АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Системы числового программного управления
Числовым программным управлением (ЧПУ) металлорежущим станком (ГОСТ 20523—80) называют управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.
Под системой ЧПУ понимают совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление станком.
Основой системы ЧПУ является устройство ЧПУ (УЧПУ), выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого станка. Для выполнения функций управления в состав УЧПУ должны входить следующие взаимосвязанные и взаимодействующие составные части: технические средства и программное обеспечение (системное, технологическое и функциональное).
Принципиальное отличие систем ЧПУ от ранее рассмотренных систем автоматического управления заключается в способе расчета и задания УП, а также ее передачи для управления рабочими органами станка.
В системах ЧПУ вся информация УП подготавливается и передается рабочим органам станка только в цифровой (дискретной) форме. Траектория движения режущего инструмента относительно обрабатываемой заготовки представляется в виде ряда его последовательных положений, каждое из которых определяется числом. Вся информация УП (размерная, технологическая и вспомогательная), необходимая для управления обработкой заготовки и представленная в текстовой или табличной форме с помощью символов (цифр, букв, условных знаков), кодируется и пробивается на восьми-дорожковой перфоленте, записывается на магнитной ленте или вводится в память системы управления непосредственно с помощью клавишей на пульте управления или из ЭВМ верхнего уровня управления. УЧПУ преобразует эту информацию в управляющие команды для исполнительных механизмов станка и контролирует их выполнение.
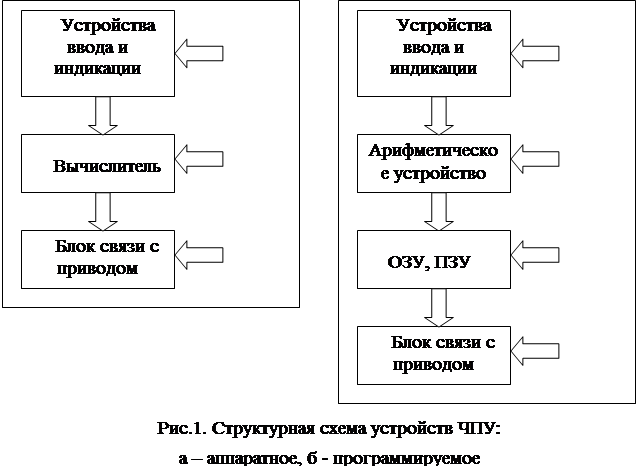
По структуре построения различают УЧПУ двух видов: аппаратные (типа NC — Numerical Control); *' программируемые (типа CNC— Computerized Numerical Control). В соответствии с этим различают аппаратные и программируемые системы ЧПУ, построенные на базе этих УЧПУ.
Аппаратным УЧПУ называют устройство, алгоритмы работы которого реализуются схемным путем и не могут быть изменены после изготовления устройства. Эти УЧПУ построены по принципу цифровой модели, где все операции, составляющие алгоритм работы, выполняются параллельно с помощью отдельных цепей или устройств (блоков), реализующих ту или иную функцию (агрегатно-блочное построение). Поэтому изменять структуру этих УЧПУ можно только путем перепайки схем. Дополнительные функции в таких УЧПУ должны предусматриваться заказчиком уже на стадии их проектирования. Ограничивается вмешательство оператора в отработку УП.
В настоящее время в нашей промышленности применяют следующие основные типы аппаратных УЧПУ; для токарных станков — «Контур-2ПТ», Н22; для фрезерных станков — «Контур-ЗП», НЗЗ; для координатно-расточных 

станков — «Размер 2М», ПЗЗ; для шлифовальных станков—Ш-111М, П-111; для электроэрозионных станков — «Контур-2П-67».
Программируемым УЧПУ называют устройство, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления этого устройства.
Принципиальным отличием программируемых УЧПУ от аппаратных является их структура, соответствующая структуре управляющей ЭВМ и включающая аппаратные средства и программное обеспечение (ПО), под которым понимают совокупность программ и документации на них для реализации целей и задач, выполняемых системой ЧПУ при управлении станком.
В состав программируемой системы ЧПУ входит минимум одна микроЭВМ, основой которой является микропроцессор. Он представляет собой цифровую БИС преимущественно монолитной структуры и реализует логические и арифметические операции. Поэтому эти системы ЧПУ называют также микропроцессорными.
Программируемые УЧПУ классифицируются по числу управляемых координат и соответственно объему интерфейса связи со станком:
не более трех управляемых координат (например, 2У22, 2У32);
четыре—шесть управляемых координат (например, 2С42, «Микро-ВС», «Fanuc 6M»);
более шести управляемых координат (например, 2С85, «Fanuc 9», «Sinumerik 8M»).
Наряду с однопроцессорными системами ЧПУ применяют мультипроцессорные системы, где каждый микропроцессор имеет свое функциональное назначение. Например, в системе ЧПУ, выполненной на четырех микропроцессорах, один микропроцессор выполняет управление ввода-вывода, включая программируемое адаптивное управление (согласующее устройство), второй рассчитывает траекторию перемещения и коррекции, третий осуществляет позиционирование и регулирование положения, четвертый работает с дисплеем и обеспечивает режимы индикации данных.
Мультипроцессорные системы ЧПУ позволяют реализовать ряд новых функций: вводить новую УП во время отработки на станке предыдущей УП, проводить диалоговое задание УП с графическим отображением на дисплее траектории движения режущего инструмента. Применение этих систем ЧПУ значительно расширило число управляемых осей координат станка.
Системы ЧПУ станками выполняют с управлением приводами подач без обратной связи (разомкнутыми) и с обратной связью (замкнутыми).
Замкнутые системы ЧПУ имеют обратную связь по положению управляемого рабочего органа станка, основой которой является ИП, служащий средством измерений, предназначенным для преобразования линейных или круговых (угловых) перемещений в электрический сигнал. Этот сигнал далее преобразуется в сигнал, содержащий измерительную информацию о величине и направлении перемещения в форме, соответствующей действующим стандартам на системы ЧПУ и устройства цифровой индикации.
В соответствии с ГОСТ 26242—84 по виду входной физической величины ИП подразделяются на ИП линейных перемещений и ИП угловых (круговых) перемещений. По физическому принципу эквивалентного преобразования различают следующие ИП: волновые, емкостные, индукционные и индуктивные, локационные, потенциометрические, фотоэлектрические и оптоэлектронные, электромагнитные.
Информативными параметрами входных сигналов ИП являются следующие: положение подвижного элемента ИП, задаваемого исполнительным механизмом станка по отношению к неподвижному элементу ИП; комбинации функционально связанных между собой электрических сигналов, тождественных положению исполнительного механизма станка.
Классификация систем ЧПУ.
СЧПУ можно классифицировать по следующим признакам:
1. По виду управления движения – позиционные, прямоугольные, непрерывные (контурные);
2. По принципу работы – сравнения (только для позиционирования и прямоугольной обработки), с интерполяторами прямоугольными (для позиционирования и прямоугольной обработки), линейными, линейно-круговыми и специального вида, с обработкой декодированной программы (только с заданием программы на магнитной ленте);
3. По принципу задания программы и типу программоносителя – с заданием декодированной программы на магнитной ленте (с фазовой, частотной и импульсной записью), с заданием кодированной программы на перфоленте (в абсолютных координатах и в приращениях).
4. По типу привода – со ступенчатым и бесступенчато-регулируемым (только для позиционирования и прямоугольной обработки), с шаговым, со следящим;
5. По типу датчика измерительного устройства – с абсолютным, с циклическим, с импульсным, без датчика положения (только в СЧПУ с шаговым двигателем);
6. По числу одновременно управляемых координат – по одной (только для позиционирования и прямоугольной обработки), по двум, по трем, по четырем и более координатам;
7. По возможности коррекции программы: без коррекции, с коррекцией длины и положения инструмента, с коррекцией радиуса фрезы на один или несколько инструментов или с автоматическим расчетом эквидистанты.
Тема 3
Поиск по сайту: