АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Способы, облегчающие настройку и повышающие ее точность
Настройка технологической системы начинается с установки необходимых приспособлений. Для упрощения процесса установки приспособлений базирующие поверхности станков и приспособлений конструктивно оформляют таким образом, чтобы задачу установки решать методами взаимозаменяемости. Для этого на исполнительных поверхностях станков делают пазы, центрирующие пояски, посадочные гнезда и т.п., а у приспособлений – шпонки, выточки, цилиндрические или конические хвостовики и т.д.
Наиболее простым средством, сокращающим затраты времени на придание нужного положения инструментам в системе координат станка или приспособления, является ранее изготовленная деталь или специальный эталон. Особо часто этот способ применяют при обработке заготовок несколькими инструментами. Например, используя ранее изготовленную деталь, настраивают многорезцовые токарные полуавтоматы, приводя до
соприкосновения с ней все резцы продольного и поперечного суппортов. В таком положении инструменты закрепляют.
При обработке заготовок сложного профиля больших габаритных размеров и массы использование ранее обработанных деталей в качестве эталонов затруднительно. В таких случаях их заменяют специально изготовленными габаритами. Габарит обычно представляет собой профиль детали, его изготовляют в виде отливки или сварной конструкции небольшой толщины (рис. 7.22, а). Чтобы рабочие поверхности габарита меньше истирались, их защищают калеными накладными пластинами.
При изготовлении деталей простых форм иногда для настройки ис-пользуют плоскопараллельные меры (плитки). В этих случаях в приспособлениях предусматривают специальные площадки, на которые эти плитки устанавливают (рис. 7.22, б).
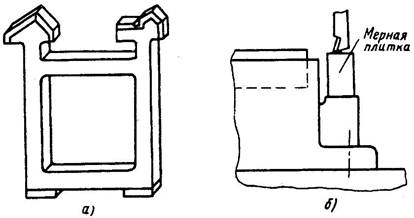
Рис 7.22. Средства, облегчающие настройку станков
В целом точность настройки станков по эталонам и габаритам сравнительно невысока и находится на уровне 0,05–0,10 мм.
Поиск по сайту: