АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Типы резцов
|
Читайте также: |
а) По виду нарезаемой резьбы:
- метрические,
- трапецеидальные,
- трубные,
- дюймовые и т. д.
б) по конструкции:
- стержневые:
- круглые с кольцевой и винтовой нарезкой:
- призматические:
б) по форме режущей кромки:
- однопрофильные (Рис.2. а, б, в, г),
- многопрофильные (Рис.2. д, е,ж) –
резьбовые гребенки;
в) по исполнению режущей части:
- цельные (Рис.2 д, е),
- составные (Рис.2 а),
- сборные (Рис.2 в, г, ж);
г) по виду работы:
- черновые,
- чистовые;
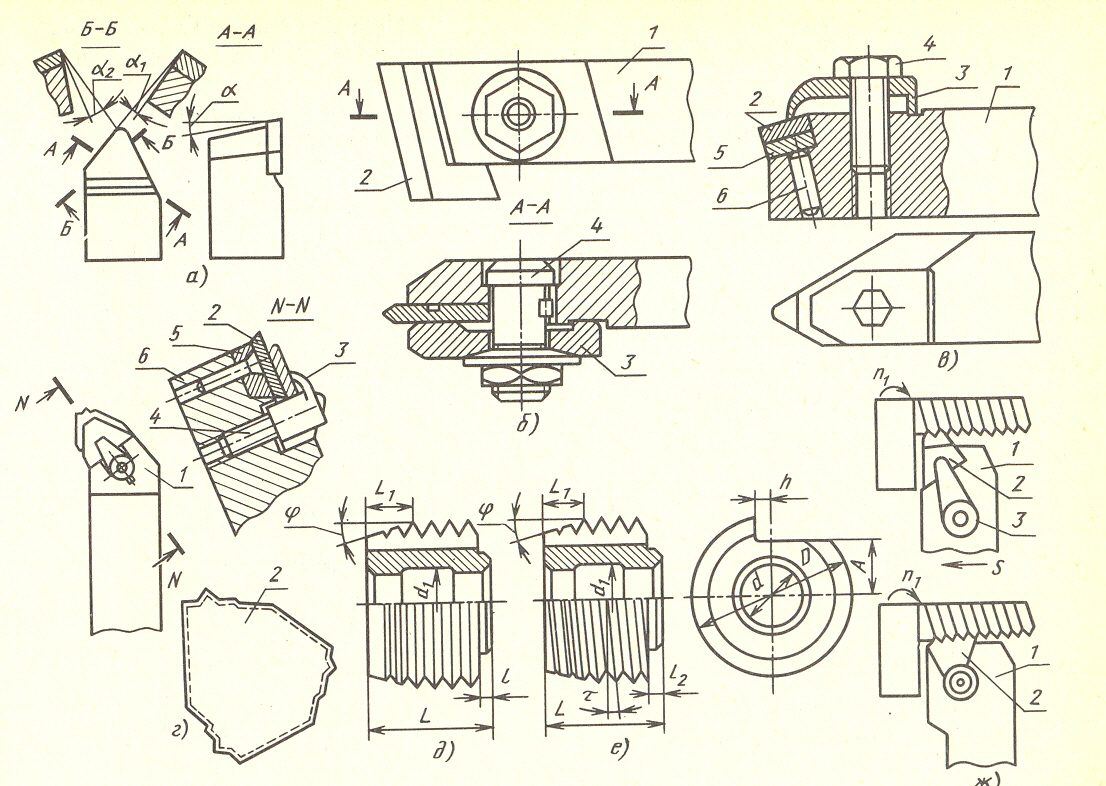
| Рис.2 Типы резьбовых резцов |
д) по типу нарезаемой резьбы:

| а) б) Рис. 3. Резьбовые резцы |
- наружные (Рис. 3, а),
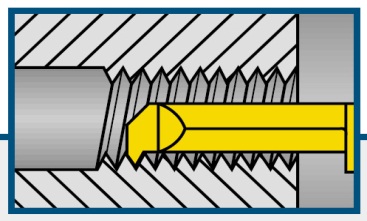
- внутренние (Рис. 3, б);
е) по профилю режущей кромки:
- 
| Рис. 2.. Резец полного профиля |
полностью формируют профиль резьбы, включая и поверхность вершин; обеспечивается точность профиля по высоте и радиусов по вершине и впадине, что гарантирует прочность резьбы,
не требуется точного исполнения отверстия в заготовке и снятие заусенцев после обработки, но для каждого шага резьбы требуется свой инструмент.
-
| Рис.3.. Резец неполного профиля |
не обрабатывают наружного диаметра резьбы, поэтому требуют точного диаметра заготовки,
могут использоваться для обработки резьб с разными шагами,
количество пластин на инструментальном складе сокращается,
Поиск по сайту: