продуктов – чугуна, ферросплавов в ре-зультате доменного производства получают также побочные продукты – шлак (использу-ется в строительстве, а также для производства минеральных удобрений); доменный газ (приме-няется как теплоноситель – для нагревания воздуха в различных процессах металлургического производства).
Для оценки эффективности процесса производства чугуна (т.е. работы доменной печи) используют различные технико-экономические показатели:
¨ производительность доменной печи – количество выплавленного чугуна за сутки Р (месяц, год);
¨ коэффициент использования полезного объема (КИПО) – отношение полезного объема V к средней выплавке чугуна за сутки P (V/P);
¨ расходные коэффициенты, например, удельный расход топлива К.
Производство стали. Сталь отличается от чугуна меньшим содержанием углерода и примесей, потому сутью передела чугуна в сталь является уменьшение содержания углерода и примесей в сталеплавильных агрегатах (путем окисления) и перевода их в шлаки или газы.
По химическому составу стали делят на углеродистые (90 % всей стали, которая выплавляется) и легированные (содержат легирующие элементы, которые специально вводят для улучшения свойств).
Основнымсырьем для производства стали является передельный чугун; также используется скрап (стальной или чугунный лом – отходы, полученные в результате других производств), флюсы, окислители, легирующие элементы, раскислители (ферроспла-вы).
Основными способами производства стали в Украине являются:
1. Кислородно-конвертерный способ (высокие температуры обеспечиваются экзотермическими химическими реакциями окисления углерода и примесей при продувке жидкого чугуна кислородом)– наиболее производительный, с низкой металлоемкостью, отсутствием топлива, снижением потребностей в электроэнергии по сравнению с другими способами, пониженными капитальными расходами на строительство и обслуживание, достаточно низкой по сравнению с другими способами себестоимостью стали.
2. Мартеновский способ – получение стали осуществляется за счет использования топлива (в основном, газообразного). Метод универсален, однако имеет существенные недостатки по сравнению с кислородно-конвертерным способом, прежде всего, невысокую производительность, большие расходы топлива.
3. Производство стали в электропечах (электродуговой и индукционный способы) – прогресивный способ получения стали, основанный на использовании электроэнергии; получают стали с минимальным содержанием вредных примесей, с оптимальным соотношением компонентов, высокого качества и со специальными свойствами.
В современной технике также используется около|порядка| 70 цветных металлов
и более|более| 10 тыс. сплавов на их основе|основании|.
Среди всех цветных металлов наибольшее применение в промышленности в качестве конструкционных| нашли сплавы алюминия, меди, титана и магния.
Это обусловлено благоприятным сочетанием свойств, а также достаточными запасами|припасом| большинства из|с| указанных металлов в земной коре, доступностю| и рентабельностью их производства.
В структуре цветной металлургии Украины традиционно выделяются производство алюминия, меди, титаномагниевой продукции, никеля, свинца, цинка.
6. Уровень развития машиностроительной отрасли любой страны определяет состояние всех других отраслей промышленности и в целом всего экономического состояния государства.
Машиностроительный комплекс является одним из основных источников формирования прибыльной части бюджетов всех уровней.
В Украине удельный вес продукции комплекса в общем объеме продукции промышленности составляет 20 %.
Машиностроительный комплекс Украины – это сложные, взаимосвязанные и многопрофильные производства, которые специализируются на выпуске машин и оборудования, приборов и средств вычислительной техники, запасных частей, технологического оснащения и т.д.
Сырьем для машиностроения является продукция металлургии.
Продукцией машиностроения являются машины, их составляющие, инструменты.
Машиной называют механическое устройство с согласованно работающими частями (деталями – первичными неделимыми элементами машины, узлами, механизмами), которые совершают определенные и целесообразные перемещения для преобразования энергии, материалов или информации.

Рисунок 1 – Классификация машин
Выделяют следующие этапы изготовления любой машины: · получение заготовок; · получение деталей; · сборка машин.
7. Основными технико-экономическими показателями машин являются следующие: производительность, долговечность, КПД, экономичность, степень автоматизации, надежность, технологичность конструкции, р емонтопригодность, себестоимость.
8. Основные методы заготовительного производства: литейное производство, обработка металлов давлением, сварочное производство.
Литейным производством называется отрасль машиностроения, занимающаяся изготовлением фасонных (т.е. сложных по форме) заготовок или деталей путем заливки расплавленного металла в форму (разовую или многократного использования), полость которой имеет конфигурацию заготовки (детали).
В машинах и промышленном оборудовании около 50 % всех деталей изготовлено литьем; при этом их стоимость составляет около 15 % от общей стоимости машины.
Достоинствами литья перед другими технологиями заготовительного производства являются широкий диапазон размеров и массы получаемых заготовок, возможность получения сложных по конфигурации заготовок из большинства типов конструкционных материалов, высокий коэффициент использования металла; относительно низкая себестоимость отливок по сравнению с заготовками, полученными другими технологиями.
Основные методы литейной технологии:
1.Литье в песчано-глинистые разовые формы, которые являются разовыми, т.е. разрушаются при извлечении отливки. Благодаря универсальности и относительной дешевизне этот способ наиболее распространен в промышленности.
2.Специальные способы литья позволяют получить более качественные отливки (с меньшим количеством дефектов), с большей точностью размеров и меньшим объемом последующей механической обработки; с большей экономией металла; данные методы также более экологичны. В сравнении с отливками, изготовленными литьем в песчано- глинистые формы, отливки, полученные специальными методами, имеют большую себестоимость. К специальным методам относят литье в кокиль (литье в «постоянные» металлические формы); литье по выплавляемым (газифицируемым) моделям, литье под давлением, позволяющие получать готовые детали (методы точного литья), центробежное литье и т.д.
Другой технологией заготовительного производства (ЗП) является обработка давлением.
К способам обработки материалов давлением (ОМД) относят технологические процессы получения заготовок, полуфабрикатов и готовых изделий (деталей) путем деформирования материалов в горячем или холодном состоянии.
Основными достоинствами ОМД по сравнению с другими технологиями заготовительного производства являются повышение п роизводительности труда и высокие механические свойства получаемых заготовок.
По сравнению с литьем методы ОМД характеризуются менее рациональным расходом металла, ограничением сложности формы заготовок, а также ограничение номенклатуры обрабатываемых материалов.
ОМД подвергают около 90% всей выплавляемой стали и свыше 50% цветных металлов и сплавов.
Удельный вес заготовок и деталей в машиностроении, полученных такими методами ОМД, как ковка и штамповка, составляет ~ 50…60 %, а иногда и выше.
Все методы ОМД делят на две группы:
1) методы получения машиностроительных штучных заготовок – ковка, штамповка.
Получаемые штамповкой изделия отличаются большей стабильностью размеров и формы, большей точностью, более высоким качеством поверхности по сравнению с изделиями ковки. Процесс штамповки также более производителен, отличается более рациональным расходом металла, возможностью получения изделий сложной формы; во многих случаях получают готовые детал и. При этом по сравнению с ковкой масса получаемых изделий меньше и требуются большие усилия на проведение деформации.
2) Методы получения машиностроительных профилей (длинномерных заготовок) – прокатка, прессование, волочение.
Наиболее распространенный вид ОМД – прокатка, в результате которой получают профили различного сечения, листовой металл, трубы, специальные виды проката – рельсы, зубчатые колеса и т.д.
К методам ЗП относится также сварка – технологический процесс получения неразъемного соединения з а счет установления межатомных или межмолекулярных связей между поверхностными атомами соединяемых заготовок.
Основными достоинствами сварки являются следующие: возможность реализации процесса в различных пространственных положениях и средах; возможность получения неразъемных соединений однородных, разнородных металлов и сплавов, металлов с неметаллами, неметаллических, биологических материалов;широкий диапазон размеров и массы получаемых изделий;изготовление принципиально новых конструкций и т.д.
Существует более 70-ти различных сварочных процессов, которые классифицируют по физическим, техническим, технологическим признакам. Согласно одному из важнейших физических признаков - форме энергии, используемой для образования сварного соединения, – все способы сварки разделяют на три класса: термический, термомеханический, механический.
В настоящее время около 70 % сварочных работ выполняется термическими способами сварки. Наиболее распространенными источниками теп-ла для сварки в промышленных условиях являются: электрическая дуга, газовое пламя, электрошлаковый нагрев, лучевые источники – плазма, электронный луч, лазерное излучение.
Основной объем сварочных работ в экономике промышленно развитых стран (более 50 % по массе и по протяженности сварных швов) приходится на дуговую сварку.
Для производства крупногабаритных сварно-литых и сварно-кованых конструкций в тяжелом машиностроении (котлы высокого давления, станины прокатных станов) используют электрошлаковую сварку. Соединяемые толщины – до 3 м.
Для изготовления и ремонта изделий из тонколистовой стали и цветных металлов (1..3 мм), сварки стальных труб малого диаметра, ремонта двигателей автомобилей используют газовую сварку.
Для сварки ответственных изделий в машиностроении, радиоэлектронике, приборостроении, космической промышленности, в т.ч. из плохо свариваемых материалов используют лучевые способы сварки – электронно-лучевую, лазерную, которые, к тому же, можно применить и для механически обработанных заготовок, т.к. они обеспечивают высокое качество сварного шва, оказывают незначительное тепловое воздействие на металл, практически не оказывают деформирующего воздействи и не нарушают точность; сварной шов имеет хороший товарный вид. Основной недостаток – высокая себестоимость сварного шва.
Поиск по сайту: