АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Три этапа в выполнении операции
В выполнении любой операции технологического процесса изготовления детали можно выделить три этапа: установку заготовки, статическую настройку технологической системы и непосредственно обработку заготовки.
Связь трех этапов в образовании выдерживаемого размера А можно отразить схемой, представленной на рис. 7.6, а. Размер А детали,
получаемый в результате обработки заготовки на вертикально‐фрезерном станке, представлен замыкающим звеном размерной цепи. Ее составляющими звеньями являются следующие размеры:
установки Ау заготовки, характеризующий положение заготовки в системе OXYZ станка;
статической настройки Ас технологической системы, т.е. размер, определяющий положение фрезы в системе OXYZ станка;
динамической настройки Ад технологической системы, учитывающий относительные отклонения в положении заготовки и фрезы, возникающие в процессе обработки заготовки
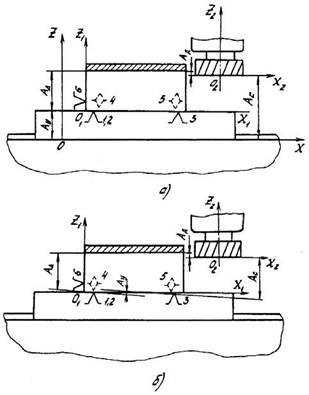
Рис. 7.6. Связь трех этапов в выполнении операции при выборе в качестве начала отсчета направляющих (а) и исполнительных (б) поверхностей станка
Уравнение размерной цепи будет иметь вид А = – Ау + Ас + Ад
Поскольку выполнение этапов операции сопровождается возникновением погрешностей, то погрешность замыкающего звена А явится суммой погрешностей, возникающих на каждом этапе:
| ω А | = ω А | ω А | ω А |
| у | с | д |
Под установкой заготовки понимают ее базирование и закрепление непосредственно на исполнительных поверхностях станка, либо в приспособлении, установленном на них.
Статическую настройку технологической системы составляют действия, связанные с приданием в системе координат станка требуемого положения приспособлениям, базирующим заготовку и режущий инструмент; а так же режущим кромкам инструмента, к обеспечением в
системе координат станка относительного движения заготовки и режущего инструмента с требуемой точностью.
Например, настройка горизонтально‐расточного станка для обработки отверстия в корпусной детали и получения размеров А и D (рис. 7.7) будет включать следующие этапы.
1. Установка приспособления П на столе С станка.
2. Настройка инструмента на размер D, т.е. установка резца в инструментальной оправке с вылетом вершины относительно оси конического хвостовика на расстоянии AС1.
3. Установка оправки в шпиндель станка и совмещение оси конического хвостовика с осью вращения шпинделя. Допущенное при этом смещение осей будет представлять собой погрешность размера Ау ин установки инструмента.
4. Придание оси вращения шпинделя требуемого положения в системе
О2Х2У2Z2 для получения размера А, т.е. положения, характеризуемого
размером АС2.
Введение в технологическую систему приспособлений увеличивает число составляющих звеньев в ее размерных и, возможно, кинематических связях. Собственная неточность приспособлений, а также погрешности их базирования и закрепления при установке влекут за собой дополнительные отклонения в положении заготовки (об этом говорилось ранее) и инструмента в системе OXYZ станка. Кроме того, базирование и закрепление режущего инструмента сопровождается его собственной погрешностью установки.
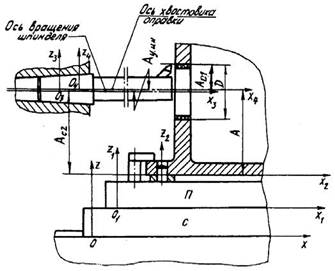
Рис. 7.7. Задачи статической настройки горизонтально-расточного станка непосредственно перед обработкой заготовки
Значения погрешностей динамической настройки технологической системы зависят от свойств материала заготовки, припуска на обработку, режимов обработки, состояния станка, приспособления и инструмента, условий обработки и других факторов.
Поиск по сайту: