АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ЛЕКЦИЯ 14
7.2.3. Настройка и поднастройка технологической системы Теоретические положения. Часть статической настройки
технологической системы, выполняемая перед обработкой заготовок деталей данного наименования, имеет цель придать режущему инструменту положение относительно исполнительных поверхностей станка или приспособления, обеспечивающее получение с требуемой точностью размеров детали или партии деталей.
Для настройки технологической системы прежде всего необходимо знать рабочий настроечный размер Ар, под которым понимают размер, к получению которого необходимо стремиться при настройке.
При настройке технологической системы на обработку одной заготовки и получение единственной детали рабочим настроечным может быть избран размер, находящийся в границах поля допуска, например Аср:
Ар = Аср
Чтобы избежать брака, рабочий старается при изготовлении детали придерживаться безопасной границы поля допуска, смещая рабочий настроечный размер в ее сторону.
Если при настройке режущие кромки инструмента расположить на расстоянии Ар относительно технологической базы заготовки, то размер, полученный в результате ее обработки, будет отличаться от Ар на величину размера динамической настройки Ад системы. Поэтому размер Ас статической настройки технологической системы в зависимости от знака Ад (рис. 7.18)
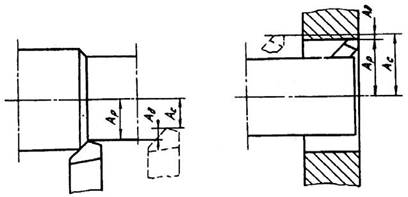
Рис. 7.18. Определение размера статической настройки технологической системы
Трудность настройки технологической системы заключается в том, что рабочему или наладчику, производящему настройку, наперед неизвестно отклонение д размера Ад динамической настройки, поскольку оно является случайной величиной. Лицу, выполняющему настройку, приходится предпринимать несколько попыток, чтобы приблизиться к размеру Ар.
Такой способ настройки технологической системы получил название пробных ходов. По широте применения его можно считать основным способом.
Задача настройки технологической системы для обработки партии заготовок заключается в придании такого положения мгновенному полю рассеяния со, размеров относительно границ поля допуска Т, при котором можно было бы получить возможно большее число годных деталей до
поднастройки системы. Для определения размера Ар необходимо знать: мгновенное поле рассеяния со, размеров; характер совокупного воздействия систематических факторов на положение центра группирования М(х) размеров и его смещения во времени.
Если степень влияния систематических факторов, смещающих М(х) в сторону нижней и верхней границ поля допуска, примерно равноценна, то рабочим настроечным размером следует избирать средний размер Аср и при настройке стремиться к совмещению М(х) с серединой поля допуска
(рис. 7.19, а).
Если в процессе обработки заготовок размерный износ режущего инструмента доминирует над действием других систематических факторов, то при выдерживании охватывающих размеров нижняя граница мгновенного поля рассеяния в момент настройки должна быть совмещена с нижней границей поля
допуска (рис. 7.19, б) и
Ар = Аmi n + 0,5ωt
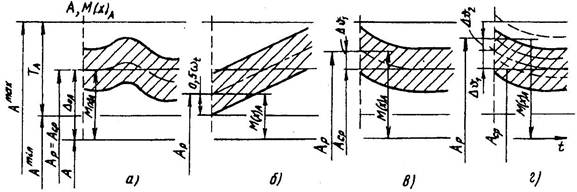
Рис. 7.19. Определение рабочего настроечного размера Ар для настройки на обработку партии заготовок
При выдерживании охватываемых размеров Ар = Аmi n – 0,5ωt
Когда доминирующими являются тепловые деформации техноло-гической системы, смещающие М(х) при выдерживании охватывающих
| размеров на величину | ϑ1 к нижней | границе поля допуска, рабочий |
| настроечный размер при настройке неразогретого станка (рис. 7.19, в) | ||
| Ар = Аc р – | ϑ1 | |
| При выдерживании охватывающих размеров | ||
| Ар = Аc р + | ϑ1 |
Для совмещения M(x) с Ар необходимо иметь представление о местоположении M(x) (рис. 7.20). Как выявить положение M(x), занимаемое им в данный момент времени?
В предвидении того, что размерный износ инструмента будет доминировать над действием других систематических факторов, рабочий
настроечный размер
Ар = Аmi n + a + 0,5ωt
где Аmi n – наименьший предельный размер; а – часть поля допуска, выделенная на случай возникновения погрешности настройки н станка.
Предположим, что используя метод пробных ходов, наладчик получил первую деталь с размером, близким к Ар. Можно ли при этом считать, что M(x) будет совпадать со значением полученного размера?
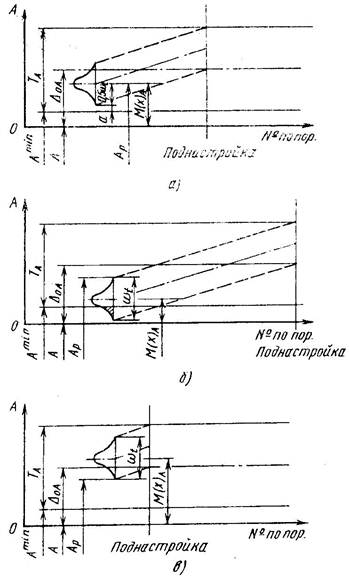
Рис. 7.20. Достижение цели настройки (а) и возможное положение М(х)А относительно Ар, если судить о нем по размеру одной изготовленной детали
Судить о положении центра группирования M(x) по размеру одной изготовленной детали нельзя. Однако представление о положении M(x) с той или иной степенью достоверности дает групповой средний размер Агр.ср, найденный как средний размер в группе деталей, изготовленных при неизменной настройке станка. Возможность определения M(x) таким путем предоставляет теория вероятностей и соотношение характеристик рассеяния совокупности случайных величин и средних значений групп величин, на которые разбита эта совокупность. Согласно этой зависимости
σгр.ср = σ t /  n
n

где σгр.ср – среднее квадратическое отклонение групповых средних величин; σ t – среднее квадратическое отклонение случайных значений размера А,
возможных в пределах ω t = 6σ t; п – число деталей, составляющих группу. При настройке технологической системы следует исходить из
необходимости получения всех деталей годными, поэтому нижнее предельное значение (рис. 7.21)

Рис. 7.21. Предельные значения Агр ср размера, обеспечивающие правильность настройки технологической системы
А max
Что касается верхнего предельного значения гр.ср, то оно может быть определено с учетом допуска Тн, ограничивающего погрешность настройки станка:
Поиск по сайту: