АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Проведение поверки
2.1. Внешний осмотр.
2.1.1. Маркировка и комплектность должны соответствовать ГОСТ 14968-69.
2.1.2. На рабочих поверхностях кареток и станины не должно быть следов коррозии, незачищенных забоин, царапин и других механических повреждений, влияющих на эксплуатационные свойства микроскопа.
2.1.3. На сопрягающихся наружных и внутренних поверхностях центровых бабок, на поверхностях скалок и центров не должно быть следов ржавчины, забоин, крупных рисок.
2.1.4. Рабочая поверхность стеклянной пластины предметного стола должна лежать выше рамы стола. Поверхность пластины должна быть чистой, без забоин, царапин, трещин и других дефектов (в эксплуатации допускаются незначительные царапины и забоины, не мешающие нормальному использованию предметного стола).
2.1.5. Опорные планки для установки измерительных ножей не должны иметь следов коррозии и заусенцев.
2.1.6. На доведенных поверхностях контрольного калибра для поверки измерительных ножей не допускаются никакие видимые невооруженным глазом дефекты.
2.2. Опробование.
2.2.1. Проверка взаимодействия узлов микроскопа.
Движение кареток при откреплении стопорных винтов должно быть плавным, без заметных рывков, скачков и заеданий. Тормозные приспособления должны обеспечивать надежную фиксацию кареток в любом положении.
Микрометрические винты должны обеспечивать плавное без ощутимого люфта и равномерное перемещение кареток.
При перемещении кареток в крайние положения удар о резиновые амортизаторы должен быть мягким, без резкого толчка.
В поле зрения отсчетных систем при крайнем положении кареток продольного и поперечного перемещения должно наблюдаться изображение марки предприятия и номера шкалы, нанесенных на рабочей поверхности миллиметровых шкал.
Колонка микроскопа должна наклоняться в обе стороны от вертикального (нулевого) положения без скачков и заеданий и надежно стопориться в любом положении.
Кронштейн с визирной системой должен плавно перемещаться по направляющим колонки и надежно закрепляться в любом положении. При закреплении кронштейна стопорным винтом изображение перекрестия штриховой сетки в микроскопах всех типов не должно смещаться более чем на 0,01 мм; при этом горизонтальная штриховая линия сетки должна оставаться параллельной направлению движения каретки продольного перемещения. Смещение измеряйте относительно края какого-либо объекта, изображение которого в поле зрения визирной системы и с которым предварительно была совмещена штриховая линия сетки при незакрепленном стопорном винте.
Ход установочного кольца диафрагмы должен быть плавным и равномерным.
Окуляры должны перемещаться плавно и свободно, но без заметной на ощущение качки; при вращении окуляров не должно быть заметного на глаз смещения изображения.
Штриховая сетка угломерной головки должна вращаться плавно в пределах от 0 до 360°.
Нити ламп осветителей визирной, угломерной и отсчетных систем не должны быть видны в поле зрения.
Поля зрения визирной, угломерной и отсчетных систем должны быть чистыми, равномерно освещенными (достигается регулировкой ламп визирной и отсчетных систем).
В рабочей зоне поля зрения угломерной головки и отсчетных систем не должно быть дефектов, влияющих на точность отсчета и визирования.
Изображение штриховой сетки в микроскопах всех типов должно быть расположено симметрично относительно центра поля зрения; допускается отклонение не более одного штриха как в продольном, так и в поперечном направлениях.
Изображение штрихов сетки и шкал в поле зрения визирной и отсчетных систем должно быть резким; допускается незначительная нерезкость изображения на краях поля зрения.
2.2.2. Проверка принадлежностей микроскопа.
Изображения перекрестий приспособления для измерения внутренних размеров (перфлектометра), наблюдаемые в поле зрения визирной системы, должны быть отчетливыми и резкими.
Насадка с плоскопараллельной пластиной должна надежно крепиться на оправе объектива и обеспечивать возможность совмещения изображений вертикальных и горизонтальных линий цветных перекрестий.
Перемещение стола СТ-23 должно обеспечивать возможность установки его рабочей поверхности в плоскость изображения перекрестия сетки осветительной насадки «П».
Стол СТ-23 должен наклоняться относительно горизонтального положения в продольном и поперечном направлениях на угол не менее 4°.
Центровые бабки должны плавно перемещаться по направляющим цилиндрического ложа продольной каретки, а скалки — по цилиндрическим направляющим внутри бабок. Те и другие должны надежно закрепляться в требуемом положении.
Опорные планки должны устанавливаться на опорной поверхности каретки продольного перемещения без качки.
2.3. Определение метрологических параметров.
Каретки продольного и поперечного перемещения.
2.3.1. Определение отклонения от прямолинейности направления движения каретки продольного перемещения.
Отклонения от прямолинейности направления движения каретки продольного перемещения определяйте в горизонтальной и вертикальной плоскостях.
Для определения отклонений от прямолинейности кронштейн К1 с измерительной головкой зажмите на объективе визирной системы поверяемого микроскопа.
2.3.1.1. При определении отклонения от прямолинейности в горизонтальной плоскости установите сферический наконечник таким образом, чтобы его ось была расположена горизонтально против боковой рабочей поверхности лекальной линейки, которую расположите в точках Эри в приспособлении (точки Эри находятся на расстоянии 0,21L от концов линейки, где L — длина линейки в миллиметрах).
Установите приспособление на опорных поверхностях каретки продольного перемещения поверяемого микроскопа так, чтобы рабочая поверхность лекальной линейки находилась приблизительно на равном расстоянии от опорных поверхностей каретки продольного перемещения, и закрепите приспособление.
Расположите рабочую поверхность лекальной линейки параллельно направлению движения каретки продольного перемещения, для чего сферический наконечник измерительной головки приведите в контакт с этой поверхностью и регулируйте положение линейки винтом приспособления и микрометрическим винтом каретки поперечного перемещения, добиваясь одинаковых показаний измерительной головки при двух крайних положениях каретки (разность показаний не более 0,0002 мм).
Медленно передвигайте каретку продольного перемещения от одного кранего ее положения до другого, наблюдая показания измерительной головки. Отклонение от прямолинейности перемещения каретки в горизонтальной плоскости вычислите как разность между наибольшим и наименьшим показаниями.
2.3.1.2. Для определения отклонения от прямолинейности в вертикальной плоскости установите кронштейн К1 с измерительной головкой в вертикальное положение. Регулируйте положение приспособления с лекальной линейкой винтом и микрометрическим винтом точной фокусировки визирной системы до получения одинаковых показаний измерительной головки в крайних точках линейки (разность показаний не более 0,0002 мм). Затем медленно перемещая каретку, отметьте наибольшее и наименьшее показания измерительной головки, разность которых определяет отклонение от прямолинейности перемещения каретки в вертикальной плоскости.
Отклонение от прямолинейности движения каретки продольного перемещения на длине 200 мм не должно превышать 0,002 мм в горизонтальной плоскости и 0,005 мм в вертикальной.
2.3.2. Определение отклонения от прямолинейности направления движения каретки поперечного перемещения.
Отклонение от прямолинейности движения каретки поперечного перемещения определяйте, используя методику, изложенную в пп. 2.3.1.1, 2.3.1.2, но лекальную линейку располагайте параллельно направлению движения каретки поперечного перемещения.
Отклонение от прямолинейности движения каретки поперечного перемещения на длине 100 мм не должно превышать 0,001 мм в горизонтальной плоскости и 0,003 мм в вертикальной плоскости.
2.3.3. Определение отклонения от параллельности каждой опорной поверхности каретки продольного перемещения направлению ее движения, а также отклонения от параллельности опорных поверхностей между собой.
Приведите сферический наконечник измерительной головки в контакт с рабочей поверхностью поверочной линейки, установленной на передней (задней) опорной поверхности каретки.
Передвигая каретку продольного перемещения, наблюдайте показания по шкале измерительной головки. Разность А (Б) показаний, полученных при контакте наконечника с крайними точками передней (задней) поверхности каретки, соответствует отклонению от параллельности передней (задней) опорной поверхности.
Алгебраическая разность значений А и Б соответствует отклонению от параллельности передней и задней опорных поверхностей между собой.
Примечание. Если при вычислении разности А из показания, полученного в крайней левой точке передней поверхности, вычитается показание, снятое в крайней правой точке передней поверхности (или наоборот), то и прия вычислении разности Б следует соблюдать тот же порядок.
Каждая из разностей А и Б не должна превышать 0,01 мм на длине 200 мм. Алгебраическая разность значений А и Б не должна быть более 0,005 мм.
2.3.4. Проверка совпадения плоскостей передней и задней опорных поверхностей каретки продольного перемещения.
При проверке применяйте методику, изложенную в подразделе 2.3.3, но поверочную линейку устанавливайте параллельно направлению движения каретки поперечного перемещения одновременно на переднюю и заднюю опорные поверхности каретки продольного перемещения. При этом линейку укладывайте поочередно в три положения: крайнее правое, среднее, крайнее левое.
Разность показаний по шкале отсчетного устройства в каждом положении не должна превышать 0,005 мм на длине 100 мм.
2.3.5. Определение усилия сдвига кареток.
Для определения усилия сдвига предварительно проверьте установку микроскопа в горизонтальное положение по уровню, встроенному в основание. После этого к проверяемой каретке присоедините пружинный динамометр и с его помощью перемещайте каретку, отметьте показание динамометра в момент сдвига каретки. Усилие сдвига проверьте в прямом и обратном направлениях движения кареток.
2.3.6. Определение отклонения от перпендикулярности направлений движения кареток продольного и поперечного перемещения.
Длинное ребро 1 (черт. 2) поверочного угольника, расположенного на рабочей поверхности предметного стола, установите параллельно направлению движения каретки продольного перемещения с помощью регулировочных винтов стола.
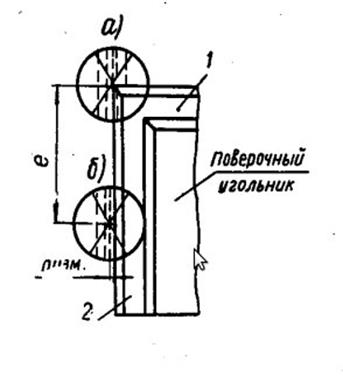 Микрометрическим винтом каретки продольного перемещения совместите перекрестие штриховой сетки с изображением короткого ребра 2 угольника, отступив 0,2 — 0,5 мм от вершины угла угольника (черт. 2а), и снимите отсчет по шкале каретки продольного перемещения или установите нулевое показание по табло координаты Х.
Микрометрическим винтом каретки продольного перемещения совместите перекрестие штриховой сетки с изображением короткого ребра 2 угольника, отступив 0,2 — 0,5 мм от вершины угла угольника (черт. 2а), и снимите отсчет по шкале каретки продольного перемещения или установите нулевое показание по табло координаты Х.
 Переместите каретку в поперечном направлении на длину ℓ (100 мм) и, наблюдая по шкале каретки поперечного перемещения или табло У, измерьте отклонение h от перекрестия штриховой сетки до изображения короткого ребра угольника. Для этого вновь совместите микрометрическим винтом каретки продольного перемещения изображение ребра с перекрестием сетки и соответственно отсчитайте показания по той же шкале каретки продольного перемещения или по табло Х. Разность между указанными показаниями или показание табло Х дает измеренное отклонение h изм в миллиметрах (черт. 2б).
Переместите каретку в поперечном направлении на длину ℓ (100 мм) и, наблюдая по шкале каретки поперечного перемещения или табло У, измерьте отклонение h от перекрестия штриховой сетки до изображения короткого ребра угольника. Для этого вновь совместите микрометрическим винтом каретки продольного перемещения изображение ребра с перекрестием сетки и соответственно отсчитайте показания по той же шкале каретки продольного перемещения или по табло Х. Разность между указанными показаниями или показание табло Х дает измеренное отклонение h изм в миллиметрах (черт. 2б).
Действительное отклонение от перпендикулярности направления движения кареток определяйте с учетом действительного угла угольника (αу) в миллиметрах (Δ h к) или в секундах (Δαк).
Колонка визирной системы
2.3.7. Определение соответствия показаний шкалы колонки действительным значениям углов ее наклона.
Установите оптический квадрант на основание кронштейна К2, который закрепите на направляющих колонки вместо визирной системы, колонка при этом должна находиться в вертикальном положении (ноль по шкале колонки), а квадрант должен быть выставлен в горизонтальное положение по уровню. Отсчитайте первое показание.
Наклоните колонку на 6˚, восстановите по уровню горизонтальное положение квадранта и отсчитайте второе показание.
Сравните показания шкалы колонки с разностью показаний, полученных по квадранту.
Аналогичным способом определите соответствие показаний шкалы колонки показаниям квадранта при наклоне колонки на 12˚30'.
Поверку проводите при наклоне колонки вправо и влево. Показания шкалы колонки не должны отличаться от действительных углов наклона по квадранту более чем на ±5'.
2.3.8. Определение смещения изображения лезвия ножа при наклоне колонки на 12˚30' в обе стороны от вертикального положения.
Установите в центрах 1 (черт. 3) микроскопа контрольный валик 2; в тубусе визирной системы при этом должен находиться объектив 3х.
 Установив визирную систему на резкое изображение лезвия ножа валика и осторожно вращая валик в центрах, убедитесь, что изображение лезвия ножа остается резким при повороте валика на 180˚.
Установив визирную систему на резкое изображение лезвия ножа валика и осторожно вращая валик в центрах, убедитесь, что изображение лезвия ножа остается резким при повороте валика на 180˚.
Совместите при вертикальном положении колонки наблюдаемое в поле зрения визирной системы изображение лезвия ножа валика с вертикальной (центральной) линией сетки угломерной головки и отсчитайте показание а' 0 по шкале каретки продольного перемещения (черт. 3а). В микроскопах УИМ-29 по табло Х устанавливают нулевое показание.
 Наклоняя колонку поочередно влево и вправо на 12˚30' при наличии смещения n 1 и n 2 перекрестия сетки угломерной головки относительно среднего положения (черт. 3б и в), вновь совместите изображение лезвия ножа валика с той же центральной линией штриховой сетки и получите показания а 1 и а 2.
Наклоняя колонку поочередно влево и вправо на 12˚30' при наличии смещения n 1 и n 2 перекрестия сетки угломерной головки относительно среднего положения (черт. 3б и в), вновь совместите изображение лезвия ножа валика с той же центральной линией штриховой сетки и получите показания а 1 и а 2.
Значения n 1 и n 2 определите по формулам
n1=a1 — a0
n2=a2 — a0
Для микроскопов УИМ-29 смещения n 1 и n 2 определяйте по показаниям табло Х.
После снятия показания а 1 вновь установите колонку микроскопа в нулевое положение и совместите изображение центральной линии штриховой сетки с изображением лезвия ножа валика, отсчитав показание а ''0. Разность показаний а '0 и а ''0 не должна быть более 0,0005 мм. Из показаний a '0 и a ''0 вычислите среднее арифметическое значение а 0.
Аналогичную проверку проводите при измерении n 2.
Смещения n 1 и n 2 определяйте при закрепленном, а затем при открепленном стопорном винте колонки.
Визирная система
2.3.9. Определение соответствия длины участка между крайними линиями штриховой сетки угломерной головки при различных увеличениях объективов длине участка изображения образцовой шкалы.
Поместите на предметный стол образцовую шкалу 2-го разряда. Установите шкалу с помощью регулировочных винтов предметного стола параллельно направлению движения каретки продольного перемещения.
Введя в поле зрения участок образцовой шкалы, имеющий нулевые поправки, совместите изображение одного из штрихов этого участка с крайней штриховой линией сетки угломерной головки.
При несовпадении изображения второго штриха этого же участка шкалы с другой крайней штриховой линией сетки, отстоящей на расстояние 0,9 мм, измерьте отклонение по шкале каретки продольного перемещения.
Таких измерений произведите не менее пяти и вычислите среднее арифметическое значение отклонения, которое не должно превышать значений, указанных в таблице 1 (см. стр.6).
Проверку осуществляйте с бинокулярной насадкой и со всеми объективами в центре и на краях поля зрения, смещая изображение шкалы на края поля зрения микрометрическим винтом поперечной подачи.
При проверке с объективом 3х отклонение определяйте для расстояния 0,6 мм между средними штриховыми линиями сетки угломерной головки; оно не должно превышать ±0,0005 мм.
2.3.10. Определение отклонения от параллельности горизонтальной линии штриховой сетки угломерной головки визирной системы направлению движения каретки продольного перемещения.
Проверку производите при нулевом показании по шкале угломерной головки. Регулировочными винтами предметного стола установите изображение ребра поверочной линейки (поверочного угольника) параллельно направлению движения каретки продольного перемещения.
В случае несовпадения горизонтальной штриховой линии сетки с изображением ребра линейки (угольника) добейтесь совпадения, разворачивая штриховую сетку, и снимите отсчеты по шкале угломерной головки. Таких совмещений и отсчетов произведите не менее трех. Вычислите среднее арифметическое значение, определяющее отклонение от параллельности горизонтальной линии штриховой сетки угломерной головки направлению движения каретки продольного перемещения; оно не должно превышать ±1´.
2.3.11. Определение несовпадения точки пересечения штриховой линии сетки угломерной головки с осью ее вращения.
Поместите поверочную линейку (поверочный угольник) на предметный стол так, чтобы при нулевом показании по шкале угломерной головки вертикальная центральная линия штриховой сетки совпадала с изображением ребра линейки (угольника), и снимите отсчет по шкале каретки продольного перемещения.
Поверните сетку на 180°, снова совместите вертикальную штриховую линию сетки с изображением ребра линейки (угольника) и снимите отсчет по той же шкале.
Разность показаний каретки продольного перемещения несовпадение точки пересечения штриховых линий с осью вращения сетки угломерной головки.
Произведите не менее трех измерений и вычислите среднее арифметическое значение.
Аналогично определите несовпадение в другом направлении, устанавливая для этого линейку (угольник) параллельно направлению движения каретки продольного перемещения. Показания снимите по шкале каретки поперечного перемещения при установке по шкале угломерной головки отсчетов 0° и 180° и при совмещении в каждом положении ребра линейки (угольника) с горизонтальной штриховой линией сетки.
Среднее арифметическое значение разностей не должно превышать 0,001 мм.
Бинокулярная насадка
2.3.12. Определение качества изображения в поле зрения бинокулярной насадки.
Качество изображения в микроскопах УИМ-200Э и УИМ-29 проверяйте при помощи объектива 3х и соответствующей осветительной насадки. Шкалу диафрагмы установите на отсчет 12 — 14 мм. В освещенном поле зрения бинокулярной насадки должны быть видны изображения штрихов сетки угломерной головки и изображения штрихов меры.
2.3.12.1. Определение качества изображения с помощью рассматривания штрихов сетки угломерной головки.
Изображение двух взаимно перпендикулярных штрихов сетки угломерной головки должны быть видны одинаково резко. Качество изображения штрихов следует считать неудовлетворительным, если требуются две различный фокусировки для получения резкого изображения штрихов каждого из двух направлений.
При нерезко видимых штриховых линиях сетки допускается перефокусировка окуляров для улучшения резкости пересекающихся сплошных линий сетки в пределах 0,5 диоптрии, после чего оба сплошных штриха должны быть видны одинаково резко без дополнительной фокусировки на каждый из них в отдельности.
При проверке с помощью диоптрийной трубки поместите ее за окуляром и наведите на резкое изображение одной из штриховых линий сетки; вторая штриховая линия сетки, перпендикулярная к первой, должна быть также четкой без изменения фокусировки. В этом положении снимите отсчет по шкале диоптрийной трубки.
Наведите диоптрийную трубку на резкое изображение сплошных линий сетки и получите второе показание.
Разность двух показаний определяет параллакс, который не должен быть более 0,5 диоптрии.
В микроскопах, находящихся в эксплуатации, параллакс определяется по диоптрийным шкалам окуляров бинокулярной насадки.
2.3.12.2. Определение качества изображения с помощью миры.
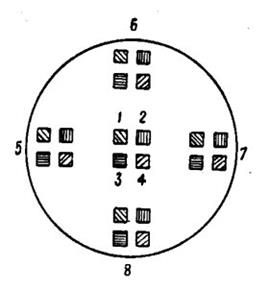 Изображение миры наблюдайте в центре и по краям поля зрения бинокулярной насадки. Сначала сфокусируйте визирную систему на четкое изображение штрихов миры при расположении ее в центре (черт. 4, положения 1-4).
Изображение миры наблюдайте в центре и по краям поля зрения бинокулярной насадки. Сначала сфокусируйте визирную систему на четкое изображение штрихов миры при расположении ее в центре (черт. 4, положения 1-4).
Качество изображения считается хорошим, если штрихи всех направлений видны раздельно четко без изменения фокусировки.
 Сохраняя неизменной фокусировку, последовательно установите миру в четыре крайних положения (черт. 4, положения 5-8), при которых наблюдается изображения вертикальных, горизонтальных и наклонных штрихов миры. Допускается перефокусировка окуляра в пределах 0,5 диоптрии (по сравнению с фокусировкой в центре) для наилучшего разрешения штрихов миры в каждой точке, находящейся на краю поля зрения.
Сохраняя неизменной фокусировку, последовательно установите миру в четыре крайних положения (черт. 4, положения 5-8), при которых наблюдается изображения вертикальных, горизонтальных и наклонных штрихов миры. Допускается перефокусировка окуляра в пределах 0,5 диоптрии (по сравнению с фокусировкой в центре) для наилучшего разрешения штрихов миры в каждой точке, находящейся на краю поля зрения.
Проверьте, кроме того, отсутствие окрашенности краев светлых и темных штрихов миры, ореолов вокруг светлых знаков миры и вторичных изображений (двойников) знаков миры.
2.3.13. Определение разности увеличений правого и левого микроскопов бинокулярной насадки.
Устанавливая телескопическую трубку поочередно за окуляром каждого микроскопа, наблюдайте соотношение произвольно выбранного количества делений образцовой штриховой меры и соответствующего количества делений телескопической трубки.
Увеличение V каждого микроскопа бинокулярной насадки определяйте по формуле

где b — число делений шкалы телескопической трубки, соответствующее числу а делений образцовой шкалы;
c — цена деления шкалы телескопической трубки, мм;
f — фокусное расстояние телескопической трубки, мм.
Увеличение правого и левого микроскопов бинокулярной насадки не должно отличаться более чем на 1,5%.
2.3.14. Определение отклонения от параллельности осей окуляров бинокулярной насадки.
Установите сдвоенную телескопическую зрительную трубку за окулярами бинокулярной насадки. Диоптрийные шкалы обоих окуляров насадки установите в нулевое положение. Наблюдая в левый окуляр телескопической трубки, совместите изображение перекрестия штриховой сетки микроскопа с перекрестием телескопической трубки, после чего наблюдайте в правом окуляре положение изображения перекрестия штриховой сетки микроскопа относительно прямоугольника (поля) шкалы допусков. Перекрестие штриховой сетки должно располагаться в пределах допускового прямоугольника. Проверку непараллельности осей проводите при наибольшей и наименьшей (72 и 54 мм) базах межзрачкового расстояния, при этом допускается изменять положение перекрестия штриховой сетки в пределах допускового прямоугольника, но не более чем на 50% поля допуска. Допускаемое отклонение от параллельности осей, находящееся в пределах прямоугольника, удовлетворяет следующим требованиям:
расхождение по вертикали — не более 15´;
схождение в горизонтальной плоскости — не более 20´;
расхождение в горизонтальной плоскости — не более 60´.
2.3.15. Определение разности углов поворота изображения вокруг оптической оси двух оптических систем бинокулярной насадки.
Измерьте угол поворота изображения в каждом канале бинокулярной насадки. Наблюдайте в поле зрения одного из каналов изображение ребра поверочной линейки (угольника), установленной параллельно вертикальной линии штриховой сетки угломерной головки. Снимите отсчет по шкале угломерной головки микроскопа, после чего, наблюдая через второй канал бинокулярной насадки, совместите вертикальную линию штриховой сетки с тем же ребром поверочной линейки (угольника) и получите второй отсчет по шкале угломерной головки микроскопа.
Абсолютное значение алгебраической разности полученных отсчетов (с учетом знака направления поворота изображения) не должно превышать 30´.
Отсчетное устройство для угловых измерений
2.3.16. Определение соответствия изображения одного деления градусной шкалы изображению всего участка минутной шкалы.
При проверке микроскопов УИМ-200Э и УИМ-29 последовательно совместите штрихи 1, 91, 181 и 271º лимба с серединой короткого биссектора, расположенного вверху минутной шкалы масштабной сетки; тогда деления 0, 90, 180 и 270º лимба должны совпадать с серединой короткого биссектора, расположенного внизу минутной шкалы масштабной сетки; несовпадение оцените на глаз в долях ширины биссектора. Такую проверку проведите на каждом из указанных выше участков не менее пяти раз; вычислите среднее арифметическое; оно не должно превышать 1/4 ширины биссектора.
При проверке микроскопа УИМ-200 один из штрихов градусной шкалы совместите с крайним штрихом минутной шкалы. Следующий штрих градусной шкалы должен при этом совместиться с другим крайним штрихом минутной шкалы. Количество, номинальные значения поверяемых участков и число отсчетов — те же, что и для микроскопов УИМ-200Э и УИМ-29. Среднее значение отклонения не должно превышать 0,5 ширины штриха минутной шкалы.
2.3.17. Определение правильности ориентировки изображения штрихов минутной шкалы относительно изображения штрихов лимба.
Правильность ориентировки в микроскопах УИМ-200Э и УИМ-29 проверяйте по центральным биссекторам минутной шкалы, соответствующим 30´ и 40´. Левый конец изображения штриха градусной шкалы лимба введите в середину левого конца биссектора 40´, при этом правый конец изображения штриха лимба должен располагаться в середине правого конца предыдущего биссектора минутной шкалы. Наблюдаемое отклонение не должно превышать 1/4 ширины биссектора (оценивать на глаз).
В микроскопах УИМ-200 не должно быть заметного перекоса штрихов минутной шкалы по отношению к штрихам лимба. Изображения штрихов минутной шкалы должны быть расположены симметрично относительно штрихов лимба. Несимметричность в направлении длины штриха не должна быть более 1/6 длины штриха лимба.
2.3.18. Определение погрешности угломерной головки.
Погрешность угломерной головки определяйте с помощью поверочной линейки, установленной на круглом столе СТ-9 или СТ-26. Ребро линейки предварительно совместите с осью вращения стола следующим образом: установите отсчеты 0º по шкалам угломерной головки и микроскопа круглого стола, совместите изображение ребра поверочной линейки с изображением горизонтальной линии штриховой сетки; разворачивая поворотную часть круглого стола с линейкой на 180º, методом последовательных приближений добейтесь совмещения ребра линейки с осью вращения стола; повторите эти операции, совместив изображение ребра линейки с изображением вертикальной штриховой линии; затем установите лимб угломерной головки поочередно на отсчеты 0, 45, 90, 135, 180, 225, 270, 315, 0º, совмещая при каждом положении лимба угломерной головки поворотом круглого стола изображение ребра линейки в поле зрения визирной системы с одной и той же штриховой линией сетки и снимая показания
α0´, α45...α315, α0´´ в поле зрения микроскопа круглого стола. В каждом положении снимайте не менее пяти показаний и вычисляйте средние арифметические значения. Затем вычислите среднее арифметическое значение α0 показаний α0´и α0´´, соответствующих нулевому положению лимба угломерной головки в начале и конце измерения.
Погрешность Δ i угломерной головки определите по формулам


…........................

При отсутствии круглого стола погрешность угломерной головки определяйте с помощью поверочного угольника, для чего установите угольник на предметном столе микроскопа так, чтобы длинное ребро было параллельно направлению каретки продольного перемещения. Совместите изображение короткого ребра угольника с вертикальной центральной штриховой линией сетки микрометрическим винтом каретки продольного перемещения снимите показание α0´ по шкале угломерной головки.
Поворачивая штриховую сетку, совместите последовательно центральную штриховую линию с изображением ребер угольника и снимите показания. Совмещение и снятие показаний повторите по пять раз для каждого положения (0, 90, 180, 270 и 0º) и вычислите средние арифметические значения. Затем вычислите среднее арифметическое значение α0 показаний α0´ и α0´´, соответствующих начальному положению лимба в начале и конце измерения.
Погрешность угломерной головки определите по формулам



Разность между наибольшим и наименьшим значениями погрешности не должна превышать ±1´.
Центровые бабки со скалками и центрами
2.3.19. Определение радиального биения скалок при любом их вылете относительно бабок.
До начала проверки соответствующую бабку сдвиньте до упора по направлению к оси микроскопа и закрепите ее.
Биение определяйте при трех положениях (вылетах) каждой скалки: l 1=20 мм, l 2=50 мм и l 3=90 мм.
Открепив стопорные винты скалки и выдвинув ее на требуемую длину (l 1, l 2 или l 3), подведите к образующей скалки наконечник измерительной головки, закрепленной в кронштейне К1. Осторожно вращая скалку, следите за показаниями шкалы измерительной головки. Разность между наибольшим и наименьшим отсчетами определяет величину биения скалки.
Величина радиального биения не должна быть более 0,002 мм для микроскопов, выпускаемых из производства и ремонта, и 0,003 мм для микроскопов, находящихся в эксплуатации.
2.3.20. Определение износа прямых центров.
Расположите скалку и проверяемым центром в призме на предметном столе. Совместите штриховую линию сетки с изображением образующей конуса проверяемого центра, который предварительно, перемещая скалку, выставьте так, чтобы образующая конуса была параллельна горизонтальной линии штриховой сетки при ее нулевом положении, после чего скалку закрепите на столе струбциной.
 Вращая центр в скалке, найдите наибольшее отклонение а (черт. 5) от прямолинейности и измерьте его с помощью шкалы каретки поперечного перемещения или по табло У. При этом следите за состоянием острия центра: оно должно быть заостренным, на нем не должно быть заусенцев, зазубрин, вмятин.
Вращая центр в скалке, найдите наибольшее отклонение а (черт. 5) от прямолинейности и измерьте его с помощью шкалы каретки поперечного перемещения или по табло У. При этом следите за состоянием острия центра: оно должно быть заостренным, на нем не должно быть заусенцев, зазубрин, вмятин.
 Расстояние а измерьте не менее трех раз. Вычислите среднее арифметическое результатов измерений, оно не должно превышать 0,01 мм для микроскопов, находящихся в эксплуатации.
Расстояние а измерьте не менее трех раз. Вычислите среднее арифметическое результатов измерений, оно не должно превышать 0,01 мм для микроскопов, находящихся в эксплуатации.
2.3.21. Определение радиального биения центров при вращении скалок.
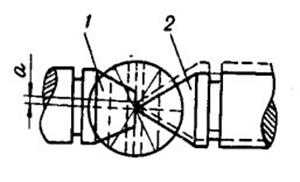 К плоской поверхности центра 1 (черт. 6), установленного в одной из скалок, подведите до упора острие проверяемого центра 2, установленного во второй скалке. Вращайте скалку на 360º, причем отметьте по шкале каретки поперечного перемещения или по табло У наибольшее смещение а острия центра относительно перекрестия штриховой сетки, которое и определяет биение центра.
К плоской поверхности центра 1 (черт. 6), установленного в одной из скалок, подведите до упора острие проверяемого центра 2, установленного во второй скалке. Вращайте скалку на 360º, причем отметьте по шкале каретки поперечного перемещения или по табло У наибольшее смещение а острия центра относительно перекрестия штриховой сетки, которое и определяет биение центра.
 Определив биение всех центров, находящихся в комплекте, в сочетании с одной скалкой, выполните эту операцию со второй скалкой.
Определив биение всех центров, находящихся в комплекте, в сочетании с одной скалкой, выполните эту операцию со второй скалкой.
Радиальное биение центров не должно превышать 0,005 мм.
2.3.22. Определение отклонения от параллельности линии центров направлению движения каретки продольного перемещения.
Отклонение от параллельности определяйте при следующих положениях бабок и скалок:
для валика 20 мм — при сдвинутых бабках и наибольших вылетах скалок;
для валика 500 мм:
а) при полностью раздвинутых бабках и наибольшем вылете скалок;
б) при сдвинутых к раю правой бабки и к центру левой бабке и наименьших вылетах обеих скалок;
в) при сдвинутых к краю левой бабке и к центру правой бабке и наименьших вылетах скалок;
для валика 200 мм:
а) при бабках, находящихся в среднем положении, и наибольших вылетах скалок;
б) при симметрично расположенных бабках и наибольшем вылете скалок;
в) при сдвинутой к центру левой бабке и наибольшем вылете скалки и среднем положении правой бабки и наименьшем вылете скалки;
г) при сдвинутой к центру правой бабке и наибольшем вылете скалки и среднем положении левой бабки и наименьшем вылете скалки.
Проверку производите при перемещении каретки на 20 и 200 мм.
Отклонение от параллельности в вертикальной плоскости определяйте следующим образом:
присоедините измерительную головку к объективу визирной системы с помощью кронштейна К1 и установите его так, чтобы ось наконечника была расположена вертикально. Перемещайте каретки микроскопа так, чтобы наконечник измерительной головки расположился против одного из концов валика на расстоянии приблизительно 0,5 — 1 мм от торца, и приведите наконечник в контакт с поверхностью валика.
Для исключения влияния биения скалок предварительно, до начала проверки, приведите скалки, вращая их, в положение наибольшего или наименьшего биения.
Передвигая микрометрическим винтом каретку поперечного перемещения, получите наибольшее показание по шкале измерительной головки, затем, сдвинув каретку продольного перемещения на длину валика, аналогичным способом найдите наибольшее показание в требуемом сечении на другом конце валика.
Разность наибольших показаний по шкале измерительной головки в двух точках валика, отстоящих одна от другой на расстоянии 20 или 200 мм, соответствует отклонению от параллельности линии центров в вертикальной плоскости на этих длинах.
При определении отклонения от параллельности линии центров в горизонтальной плоскости расположите измерительную головку так, чтобы ось наконечника была расположена горизонтально, и плоскость наконечника приведите в контакт с образующей валика примерно в его горизонтальном диаметральном сечении. Медленно перемещая кронштейн по колонке, найдите наибольшее показание по шкале измерительной головки и в этом положении определите отклонение от параллельности на расстоянии 20 или 200 мм при соответствующих положениях бабок и скалок.
Отклонения от параллельности линии центров в вертикальной и горизонтальной плоскостях не должны превышать 0,005 мм на длине 20 мм и 0,010 мм на длине 200 мм.
2.3.23. Определение разности толщин опорных планок для установки измерительных ножей.
Толщину каждой планки измеряйте в девяти точках, равномерно распределенных по площади планки. Наибольшая разность полученных значений толщины каждой планки не должна быть более 0,003 мм.
Вычислите среднее арифметическое значение результатов измерения толщины каждой планки. Определите разность средних значений толщины планок в следующих сочетаниях:1—2, 2一3, 1—3. Наибольшая из полученных разностей не должна превышать 0,005 мм.
2.3.24. Определение несовпадения линии центров с рабочими плоскостями измерительных ножей, располагаемых на опорных поверхностях каретки продольного перемещения.
На каждую опорную поверхность поместите приблизительно в среднем сечении по блоку концевых мер длины. Длина каждого блока
l =А+В+ 
где А ——номинальная высота измерительного ножа (5 мм);
В ——среднее арифметическое значение толщины планок для установки измерительных ножей, мм;
Д——диаметр цилиндрического валика длиной 200 мм.
Установите цилиндрический валик в центра. Закрепите измерительную головку со сферическим наконечником в кронштейне К1 на объективе визирной системы.
Приведите наконечник измерительной головки в контакт с измерительной поверхностью одного из блоков концевых мер и снимите первое показание (а1) по шкале измерительной головки. Затем, передвигая каретку поперечного перемещения, приведите наконечник в контакт с наивысшей точкой поперечного сечения валика и снимите второе показание а2.
Разверните кронштейн с измерительной головкой так, чтобы можно было привести измерительный наконечник в контакт с измерительной поверхностью блока концевых мер, находящегося на противоположной опорной поверхности. Передвигайте каретку поперечного перемещения до получения контакта наконечника с наивысшей точкой образующей валика в том же среднем сечении. Соответственно получите отсчеты а 3 и а 4. По максимальному значению двух сравниваемых разностей а2 - а1 и а4 — а3оценивают несовпадение линии центров с рабочей плоскостью измерительных ножей, которое не должно превышать ±0,01 мм. При этом разности не должны расходиться между собой более чем на 0,01 мм.
Проверку несовпадения линии центров с плоскостью измерительных ножей производите в среднем и двух крайних сечениях валика, перекладывая соответственно блоки концевых мер на опорных поверхностях продольной каретки.
Примечание. До начала измерения, вращая валик в центрах на 360°, установите его в положение наибольшего или наименьшего биения.
2.3.25. Определение отклонения от параллельности линии обратных центров направлению движения каретки продольного перемещения.
Отклонение определяйте в вертикальной и горизонтальной плоскостях, установив в скалках обратные центра и закрепив в них цилиндрический валик с прямыми,центрами.
Методика проверки аналогична указанной в подразделе 2.3.22.
Разность показаний по шкале измерительной головки не должна превышать при поверке в вертикальной плоскости 0,010 мм на расстоянии 100 мм, при поверке в горизонтальной плоскости 0,030 мм на расстоянии 100 мм.
Предметный стол
2.3.26. Определение отклонения от плоскостности рабочей поверхности стеклянной пластины предметного стола.
Отклонение от плоскостности определяйте последовательным наложением на поверхность пластины плоской стеклянной пластины. Шаг переналожения должен быть равен половине диаметра (d) применяемой пластины. При каждом наложении пластины, слегка нажимая на нее, получите наименьшее число интерференционных колец (полос). Допускается не более трех колец (полос) на диаметре 100 мм при наблюдении в белом свете.
Отклонение N от плоскостности на всей поверхности стекла длиной I мм вычислите в микрометрах по формуле

где m ——наибольшее отклонение от плоскостности рабочей поверхности поверяемого стола на участке, равном диаметру применяемой пластины.
Для получения значения N умножьте 0,3 мкм на число полученных полос. Отклонение от плоскостности на всей длине рабочей поверхности пластины не должно превышать 4,5 мкм.
2.3.27. Определение отклонения от параллельности поверхности стеклянной пластины предметного стола направлению движения кареток.
Присоедините измерительную головку к объективу визирной системы с помощью кронштейна К1. Сферический наконечник приведите в контакт со стеклянной пластиной стола. Перемещая каретку в одном направлении, снимите отсчет по шкале измерительной головки в крайних точках поверяемого участка.
Разность отсчетов определяет отклонение от параллельности. Проверку отклонения от параллельности следует производить не менее чем на трех участках, равномерно распределенных по длине рабочей поверхности предметного стола, как в продольном, так и в поперечном направлении.
Отклонение не должно превышать 0,020 мм на длине 200 мм для продольного направления и 0,015 мм на длине 100 мм для поперечного направления.
Контрольный цилиндрический калибр для поверки измерительных ножей
2.3.28. Определение отклонения от прямолинейности образующих контрольного калибра.
Отклонение от прямолинейности определяйте, установив калибр в центрах микроскопа. К образующим каждого пояска калибра прикладывайте лезвие измерительного ножа, при этом не должно наблюдаться просвета.
2.3.29. Определение радиального биения центров контрольного калибра.
Наконечник измерительной головки, присоединенный к объективу визирной системы с помощью кронштейна К1 приведите в контакт с цилиндрической поверхностью пояска калибра. Медленно вращая калибр в центрах вокруг оси, наблюдайте за показаниями измерительной головки, отмечая наибольшее и наименьшее значения. Радиальное биение определяется разностью этих показаний и не должно превышать 0,002 мм.
2.3.30.Определение диаметров рабочих поясков контрольного калибра.
Измерьте диаметр каждого пояска в четырех сечениях, перпендикулярных к оси, через каждые 45°. Определите овальность каждого пояска цилиндра как максимальную разность полученных значений.
Конусность калибра определяется разностью средних значений результатов измерений диаметров двух крайних поясков.
Конусность и овальность не должны превышать 0,0005 мм. Значение диаметра не должно отличаться более чем на ±0,0005 мм от значения, указанного на торце калибра.
Определение погрешностей микроскопа.
2.3.31. Определение погрешностей микроскопа при измерениях проекционным методом.
2.3.31.1. Определение погрешностей Δ1' и Δ1'' микроскопа при измерении длины участков шкалы.
Погрешность определяйте при увеличении 30. Для проверки микроскопов УИМ-200Э и УИМ-29 применяйте бинокулярную насадку. Диаметр осветительной диафрагмы устанавливайте 13—14 для микроскопов УИМ-200Э и УИМ-29 и 20 для микроскопов УИМ-200.
Для определения погрешности Δ1' поместите образцовую шкалу на середину предметного стола микроскопа приблизительно параллельно направлению движения каретки продольного перемещения так, чтобы направления возрастания отсчетов образцовой шкалы и шкалы микроскопа, а также их нулевые деления совпали.
Сфокусируйте визирную систему на штрихи шкалы. Винтами перемещения предметного стола выставьте образцовую шкалу так, чтобы ее продольная ось была параллельна направлению движения каретки продольного перемещения.
Измерьте длину следующих участков шкалы: 0—50,0_100, 0——150, 0—200 мм. При измерении каждого участка последовательно совмещайте одну и ту же штриховую линию сетки угломерной головки с изображениями нулевого и крайнего делений измеряемого участка, снимая отсчеты по шкале каретки продольного перемещения или по табло X. Разность между полученными показаниями определяет длину L участка. Длину одного и того же участка измеряйте не менее трех раз, вычисляя среднее арифметическое значение в миллиметрах. Погрешность Δ1' определяйте по формуле

где LД — действительная длина измеряемого участка образцовой шкалы из свидетельства о ее поверке, мм.
Для определения погрешности Δ1'' образцовую шкалу расположите параллельно направлению движения каретки поперечного перемещения. Условия измерения и методика поверки аналогичны описанным для погрешности Δ1'. Погрешность Δ1'' определяйте измерением участков 0—25, 0—50,0—75 и
0——100 мм шкалы.
Для микроскопов УИМ-29 погрешности Δ1' и Δ1'' можно определить, не вычисляя их по выше указанной формуле, предварительно введя в память системы действительное значение измеряемого участка шкалы.
Погрешности Δ1' и Δ1" для каждого участка определяются средними арифметическими значениями показаний табло X и У.
Аналогично определяйте погрешность на трех любых участках измерительного диапазона с интервалом 50 мм при измерении в продольном направлении и с интервалом 25 мм ——в поперечном направлении.
Значения погрешностей Δ1' и Δ1'' не должны превышать предела допускаемой погрешности, указанного в п.1 табл. 2.
Таблица 2 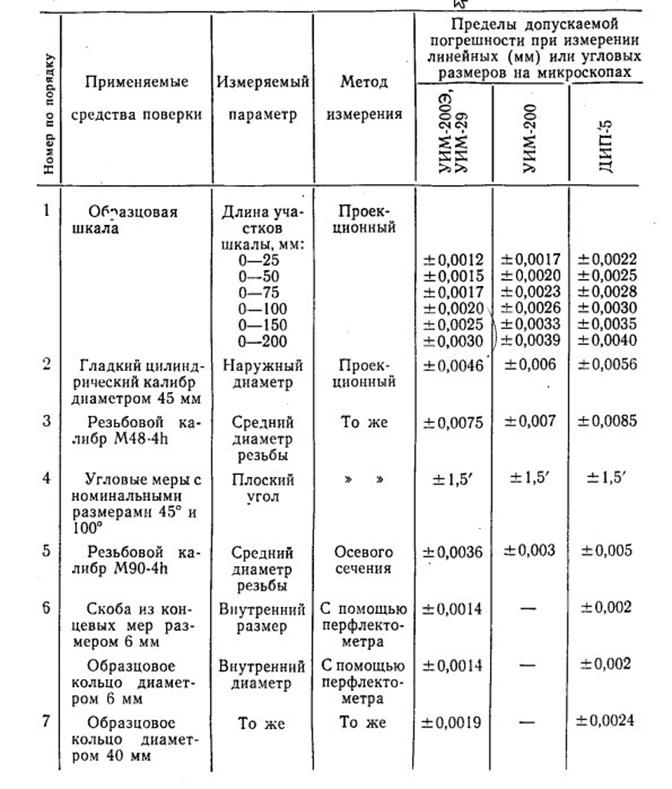
2.3.31.2. Определение погрешности Δ2 микроскопа при измерении диаметра гладкого цилиндрического калибра.
Измерения производите при увеличении 30. При проверке микроскопов УИМ-200Э и УИМ-29 применяйте проекционную насадку. Диаметр отверстия осветительной диафрагмы выбирайте по таблице наивыгоднейших диаметров диафрагмы для измерения гладких цилиндров (из технического описания и инструкции по эксплуатации микроскопа).
Сфокусируйте визирную систему на плоскость осевого сечения. Для этого, сближая центра скалок и наблюдая их в поле зрения визирной системы, добейтесь их резкого изображения, обеспечивая этим измерение диаметра в осевой плоскости центров. Не изменяя фокусировки микроскопа, установите в центра измеряемый калибр. Измеряйте диаметр цилиндрического калибра, последовательно совмещая одну и ту же горизонтальную линию штриховой сетки с образующими калибра и снимая отсчеты по шкале каретки поперечного перемещения или по табло X. Разность полученных показаний соответствует диаметру цилиндрического калибра. Измерения диаметра повторяйте не менее трех раз в одном и том же сечении калибра, вычисляя затем среднее арифметическое значение D.
Погрешность Δ2 определяйте в миллиметрах по формуле

где DД — действительный диаметр гладкого калибра из свидетельства о его поверке, мм.
Для микроскопов УИМ-29 погрешность Δ2 определяется средним арифметическим значением показаний табло У. Можно определить погрешность Δ2, предварительно введя в память вычислительной системы значение действительного диаметра DД.
Полученные значения погрешности Д2 не должны превышать предела допускаемой погрешности, указанного в п. 2 табл. 2.
2.3.31.3. Определение погрешности Δ3 микроскопа при измерении среднего диаметра резьбового калибра.
Измерения производите при увеличении 30, При проверке микроскопов УИМ-200Э и УИМ-29 применяйте бинокулярную насадку.
Установите наивыгоднейший диаметр осветительной диафрагмы для данного резьбового калибра.
Колонку при измерении наклоняйте вправо и влево на угол ω, равный углу подъема резьбы измеряемого калибра. Числовое значение угла ω наклона колонки в градусах определите по формуле

где Р — шаг измеряемой резьбы, мм;
d2 ——средний диаметр измеряемой резьбы, мм.
Установив требуемую диафрагму, сфокусируйте визирную систему на плоскость осевого сечения центров.
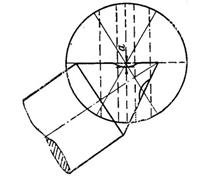
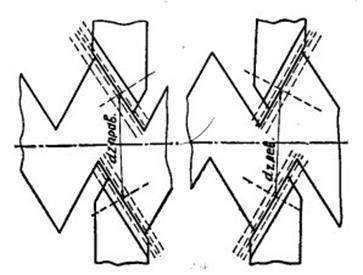
Установите резьбовой калибр в центра и, не изменяя фокусировки, измерьте средний диаметр резьбы по правым (d2прав) и левым (d2лев) сторонам одного и того же витка. При измерении колонку наклоните на требуемый угол для получения резкого изображения измеряемой стороны профиля. Вращая сетку угломерной головки, установите ее центральную штриховую линию параллельно стороне профиля резьбы и перемещением каретки продольного или поперечного перемещения совместите их, как показано на черт. 7; при этом штриховая линия, перпендикулярная к первой, должна делить измеряемую сторону резьбы примерно пополам. Совместив центральную штриховую линию со стороной профиля резьбы, отсчитайте показание A' по шкале каретки поперечного перемещения или установите ноль на табло У.

 Передвигайте каретку поперечного перемещения до появления в поле зрения диаметрально противоположной стороны профиля. Колонку микроскопа наклоните в противоположную сторону на тот же угол ω.
Передвигайте каретку поперечного перемещения до появления в поле зрения диаметрально противоположной стороны профиля. Колонку микроскопа наклоните в противоположную сторону на тот же угол ω.
Совместите микрометрическим винтом каретки поперечного перемещения центральную штриховую линию сетки со стороной профиля резьбы, при этом, сетка должна быть установлена параллельно измеряемой стороне профиля. В этом положении отсчитывают показание Б по шкале каретки поперечного перемещения.
Для контроля стабильности визирования повторите совмещение штриховой линии со стороной профиля резьбы трижды, снимая каждый раз отсчет по шкале или по табло У.
Значения А и Б вычислите как средние арифметические показания А', A'', A''' и Б', Б", Б''' при этом наибольшая разность между отсчетами, полученными на каждой стороне резьбы, не должна превышать 0,0015 мм. Если разность превышает указанную, проверьте правильность штриховой линии сетки стороне профиля резьбы и отсутствие параллакса между штриховыми линиями сетки угломерной головки и изображением стороны профиля резьбы.
Разность показаний А и Б соответствует среднему диаметру d2прав.
Примечание. После снятия показания A' нельзя перемещать каретку продольного перемещения, так как в этом случае не будет обеспечено измерение d2 в направлении, перпендикулярном к оси центров.
Аналогично измерьте и вычислите d2лев,но штриховую сетку в этом случае разверните так, чтобы центральная штриховая линия была параллельна левым сторонам профиля резьбы.
Значение среднего диаметра определите в миллиметрах по формуле
Определение среднего диаметра производите в одном и том же сечении калибра не менее трех раз, вычисляя затем среднее арифметическое значение.
Погрешность Δ3 микроскопа при измерении среднего диаметра резьбы определите в миллиметрах по формуле

где d'2 ——действительное значение среднего диаметра резьбового калибра из свидетельства о его поверке.
Погрешность Δ3 не должна быть более значения допускаемой погрешности, указанного в п. 3 табл. 2.
2.3.31.4. Определение погрешности Δ4 микроскопа при измерении плоского угла.
В микроскопах УИМ-200Э и УИМ-29 применяйте проекционную насадку. Измерение производите при увеличении микроскопа 30. Осветительную диафрагму устанавливайте удобной для глаза наблюдателя.
Угловую меру расположите на поверхности предметного стола так, чтобы при измерении угла одной меры можно было использовать две смежные четверти угловой шкалы. Выставьте меру с помощью регулировочных винтов стола так, чтобы одна из ее сторон приблизительно была параллельна линии перемещения каретки продольного перемещения.
Определите измеряемый угол по разности показаний угломерной шкалы, полученных при последовательном совмещении одной и той же штриховой линии сетки с каждой рабочей плоскостью меры. Произведите не менее трех таких измерений, вычислите среднее арифметическое.
Погрешность Δ4 микроскопа при измерении плоского угла в градусах определите по формуле

где γ—среднее арифметическое результатов измерения плоского угла;
γД — действительное значение угла меры, взятое из свидетельства о поверке.
Погрешность Δ4 не должна превышать значения допускаемой погрешности, указанного в п. 4 табл. 2.
2.3.32. Определение погрешности Δ5 микроскопа при измерении методом осевого сечения среднего диаметра резьбового калибра.
Для определения погрешности Δ5 микроскопов УИМ-200Э и УИМ-29 применяйте бинокулярную насадку. Осветительную диафрагму устанавливайте удобную для наблюдателя, увеличение микроскопа 30. Перед измерением обязательно проверьте прилегание измерительного ножа к образующей профиля резьбы, наклоняя колонку на угол подъема резьбы. При измерении среднего диаметра и угла профиля резьбы колонку устанавливайте на 0°00'.
 Закрепите на наружной части оправы объектива насадку с полупрозрачной пластиной. Поместите на каждую опорную поверхность каретки продольного перемещения планки с измерительными ножами.
Закрепите на наружной части оправы объектива насадку с полупрозрачной пластиной. Поместите на каждую опорную поверхность каретки продольного перемещения планки с измерительными ножами. 
Сфокусируйте визирную систему на плоскость осевого сечения, при этом в пле зрения одновременно должны наблюдаться резкие изображения теневого контура центров и рисок измерительных ножей.
Не изменяя фокусировки микроскопа, установите в центрах резьбовой калибр.
 При измерении среднего диаметра d2прав разверните штриховую сетку (черт. 8а) так, чтобы центральная штриховая линия была параллельна риске ножа, и микрометрическими винтами кареток совместите штриховую линию, отстоящую от центральной на 0,9 мм, с риской правого ножа, после чего снимите отсчет А' по шкале каретки поперечного перемещения или установите ноль по табло У. Проследите, чтобы в исходном положении перекрестие штриховой сетки делило пополам резьбы.
При измерении среднего диаметра d2прав разверните штриховую сетку (черт. 8а) так, чтобы центральная штриховая линия была параллельна риске ножа, и микрометрическими винтами кареток совместите штриховую линию, отстоящую от центральной на 0,9 мм, с риской правого ножа, после чего снимите отсчет А' по шкале каретки поперечного перемещения или установите ноль по табло У. Проследите, чтобы в исходном положении перекрестие штриховой сетки делило пополам резьбы.
Для контроля стабильности визирования повторите совмещение штриховой линии с риской ножа три раза. Вычислите среднее арифметическое А трех показаний.
Наибольшее расхождение между показаниями, полученными при измерении по каждой стороне профиля калибра, не должно превышать 0,0012 мм.
Передвиньте каретку поперечного перемещения до появления в поле зрения диаметрально противоположной стороны профиля того же витка резьбы. Приложите тот же правый нож к параллельной правой стороне профиля, строго контролируя плотное прилегание ножа. Совместите вторую штриховую линию, тоже отстоящую на 0,9 мм от центральной риски ножа, и снимите отсчет Б' по той же шкале или по табло У. Повторите указанные операции трижды и вычислите среднее арифметическое Б.
Примечание. После получения отсчета А' каретку продольного перемещения сдвигать нельзя.
Разность отсчетов А и Б определяет dсp.прав.
Аналогично определите dср.лев, применяя в этом случае левый измерительный нож и разворачивая штриховую сетку параллельно левым сторонам профиля резьбы (черт. 8б). Предварительно переместите микрометрическим винтом каретки продольного перемещения калибр на 0,5 шага так, чтобы левая сторона того же витка резьбы приблизилась к перекрестию штриховой сетки.
Средний диаметр d2 резьбы калибра в миллиметрах вычислите по формуле
где δ — суммарная поправка к номинальному размеру измерительных ножей, мм.
Поправку δ вычислите по формуле

где а и b ——соответственно поправки к размерам правого и левого измерительных ножей из свидетельства на поверку ножей, мм;
α ——номинальный угол профиля резьбы.
Повторите измерение среднего диаметра не менее трех раз, вычисляя затем среднее арифметическое значение d2. Погрешность Δ5 прибора вычислите по формуле.

Погрешность Δ5 не должна превышать значения допускаемой погрешности, указанного в п. 5 табл. 2.
Поиск по сайту: