АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
револьверной головкой BHA-34S/42S
Токарно-карусельные. Основными размерами карусельных станков является наибольший диаметр и наибольшая высота заготовки. Карусельные станки имеют максимальный диаметр обработки от 800 до 2500 мм. Станки с диаметром обработки до 1600 мм изготавливают одностоечными, а больших типоразмеров – двухстоечными. Первые имеют на траверсе один вертикальный суппорт с револьверной головкой и один горизонтальный суппорт на стойке. У вторых на траверсе два вертикальных суппорта и один или два боковых, горизонтальных - на стойках.

Главное движение резания создаётся вращением планшайбы. Каждый из суппортов имеет вертикальную и горизонтальную подачу, а также быстрое перемещение в этих же направлениях. Траверса имеет установочное вертикальное перемещение с автоматическим закреплением на направляющих.
- 1512, 1516, 1525, 1540, 1541, 1550, 1553, 1563, 1325Ф30-01, 1512Ф1, 1512Ф2, 1512Ф3
- 1516Ф1, 1516Ф2, 1516Ф3, 1520Ф2, 1525Ф1, 1525Ф2, 1531м, 1532Т, 1540П. 1540Т
- 1540Ф1, 1550П, 1550Т, 1563Ф1, 1А512МФ3, 1А516МФ3, 1Е512Ф2И, 1Е512ПФ2И
- 1Е516Ф2И, 1Е516ПФ2И, 1Л532, 1Л532Ф1, 1Л532Ф2, 1М557, DKZ-2000-2500, SC14
- SC17, SC22-27-33-43, SC2500, SC25А, SC25B, К488, КС475, КУ101, КУ107, КУ477
- КУ478, КУ488, КУ-50, КУ501Ф1, КУ507Ф1, КУ514Ф1, КУ518Ф1, КУ563Ф1
- КУ564Ф1, КУ565Ф1, КУ580ЛФ1, КУ-63, КУ63Ф1, КУ-64, КУ-65, КУ-80Л.
· Группа 2. Сверлильные станки ТЕМА 6
· Сверлильные станки предназначены для получения сквозных или глухих отверстий в призматических деталях, для чистовой обработки отверстий зенкерованием и развёртыванием, для нарезания внутренних резьб метчиками, для зенкования торцовых поверхностей и отверстий.
· Существуют следующие типы универсальных сверлильных станков:
· 1. Настольно-сверлильные; 2. Вертикально-сверлильные (одношпиндельные);
· 3. Радиально-сверлильные; 4. Многошпиндельные 5. Для глубокого сверления.
· Основным характерным размером сверлильных станков является наибольший диаметр сверления в стали средней твёрдости.
·

|
| Рис 6.1 Настольно–сверлиль-ный станок ГС 2112 |
· Настольно-сверлильные. Настольно-сверлильные станки – самого малого ипоразмера среди сверлильных станков. Они устанавливаются на столе и предназначены для обработки отверстий в мелких и средних деталях. Позволяют сверлить, рассверливать, зенкеровать и зенковать, развертывать отверстия диаметром до 10-18 мм, нарезать метрическую резьбу метчиками в изделиях из черных и цветных металлов, неметаллических материалов. Частота вращения шпинделя в них регулируется перекидыванием ремня на 3-5-ступенчатых шкивах. Эти станки эффективно используется в условиях промышленных предприятий, ремонтных мастерских и в бытовых условиях в индивидуальном, мелкосерийном, иногда в крупносерийном производствах.
· Технические характеристики настольно-сверлильного станка ГС2112
| Наибольший условный диаметр сверления в стали 45 ГОСТ 1050-88, мм | |
| Вылет шпинделя (расст/. от оси шпинделя до образующей колонны), мм | |
| Расстояние от нижнего торца шпинделя до рабочей поверхности плиты, мм: | |
| наибольшее, не менее | |
| наименьшее, не более | |
| Наибольший ход шпиндельной головки, мм | |
| наибольший ход шпинделя, мм | |
| Размер конуса шпинделя наружный по ГОСТ 9953-82 | В18 |
| Цена деления лимба, мм | |
| Число скоростей шпинделя | |
| Предел чисел оборотов шпинделя, об/мин. | 450; 800; 1400; 2500; 4500 |
| Габаритные размеры станка (LxBxH), мм, не более | 780x420х982 |
| Масса станка (нетто брутто), кг, не более | 100/150 |
| Характеристика электродвигателя: номинальная мощность, кВт | 0,55 |
| частота вращения, об/мин. | |
| напряжение, В | |
| Габаритные размеры упаковки (LxBxH), мм | 900x595x1130 |
  Рис. 6.2 Станок настольно-
сверлильный СНВШ-2
Рис. 6.2 Станок настольно-
сверлильный СНВШ-2
|
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
· Рис 6.3 Станок настольно-сверлильный 2М112
· 

·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
· Рис. 6.4 Станок настольно- Рис.6.5 Станок настольно-сверлильный DMIF-25/400
· сверлильный НС-16
·
·
· 2 Вертикально-сверлильные (одношпиндельные). В вертикально-сверлильных станках главным движением v является вращение шпинделя с закрепленным в нем инструментом, а движением подачи Sx — вертикальное перемещение шпин-деля. Обрабатываемую заготовку устанавливают на столе или непосредственно на фундаментной плите, причем соосность отверстия заготовки и шпинделя достига-ется перемещением заготовки. Основными узлами вертикально-сверлильного станка являются станина (стойка, колонна), фундаментная плита, коробка скорос-тей, шпиндель, коробка подач и механизм подачи, стол.
· Модели: 2А135, 2Н135, 2Н125, KST-340, KSD-32, KST-560, GHD-22, 2C125, 2С125-04, GHD-27, GHD-27, GHD-46PF, GHD-27PF, МН25 Н-01, GHD-50PF, 2С50, 2С132, 2Т140, 2С132Л, CC700M.
· Техническая характеристика 2А135
| Наибольший диаметр сверления в мм | |
| Наибольший ход шпинделя в мм | |
| Вылет шпинделя в мм | |
| Наибольшее расстояние от торца шпинделя до стола в мм | |
| Конус шпинделя | Морзе 4 |
| Наибольшее установочное пере-мещение шпиндельной бабки в мм | |
| Рабочие размеры стола (ширина X длина) в мм | 450X500 |
| Наибольшее вертикальное перемещение стола в мм | |
| Число скоростей шпинделя | |
| Пределы чисел оборотов шпинделя в минуту | 68—1100 |
| Число подач | |
| Пределы подач шпинделя в мм/об | 0,115—1,6 |
| Наибольшее усилие подачи в кг | |
| Мощность главного электродвигателя в квт | 4,5 |
| Габариты станка (длина X ширина X высота) в мм | 810Х1240Х2500 |
| Вес станка в кг |
·
· 
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
· 
·
·
·
·
·
·
·
·
·
·
· 3. Радиально-сверлильные. Предназначены для многоинструментальной обработки отверстий в заготовках крупных деталей при единичном и серийном производстве. В отличие от вертикально-сверлильных врадиально-сверлильных станках совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпинделя (в полярных координатах) относительно неподвижной заготовки. Компоновка радиально сверлильного позволяет установить шпиндель с инструментом в любой точке рабочей зоны радиального станка за счет перемещения шпиндельной головки (бабки) по направляющим траверсы (рукава) и поворота траверсы вокруг колонны.
Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи s — осевое перемещение шпинделя вместе с пинолью (гильзой).
К вспомогательным движениям радиально сверлильных станков относятся: поворот траверсы и закрепление ее на колонне, вертикальное перемещение и закрепление траверсы на нужной высоте, перемещение и закрепление шпиндель-ной головки на траверсе, переключение скоростей и подач шпинделя и т. д.
Основными узлами радиально-сверлильных станков являются: колонна, фундаментная плита, траверса (рукав), механизм перемещения и зажима рукава, шпиндельная головка.
· Модели:ГС544, 2М55, JRD-1600R, 2А554, 2А576, 2А587, JRD-720R,
· JRD-920R, 2К522, Z3040x12, Z3050x16, ГС545, JRD-1100R, SRB-50,
· JRD-1230H, 2К550.
·  Техническая характеристика станка 2М.
Техническая характеристика станка 2М.
| Наибольший диаметр сверления в стали средней твердости, мм | |
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм. | 450 - 1500 |
| Расстояние от нижнего торца шпинделя до плиты, мм. | 470 - 1500 |
| Наибольшее вертикальное перемещение рукава по колонне, | |
| Наибол. осевое перемещение шпинделя, мм. | |
| Конус шпинделя | Морзе 5 |
| Количество скоростей вращения шпинделя | |
| Пределы чисел оборотов в минуту | 30 - 1700 |
| Мощность электродвигателя привода шпинделя, кВт. | 4,5 |
| Мощность электродвигателя перемещения рукава, кВт. | 1,7 |
| Габариты, мм | 2625 х 968 х 3265 |
| Масса, кг | |
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
· Многошпиндельные сверлильные станки. Применяют в серийном производ-стве для обработки Изделий, в которых требуется одновременно просверлить, развернуть, нарезать резьбу в большом количестве отверстий на разных плоскостях изделия. Каждый шпиндель получает вращение от отдельного электродвигателя.
· 

· а) б)
· Рисунок 6.6 Многошпиндельные станки ф. ERLO, а) - модель BV-70/CM,
· б) - TRV-18/CM.
·  5. Специализированные. Для глубокого сверления. Станки для глубокого сверления предназначены для сверления глубоких отверстий в сплошном материале и растачивания глубоких или сквозных отверстий в валах, распределительных валиках, колоннах гидропрессов, когда глубина сверления или растачивания в 10 и более раз превосходит их диаметр. В связи с тем, что условия обработки глубоких отверстий очень разнообразны, на производстве встречается большое количество типов этих станков. вращение подаётся на сверло или на деталь или на то и другое одновременно.
5. Специализированные. Для глубокого сверления. Станки для глубокого сверления предназначены для сверления глубоких отверстий в сплошном материале и растачивания глубоких или сквозных отверстий в валах, распределительных валиках, колоннах гидропрессов, когда глубина сверления или растачивания в 10 и более раз превосходит их диаметр. В связи с тем, что условия обработки глубоких отверстий очень разнообразны, на производстве встречается большое количество типов этих станков. вращение подаётся на сверло или на деталь или на то и другое одновременно.
· Инструментом являются пушечное или ружейное свёрла. Стружка непрерывно вымывается СОЖ, подаваемой через центральное отверстие сверла под давлением в 5-20 кг/см2.
· Станки могут быть одно- и двухсто-
· Рисунок 6.8. Свёрла глубокого сверления: ронними,т.е. предназначенными для
· а) –пушечное; б)- ружейное; в)- шнековое; обработки отверстий с одной или двух
· г)-четырёхленточное. сторон одновременно.
·
· 
·
· Рисунок 6.8 Станок для глубокого сверления РТ – 602
·
· 
·
· Рисунок 6.9 Станок для глубокого сверления AF 15X2
·
   Рисунок 6.10 Глубокое сверление головок блоков цилиндров, блоков двигателей и матриц
штампов.
Рисунок 6.10 Глубокое сверление головок блоков цилиндров, блоков двигателей и матриц
штампов.
|
·
·
· Группа 2. Расточные станки
· Расточные станки – предназначены для растачивания, сверления, зенкеро-вания, нарезания внутренней и наружной резьбы, обтачивания цилиндрических поверхностей, подрезки торцов, цилиндрического и торцового фрезерования крупноразмерных металлических заготовок. Станок имеет неподвижную перед-нюю стойку, установленную на основании. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка с расточным шпинделем и план-шайбой. На направляющих основания расположены салазки, а на них стол, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя и совершать круговое движение. Управление станком осуществляется с пульта. Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм). Подразделяются на 1. горизон- тально-расточные; 2. координатно-расточные; 3. алмазно-расточные (отделочно-расточные); 4. станки для глубокой расточки.
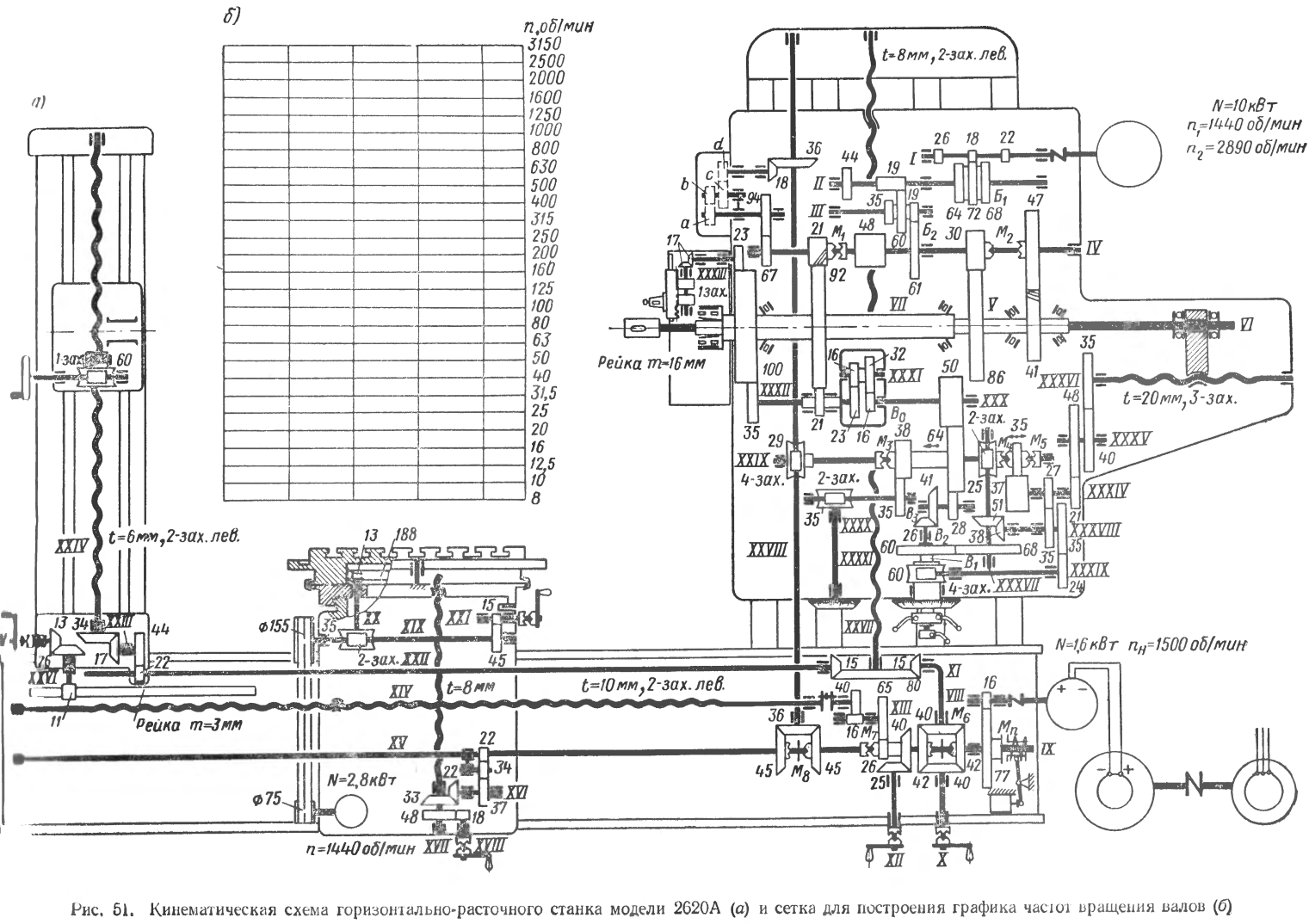
· 1. Горизонтально-расточные. В горизонтально-расточных станках основной размер – диаметр шпинделя. Главное движение резания – вращение шпинделя или вращение планшайбы. К подачам кроме движения стола и бабки относятся ещё осевое движение шпинделя и радиальное движение резцового суппорта на планшайбе. На этих станках могут выполнятся следующие работы:
· 1. сверление; 2. растачивание отверстий; 3. подрезка торцов; 4. нарезание резьбы; 5. фрезерование плоскости.
· Некоторые модели: 2614, 2615, 2620А, 2620В (2А620), 2622В (2А622), 2637Г, 2652, 2657, 2А614, 2А636, 2А637, 2А656 РФ11, ТХ 611В, ТХК 160, РС 2620ВФ1, ТРХ6111 В/2, ТРХ 6113 В/2.
·
· 
· Рисунок 6.11 Горизонтально-расточный станок 2620А
·
· 
· Рисунок 6.12 Эскиз общего вида станка 2620А.
·
· 
·
· Рисунок 6.13 Кинематическая схема станка 2620А (а) и сетка для
· построения графика частот вращения шпинделя (б).
·
·
·
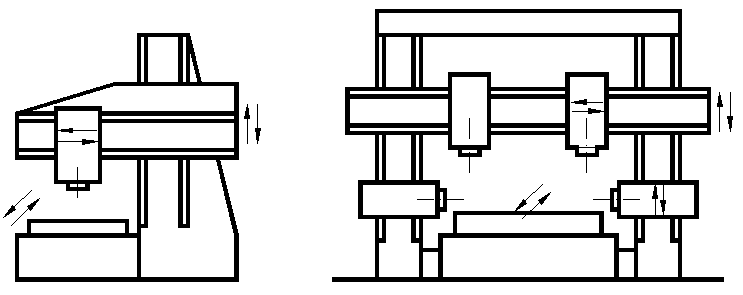
· 2. Координатно-расточные станки (КРС). В координатно-расточных станках основной размер – ширина стола. Эти станки предназначены для обработки точных отверстий при допуске на расстояние между их осями порядка 5…10 мкм. Бывают одностоечные и двухстоечные КРС, Рис.6.14
· 
· а) б)
· Рисунок 6.14 Одностоечные (а) и двухстоечные (б) координатно-расточные станки
·
· Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя. Установочные движения в одностоечных станках — это продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали. В двухстоечных станках — это продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия. Для точного измерения координатных перемещений станки снабжены различными индуктивными, механическими, оптико-механическими и электронными устройствами отсчета, которые позволяют измерять перемещения подвижных узлов с высокой точностью.
· Координатно-расточной станок мод. 2А450, например, имеет размеры стола 630×1100, одностоечный. Электродвигатель Д1 имеет бесступенчатое регу-лирование.
· Подача шпинделя также регулируется бесступенчато с помощью механи-ческого вариатора с раздвижными коническими шкивами и стальным кольцом. Бесступенчатое регулирование скоростей и подач позволяет на ходу вывести станок из резонанса, обеспечив тем самым малую шероховатость обрабатываемой поверхности. К станку прилагается накладной, поворотный в двух плоскостях стол.
· Некоторые модели КРС: 2418, 2421, 2431, 2455АФ1, 2А450, 2Е460А, 2Д450, 2Л450А, 2Е440А, ВКоЕ 630х1000, 2А470, BFT 90/3-1.
·
· 
·
· Рисунок 6.15 Координатно-расточной станок 2Е440А.
·
·
·
· Техническая характеристика 2Е440А
·
| Класс точности | А |
| Длина рабочей поверхности стола, мм | |
| Ширина стола, мм | |
| Диаметр, мм - сверления - растачивания | 25 250 |
| Мощность главного привода, кВт | 4,5 |
| Пределы частот вращения шпинделя, об/мин | 50..2000 |
| Габариты станка, мм | |
| - длина | |
| - ширина | |
| - высота | |
| Вес станка, кг |
·
·
·
·
·
·
· 3. Отделочно-расточные станки. Алмазно-расточные станки подразделяются на вертикальные, горизонтальные, одношпиндельные, многошпиндельные, односторонние и двусторонние. В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01—-0,1 мм/об и глубина резания 0,05—0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003—0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
· К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
· А 

·  Б
Б
·
· Рисунок 6.16 Отделочно - расточные станки:
· А- вертикальный 2Е78П;
· Б – вертикальный 2А776В;
· В - горизонтальный СТАН-САМАРА.
·
·
·
·
· В
· 4. Cтанки для глубокой расточки. М ало отличаются от станков для глубокого сверления, только работают расточными головками разной конструкции, рис.6.18.
·
· 
·
· Рисунок 6.17. Станок глубокой расточки SIG B16-1500 KT, Швейцария.
·
· 

·
· Рисунок 6.18.Универсальные расточные головки Vhu, ф. Narex, Чехия.Рисунок 6.18.


Карусельный двухстоечный 1540 Карусельный одностоечный 1512
Техническая характеристика одностоечных карусельных станков
| Технические данные станков | 1512, 1512Ф1 | 1516, 1516Ф1 | |
| Максимальный диаметр обрабатываемой детали, мм | |||
| Максимальная высота обрабатываемой детали, мм | |||
| Наибольшая масса обрабатываемой заготовки,кг | |||
| Диаметр планшайбы, мм | |||
| Диапазон частот вращения планшайбы, об/мин | 1.25-250 | 1.00-200 | |
| Диапазон рабочих подач, мм/об | 0.02-10 | ||
| Мощность двигателя главного привода, кВт | |||
| Нарезание резьб и обработка конических поверхностей | По заказу | ||
| Обработка криволинейных поверхностей по копиру | По заказу | ||
| Самоцентрирующая планшайба | По заказу | ||
| Устройство подачи СОЖ | По заказу | ||
| Габариты (LxBxH), мм | 2920x2705x4100 | 3170x3025x4100 | |
| Масса станка,кг |
 Лоботокарные станки. Предназначены для токарной обработки тяжёлых деталей большого диаметра, но небольшой длины. Передняя бабка лоботокарных станков монтируется на одной станине с суппортом, а у более крупных станков – на отдельном фундаменте. Заготовка крепится на планшайбе или в четырёх кулачковом патроне.
Лоботокарные станки. Предназначены для токарной обработки тяжёлых деталей большого диаметра, но небольшой длины. Передняя бабка лоботокарных станков монтируется на одной станине с суппортом, а у более крупных станков – на отдельном фундаменте. Заготовка крепится на планшайбе или в четырёх кулачковом патроне.
Рис… Станок лоботокарный 1М693
Группа 6. Фрезерные станки ТЕМА7
На фрезерных станках обрабатываются плоскости, фасонные поверхности, канавки, нарезаются наружные и внутренние резьбы, зубчатые колёса и многолезвийные инструменты с прямыми и винтовыми зубьями (фрезы, развёртки и др.)
Фрезерные станки общего назначения различают по компоновке:

1. Консольные (с консольным столом), в том числе а) вертикальные;
б) горизонтальные; в) широкоуниверсальные.
2. Бесконсольные (или иначе с крестовым столом). Они чаще вертикальные, но есть и горизонтальные.

3. Продольно-фрезерные (ПФС). Они бывают одностоечные и двухстоечные.
4. Специализированные (например, карусельно-фрезерные).
Основным размером фрезерных станков являются ширина стола, которая у консольных станков бывает от 100 до 500 мм; у бесконсольных – от 320 до 1000 мм, у ПФС – от 320 до 5000 мм.
Главное движение резания у всех фрезерных станков – вращение фрезы. Характерной особенностью фрезерных станков является независимость подач от главного движения резания. Размерность подач – мм/мин.


Рисунок 7.1. Основные типы фрез: а – цилиндрическая; б – дисковая; в – концевая;
г – торцовые; д – фасонная.
У консольных фрезерных станков стол имеет продольную и поперечную подачи и вместе с консолью перемещается вертикально по направляющим стойки. У бесконсольных станков стол также имеет продольную и поперечную подачи, но расположен на станине, а вертикальное перемещение передано шпиндельной бабке.
У продольно-фрезерных станков столу с тяжёлыми заготовками оставлено только продольное перемещение, а остальные движения подач переданы фрезерным бабкам, т.к. заготовки на этих станках имеют вес от нескольких тонн, до нескольких сотен тонн.
Вертикально-фрезерные консольные станки - предназначены для выполнения широкого круга фрезерных работ, выполняемых торцовыми, концевыми и другими фрезами, которые крепятся в цанговых патронах и на оправках.
Отличительной приметой этих станков является вертикальное расположение шпинделя и наличие консоли. Станки позволяют использовать режущие свойства быстрорежущего и твердосплавного инструмента. Заготовки устанавливаются на прямоугольные столы размером от 200 х 800 до 630 х 1600 мм или круглый накладной стол диаметром 320 мм и более.
Имеют идентичные органы управления, относительно мало отличающиеся друг от друга, рис. 7.2, а, б.

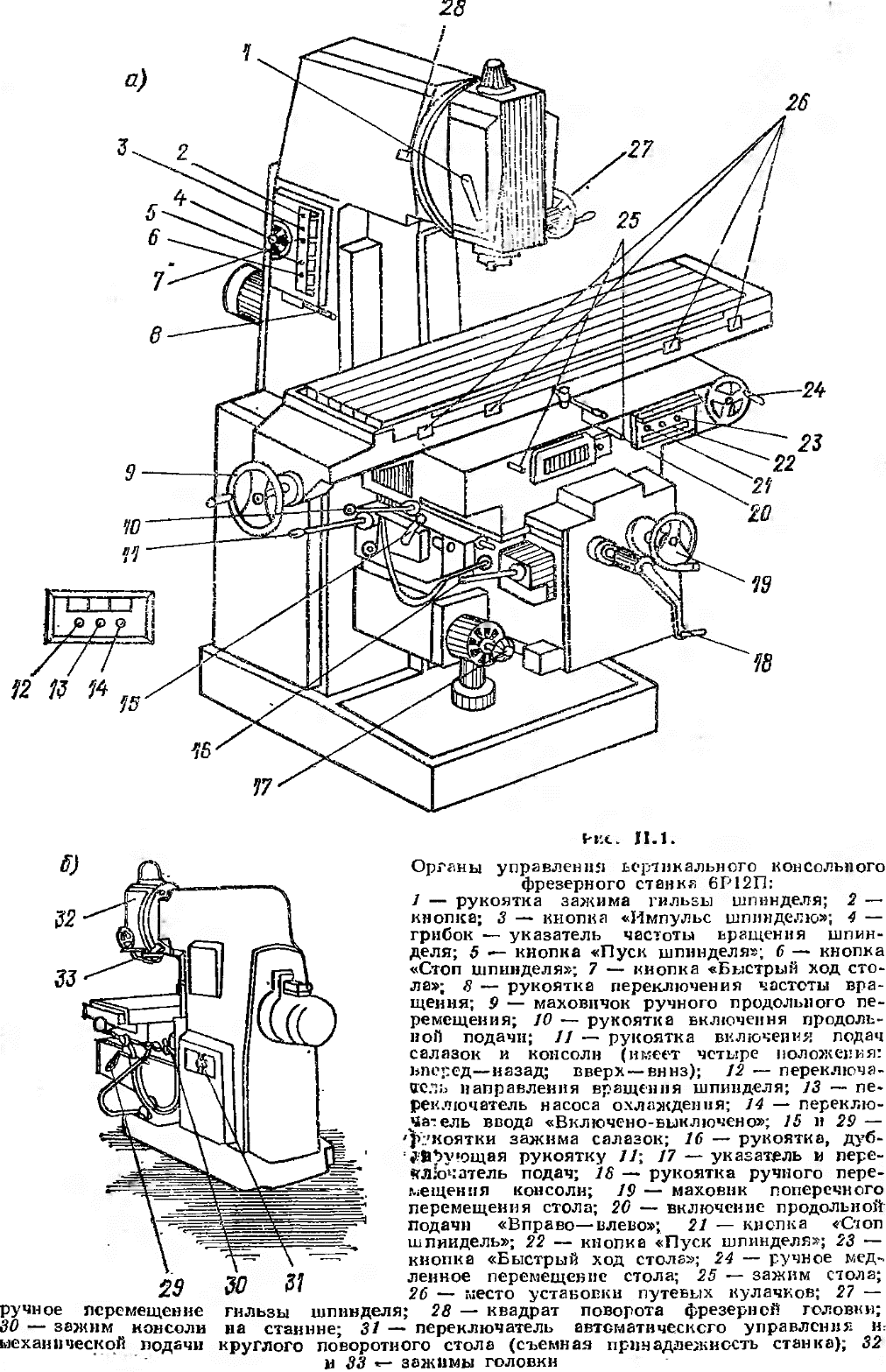
Рис. 7.2
шпиндель»; 23 – кнопка «Быстрый ход стол»; 24 – ручное медленное перемещение стола; 25 – зажим стола; 26 – место установки путевых
кулачков; 27 – ручное перемещение гильзы шпинделя; 28 – квадрат поворота фрезерной головки; 30 – зажим консоли на станине; 31 – переключатель автоматического управления и механической подачи круглого поворотного стола (съёмная принадлежность станка); 32 и 33 – зажимы головки.
Некоторые модели вертикально-фрезерных станков: 6102А, 6103, 6104, 6Н11, 6Т12 (6Р12, рис.7.3,а), 6Д10, 6С12Ц, 6К11, 6К12, 6М12ПБ, 6Т10, 6Т13,6Н14, FSS350MR (FSS315MR), FSS450MR, FV-251M, FV-301(рис. 7.3, б), FV-401, JTM-1050TS, XW 5032B, ВМ - 127, ГФ3571.


а) б)
Рисунок 7.3. Вертикально фрезерные консольные станки а) – 6Р12; б) – FV 301.
| ХаракаТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ, ВЕРТИКАЛЬНО - КОНСОЛЬНО - ФРЕЗЕРНЫЙ СТАНОК 6Р12 | |
| Размеры стола, мм | 320х1250 |
| Перемещение стола, мм - продольное (X) - поперечное (Y) - вертикальное (Z) | 800 320 420 |
| Угол поворота шпиндельной головки в продольной плоскости, град | ± 45 |
| Частота вращения основного шпинделя, об/мин | 31,5...1600 |
| Конус основного шпинделя | |
| Подача стола, мм/мин: - продольная (X) - поперечная (Y) - вертикальная (Z) | 12,5...1600 12,5...1600 4,1...430 |
| Быстрый ход, мм/мин: - продольный (X) 4000 - поперечный (Y) 4000 - вертикальный (Z) 1330 | 4000 4000 1330 |
| Мощность основного шпинделя, кВт | 7,5 |
| Габариты станка, мм | 2280х1965х2265 |
| Масса станка, кг |
Бесконсольные вертикально-фрезерные станки. Отличительными особенностями конструкций станков этого типа являются: отсутствие консоли, более жесткие станина и стойка, повышенная мощность, червячно-реечный привод (Рис. 7.4). Фрезерование производится главным образом торцовыми головками, а также торцовыми, цилиндрическими и фасонными фрезами.Повышенная мощность и жесткость, а также высокие числа оборотов шпинделя позволяют производить на этих станках скоростное фрезерование торцовыми головками с пластинками твердых сплавов. Продольные и поперечные подачи стола осуществляются отдельными электродвигателями постоянного тока с бесступенчатым регулированием чисел оборотов. Бесступенчатое регулирование подачи в широком диапазоне позволяет производить выбор оптимальной минутной подачи при фрезеровании.
Т а б л и ц а 2. Основные характеристики бесконсольных вертикально-фрезерных станков.


Рисунок 7.4 Бесконсольный вертикально-фрезерный (с крестовым столом)
станок DEKA ХА7140.
Станки непрерывного фрезерования бывают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси, и барабанно-фрезерные, с горизонтальной осью поворота барабана (стола) также при круговой подаче. Станки применяют в условиях серийного и массового производства, при этом часто загрузка-выгрузка заготовок на карусель или барабан осуществляется на ходу, без их остановки. Отдельные станки имеют больше одного шпинделя. Коробка скоростей таких станков зачастую включает сменные колеса, которые подбираются для обработки конкретной заготовки, но есть и с обычные коробки скоростей.
Модели карусельно-фрезерных станков: 6210, 6А21, 6А23 (Рис.7.5,а), 6М23, 6М23В, 621М, ГФ-261М, ГФ-3210, ГФ-3223, 6М23С13, КС630, КС631, УФ-0946.


;
Рис. 7.5. Карусельно-фрезерные станки:
а) – 6А23;
б) - УФ5144.
а) б)
Модели барабанно-фрезерных станков: 6021, 6022, 6023, ГФ-428, ГФ-699.
 Рисунок 7.6. Компоновка барабанно-фрезерного станка. Рисунок 7.6. Компоновка барабанно-фрезерного станка.
|
Барабанно-фрезерные станки (Рис.7.6) служат для обработки параллельных плоскостей заготовок одновременно с двух сторон. Заготовки, подлежащие обработке, устанавливают на барабан, который вращается внутри станины, имеющей портальную форму. Фрезы помещены на расположенных с двух сторон одношпиндельных или двухшпиндель-ных бабках, с каждой стороны по две. Одна бабка с каждой стороны служит для чернового фрезерования, другая - для чистового.
Копировально-фрезерные станки выполняются универсальными и специализи-рованными, для обработки конкретной детали (шинных пресс-форм, профиля плоских шаблонов, лонжеронов, лопаток турбин и т. п.). Универсальные копировальные станки позволяют делать гравировку или изготовлять штампы, матрицы, пресс-формы и другие детали с рельефными поверхностями и контурами. Собственно копирование осуществляется по разметке с ручным управлением, по плоскому шаблону, по объемной модели (из гипса, дерева, металла), по программе, записанной на магнитной пленке, или по копиру. Станки этого типа работают специальными или обычными стандартными фрезами.
Модели копировальных станков: 6464, 6Л463, 6А426, 6М42К, 6441Пр, TM-4С414, R600 (Рис.7.7), 6А463.
 Рисунок 7.7. Копировально-фрезер-ный станок R 600 фирмы HIGH POINT INC, США. Рисунок 7.7. Копировально-фрезер-ный станок R 600 фирмы HIGH POINT INC, США.
|
Копировально-фрезерный станок R 600 с верхним расположением шпинделя, тяжелой серии для обработки заготовок больших размеров.
На копировально-фрезерном станке R 600 можно выполнять такие работы, как фрезерование внутри контура щитовых деталей различных фигурных пазов. Кроме того на копировально-фрезерном станке R 600, можно вырезать фигурные детали с высоким качеством поверхности реза.
Технология обработки деталей на копировально-фрезерном станке: снизу к заготовке крепится шаблон, затем конструкция укладывается на рабочий стол и край шаблона упирается в установленный на столе копир. После нажатия на педаль, сверху на заготовку опускается фреза на установленную глубину, заготовка с шаблоном перемещается относительно копира и на поверхности заготовки получается соответствующий фигурный контур. Высокая частота вращения фрезы (до 20 тыс. об/мин) копировально-фрезерного станка позволяет получать идеальное качество поверхности не требующее последующего шлифования.
| Рисунок 7.8. Станок гравировальный копи-ро вально-фрезерный с пантографом 6Л463. |
 Технические характеристики станка 6Л463:
Технические характеристики станка 6Л463:
Н - класс точности станка по ГОСТ 8-82, (Н, П, В, А, С)
320 - длина рабочей поверхности стола, мм
200 - ширина стола, мм
Наибольшее перемещение по осям, мм:
200- X
125- Y
250- Z
1260 15900 - пределы частоты вращения шпинделя, Min/Max, об/мин
0,27- мощность двигателя гл. движения, кВт
Габаритные размеры станка, мм:
1100 - длина
1000 - ширина
1260 - высота
250 - масса станка с выносным оборуд., кг
 Продольно- фрезерные станки. Одностоечные и двухстоечные (портальные), с одним или несколькими шпинделями позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных цилиндрических, торцовых, концевых, дисковых, угловых и фасонных фрез.
Продольно- фрезерные станки. Одностоечные и двухстоечные (портальные), с одним или несколькими шпинделями позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных цилиндрических, торцовых, концевых, дисковых, угловых и фасонных фрез.
Рисунок 7.9. Угловая фреза.
Некоторые станки позволяют вести встречное и попутное фрезерование, а также фрезерование по полуавтоматическому циклу: подвод фрезы — фрезерование — останов — разгрузка — возврат фрезы в исходное положение — загрузка и т. д. Оптимальные режимы фрезерования устанавливаются путем бесступенчатого регулирования частоты вращения шпинделя и величины подачи. Значительные припуски обрабатываемых заготовок приводят к образованию стружки, которая отводится вибротранспортером. Одной из главных характеристик станков этого видаявляется площадь стола; у серийных станков она определяется габаритами от 400 х 1250 мм (мод. 6304 одностоечная) до 2500 х 8000 мм (мод. 6625 двухстоечная). Характеристики станков приведены в Табл. 7.2.
Одностоечные модели (третий тип станков): 6303, 6308, 6310, 6У312 (Рис.7.10).
 Портальные модели (шестой тип станков): 6604, 6605, 6606, 6Г608, 6У612 (Рис. 7.12).
Портальные модели (шестой тип станков): 6604, 6605, 6606, 6Г608, 6У612 (Рис. 7.12).
Рисунок 7.10 Одностоечный продольно-фрезерный станок 6У312,
Ульяновский завод тяжёлых станков (УЗТС).

Рисунок 7.11 Двухстоечный продольно-фрезерный станок 6625,
Горьковский завод фрезерных станков.
Широкоуниверсальные фрезерные станки могут работать с горизонтальным, наклонным или вертикальным расположением одного или двух шпинделей при обработке средних по величине деталей различной формы цилиндрическими, дисковыми, торцовыми фрезами и набором фрез. Эти станки оснащаются большим набором принадлежностей: угловыми и круглыми столами, тисками, делительными головками и столами, быстроходными головками и т. п. Стол станка имеет размеры от 200 х 500 мм (мод. 675) до 400 х 1600 мм (мод. 6М83Ш).
Модели широкоуниверсальных станков (седьмой тип): 675, 675П, 676П, 6А73В, СФ-676, 6М76П-1, ДФ6725, 6725ПМ.
Станок СФ-676 позволяет выполнять следующие операции: фрезерование, сверление, развёр-тывание, растачивание, зенкерование, долбёжка. Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Фрезерные станок модели ФСМ 250/676М, предназначен для обработки деталей из черных и цветных металлов и их сплавов фрезерованием, сверлением, развертыванием, зенкерованием и растачиванием под различными углами к плоскости стола в производственных условиях.

| 
| 
|
| СФ - 676 | ФСМ 250/676М | 6М76П-1 |
| Рисунок 7.14 Модели «семёрочных» широкоуниверсальных станков. |
Горизонтально-фрезерные консольные станки отличаются наличием консоли и горизонтальным расположением шпинделя при обработке цилиндрическими, угловыми и фасонными фрезами плоских и фасонных поверхностей заготовок из различных материалов. Могут также использоваться торцовые и концевые фрезы. Универсальные станки этого вида отличаются тем, что их стол может поворачиваться относительно вертикальной оси ±45°, что позволяет вести обработку винтовых канавок на цилиндрических поверхностях с использованием делительной головки. Столы этих станков имеют размер от 160 х 630 мм (мод. 6Н80Г) до 400 х х 1600 мм (мод. 6М83) и имеют продольные Т-образные пазы для установки различных приспособлений. Ширина этих пазов обычно 14—28 мм. Этот размер следует учитывать при подборе или конструировании приспособления.
 Рисунок 7.15 Горизонтально-фрезерный станок 6Т83Д. Рисунок 7.15 Горизонтально-фрезерный станок 6Т83Д.
|
Модели горизонтально-фрезерных консольных станков (восьмой тип): 6Н804Г, 6Н81Г, 6М83Г, 6К81Г, 6К82Г, 6Т82Г (6Р82Г), 6Т83Г, FW400MR.
Основные преимущества станка 6Т83Д:
Конструктивные:
· механизированное крепление инструмента в шпинделе;
· устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
· предохранительная муфта защиты привода подач от перегрузок;
· торможение шпинделя при остановке электромагнитной муфтой.
Технологические:
· разнообразные автоматические циклы работы станка;
· широкий диапазон частот вращения шпинделя и подач стола;
· большая мощность приводов;
· высокая жесткость;
· надежность и долговечность.
К восьмому типу относятся и некоторые модели универсальных (6Т82, 6Т83 и др.) и широко-универсальных горизонтально-фрезерных станков, имеющих в маркировке букву «Ш» (6Т82Ш, 6К81Ш, 6ДМ80Ш, 6ДМ83Ш, FUV-401).
Универсальные фрезерные станки. Технологические возможности универсально фрезерных станков расширены по сравнению с обычными горизонтально-фрезерными за счёт использова-ния вертикальной фрезерной головки, универсальной фрезерной головки, универсального делительного аппарата, круглого делительного стола, долбежной головки, устройства для нарезания гребенок и других приборов и приспособлений.
Широкоуниверсальные фрезерные станки. Предназначены для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства.
В отличие от горизонтально-фрезерных станков широкоуниверсальные имеет еще одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых широкоуниверсальных станках отсутствует консоль, а вместо нее по вертикальным направляющим станины. перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.

Рисунок 7.16 Современный широкоуниверсальный фрезерный станок OMM64S.
Разные фрезерные. Разные станки фрезерной группы включают металлорежущее оборудование, предназначенное для обработки конкретных заготовок или видов поверхностей: резьбофрезерные, шпоночно-фрезерные, шлицефрезерные, а также станки для обработки шлицев корончатых гаек, канавок спиральных и центровочных сверл, канавок шпоночных и дисковых фрез, плоскостей слитков и т. д.
- резьбофрезерные станки:


а) б)
Рисунок 7.17 - а) - резьбофрезерный станок 5Д63; б) – резьбовая гребёнчатая насадная фреза.
- шпоночно-фрезерные станки:


а) б)
Рисунок 7.18 – а)- шпоночно-фрезерный станок 692М; б) – набор шпоночных фрез.
- шлицефрезерные станки:


а) б)
Рисунок 7.19 – а)- шлицефрезерный полуавтомат 5350; б) – нарезание шлиц червячной
фрезой на шлицефрезерном станке.
- настольные фрезерные станки. Модели настольных станков: FPX-25Е, FP-48SP, ВМД-16В, ВМД-25В, JMD-15, JMD-2, JMD-18, ВМД-30В, OPTI BF20L Vario, JMD-3, JMD-18PF, JMD-45PF, JMD-45PFD.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАЛОГАБАРИТНГО НАСТОЛЬНОГО ФРЕЗЕРНОГО СТАНКА ВМД-30В | |
| Максимальный диаметр сверления, мм | |
| Максимальный диаметр концевой фрезы, мм | |
| Максимальный диаметр торцевой фрезы, мм | |
| Размер стола, мм | 700х210 |
| Поперечное перемещение, мм | |
| Продольное перемещение, мм | |
| Вертикальное перемещение, мм | |
| Конус шпинделя | МТ3 |
| Ход пиноли шпинделя, мм | |
| Т-образные пазы, шт х мм | 3х12 |
| Частота вращения шпинделя, мм/об | 50-3000 |
| Диапазон поворота головки, град | 90 в обе стороны |
| Мощность двигателя 220в, кВт | 1,1 |
| Габаритные размеры, мм | 710 х 890 х 1120 |
| Вес нетто / брутто, кг | 220/250 |
Рисунок 7.20 Настольный малогабаритный
Фрезерный станок ВМД – 30В.
Группа 3. Шлифовальные и доводочные станки ТЕМА 8
Шлифовальные станки применяются в основном для снижения шероховатости обрабатываемых деталей и получения точных размеров. В большинстве случаев на шлифование детали поступают после предварительной черновой обработки и термических операций, хотя бывают случаи, когда шлифование является единственным методом обработки. Основной инструмент при шлифовании – шлифовальный круг. На шлифовальных станках можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колёс, затачивать режущий инструмент и т.д. Шлифовальные станки в зависимости от назначения подразделяются на круглошлифовальные, внутришлифовальные, бесцентровошлифовальные, плоскошлифовальные и специальные.
Главным движением резания во всех шлифовальных станках является вращение шлифовального круга, измеряемое в м/сек. Vшл = 30…40 м/сек, а движение подачи — поступательное перемещение либо вращение заготовки или инструмента. В доводочных станках движение резания может сообщаться и заготовке.
В основу классификации станков этой третьей группы положены следующие признаки:
· вид шлифуемой поверхности (наружная или внутренняя, плоская или цилиндрическая);
· виды деталей, для обработки которых предназначен станок (вальцы, кулачковые валы, коленчатые валы и т. п.);
· конструктивные особенности станков(двухстоечный, бесцентровый, планетарный);
· особенности обрабатываемых конструктивных элементов деталей (резьба, шлицы, профили и др.).
 Круглошлифовальные станки. Относятся к первому типу станков и используются для обработки цилиндрических и конических поверхностей гладких и ступенчатых заготовок, установленных на неподвижных центрах. Заготовки перед шлифованием проходят обработку, позволяющую получить достаточно точные их форму и размеры, и для шлифования оставляется небольшой припуск, обычно измеряемый десятыми долями миллиметра.
Круглошлифовальные станки. Относятся к первому типу станков и используются для обработки цилиндрических и конических поверхностей гладких и ступенчатых заготовок, установленных на неподвижных центрах. Заготовки перед шлифованием проходят обработку, позволяющую получить достаточно точные их форму и размеры, и для шлифования оставляется небольшой припуск, обычно измеряемый десятыми долями миллиметра.
Обработка длинных валов (рис. а). Станок имеет следующие движения: главное движение – вращение шлифовального круга, круговая подача – вращение заготовки. Кроме того, имеется продольная подача заготовки Ппр и поперечная подача шлифовального круга (подача врезания) Пвр.
Станки, работающие методом врезания (б) имеют круговую подачу, подачу на врезание (Пвр), а также осциллирующую подачу, т.е. колебательное осевое движение, которое могут совершать шлифовальная бабка или стол.
Круглошлифовальные станки бывают простые и универсальные, т.е. имеющие поворот оси шпиндельной бабки и бабки изделия для шлифования конусов. Основной размер в них – наибольший диаметр обработки. Он равен 100-1600 мм.

Рисунок 8.1 Устройство круглошлифовального станка: 1- рычаг; 2, 10 – маховик;
3 – передняя бабка; 4 – шлифовальный круг; 5 – шлифовальная бабка; 6 – задняя
бабка; 7 – стол; 8 – станина; 9 – кулачки.
 Модели круглошлифовальных станков: 3У10, ЗЕ12, 3А130, ЗА141, 3А10П, 3А151, 3У142 ЗА172, 3А423, 3М174 (Рис.8.2), 3С120В, 3С130В, 3У131ВМ, М1420А-500, SHU-321, ВШ-152РВ, КШ-3М, RSM-500, М1363, МЕ1350, МD1320В.
Модели круглошлифовальных станков: 3У10, ЗЕ12, 3А130, ЗА141, 3А10П, 3А151, 3У142 ЗА172, 3А423, 3М174 (Рис.8.2), 3С120В, 3С130В, 3У131ВМ, М1420А-500, SHU-321, ВШ-152РВ, КШ-3М, RSM-500, М1363, МЕ1350, МD1320В.
Многие заводы выпускают разнообразные станки, например, ОАО «Харьковский станкостроительный завод» выпускает:
- круглошлифовальные полуавтоматы общего назначения - 3М152ВМ, 3М162В, 3К152ВФ20;
- универсальные круглошлифовальные полуавтоматы - 3М132В, 3У142МВ, 3У143МВ, 3У144МВ;
- тяжелые круглошлифовальные станки - 3М193, 3М194, 3М195, 3М196, 3М198.

Рисунок 8.2 Круглошлифовальный станок 3М174. Станок используется для
шлифования наружных цилиндрических поверхностей диаметром до 700мм,
длиной до 6100мм, вес заготовки до 5,0 тонн.

| 
|
а) б)
Рисунок 8.3 Круглошлифовальные станки фирмы «DANOBAT», а) – типа UG; б) – типа HG.
| Технические характеристики | UG-41 | UG-51 | HG-71 | HG-72 | HG-91 |
| Максимальная длина шлифования, мм | 600 1000 | 600 1200 1800 | 1600 2300 3000 | 1600 2300 3000 | 2000 3000 4000 5000 6000 |
| Максимальный диаметр шлифования, мм | 270 / 320 | 445 / 550 | 445 / 550 | 650 / 850 | |
| Максимальный вес заготовки, кг | 125 250 700 | 125 500 1500 | 125 500 1500 | 5000 6000 | |
| Максимальный размер шлифовального круга, мм | 400 х 63 500 х 80 | 500 х 80 610 х 170 | 500 х 80 610 х 80 | 610 х 170 760 х 300 915 х 200 | 760х300 915х200 1060х150 |
| Мощность шлифовального головки, кВт | 5,5 / 7,5 | 7,5 / 11 / 15 | 7,5 / 11 / 15 | 11 / 15 / 22 / 30 / 37 / 45 | 11 / 15 / 22 / 30 / 37 / 45 |
| Скорость шлифования, м/с | 50 / 60 | 45 / 60 | 45 / 60 | 45 / 60 |
Бесцентровошлифовальные станки. Применяются в крупносерийном и массо-



Рисунок 8.4 схемы бесцентренного шлифования:
а) – наружных поверхностей;
б) – с уступом до упора;
в) – врезанием поперечным перемещением ведущего круга;
вом производстве для наружного и внутреннего шлифования тел вращения. (Рис. 8.4). При шлифовании наружных поверхностей заготовка 3, поддерживаемая ножом 4, располагается между двумя абразивными кругами из которых шлифу-емый круг 1, вращаясь с окружной скоростью 30…40 м/с, снимает с заготовки припуск, а другой ведущий круг 2, вращающийся с окружной скоростью 10…50 м/мин, сообщает заготовке вращение (круговую подачу) VSкр и продольную (осевую) подачу Ппр. Установочное поперечное перемещение ведущего круга Пвр определяет диаметр шлифуемой детали. Ось ведущего круга 2 поворачивает на угол α, чтобы он не только вращая заготовку VSкр, но и выполняя её осевую подачу Ппр. При черновом шлифовании α = 1,5…6º, при чистовом α = 0,5…1,5º.
Для прилегания к заготовке ведущего круга, повёрнутого на угол α, по линии, он заправляется как однополостный гиперболоид вращения, движением алмаза параллельно оси заготовки.
Наиболее часто на этих станках применяют сквозное шлифование деталей с постоянным наибольшим диаметром (рис. а), но применяют и шлифование деталей с уступом до упора 5 (рис. б). В этом случае для заготовки 3 и её снятие ведущий круг 2 отводится.
Недлинные заготовки сложной формы шлифуют методом врезания поперечным перемещением ведущего круга 2 (рис. в). При этом в осевом направлении заготовка 3 фиксируется упорами 5, к которому поджимается за счёт небольшого (порядка 30”) поворота оси ведущего круга 2.
Модели бесцентровошлифовальных станков: 3В182, 3М184А, 3Е184В, М1020А, MG1020, М11100, SASL 125/1.

Рис. 8.5. Бесцентрово-шлифовальный станок: 1 – станина;
2, 4 – бабки; 3, 5 – механизмы для правки кругов; 6 – нож.
Внутришлифовальные станки. Относятся ко второму типу станков рассматриваемой группы и используются для окончательной обработки цилиндрических и конических отверстий, как сквозных, так и глухих. В ряде случаев одновременно с отверстием на этих станках могут обрабатываться и торцы заготовок.

Рисунок 8.6 Устройство внутришлифовального станка: 1- станина; 2передняя бабка;
3 – самоцентрирующее приспособление; 4 – деталь; 5 – шлифовальный шпиндель;
6, 10 – маховик; 7 – стол; 8 – кулачки; 9 – рычаг.
| Max. размер стола,мм | ||
| Цена деления лимба,мм | 0.002 | |
| Перемещение продольное | ручное и гидравлическое | |
| Мощность,кВт | 3.8 | |
| Масса,кг | ||
| Габариты,мм | 2363x1260x1310 | |
| Точность | Округлость,мм | 0,0025 |
| Цилиндричность,мм | 0,004 | |
| Шероховатость(μm) | Ra0.63 |

Рисунок 8.7 Станок М2110С и
его краткая техническая характеристика.

Рисунок 8.8 Внутришлифо-
вальные головки (ВШГ).

Рисунок 8.9 Внутреннее шлифование на станке фирмы BWF, Германия.
Некоторые модели внутришлифовальных станков: 3К 225В, 3К227В, 3К228А, 3А228П, 3К228А, 3К229А, 3А230, М2110С (Рис. 8.7), 3М225ВМ, JAG-3JAW, IGD10A (Китай), IG32C (Китай).
 Обдирочно-шлифовальные станки. Обдирочно-шлифовальные станки, относящиеся к третьему типу, обычно работают на более жестких режимах и предназначаются для глубокой зачистки труднообрабатываемых элементов заготовок, полученных литьем, сваркой, штамповкой (заусенцев, швов, неровностей и т. п.). Их применяют также для обработки заготовок из неметаллов, например при изготовлении шлифовальных кругов.
Обдирочно-шлифовальные станки. Обдирочно-шлифовальные станки, относящиеся к третьему типу, обычно работают на более жестких режимах и предназначаются для глубокой зачистки труднообрабатываемых элементов заготовок, полученных литьем, сваркой, штамповкой (заусенцев, швов, неровностей и т. п.). Их применяют также для обработки заготовок из неметаллов, например при изготовлении шлифовальных кругов.
| Рисунок 8.10 Обдирочно- шлифовальный 3Н340. |
Технические характеристики:
1. Шлифовальные круги, мм ПВ400х50х203(400х50х127)
ПП400х50х203(400х50х127)
2. Количество шлифовальных кругов, шт 2
3. Высота центров шлифовал. кругов от пола, не менее, мм 900
4. Расстояние между шлифовальными кругами, мм 500
5. Скорость окружная, м/с 30
6. Питание от сети переменного тока:
- напряжение, В 380
- частота, Гц 50
7. Электродвигатель:
- тип 4АМ100S4УЗ
- мощность, кВт 3
- частота вращения, об/мин 1435
8. Габариты станка, мм (длина/ширина/высота)1060х700х1250
9. Масса станка, не более, кг 340
Некоторые модели: 3Н340, 3А306К-90, ВЗ-379, ВШ-041, ГС555.
Специализированные и заточные шлифовальные станки. Четвертый и пятый типы включают специализированные шлифовальные станки. Так, мод. ЗА544 используется для плоского шлифования направляющих станков, мод. 3510 отличается повышенной точностью обработки, мод. 3451 применяется для шлицешлифовальных работ и т. п.


а) б)
Рисунок 8.11 Специализированные шлифовальные станки: а) – шлицешлифовальный 3М451Г;
продольно-шлифовальный 3К544 для шлифования направляющих.
Заточные станки относятся к шестому типу и используются для заточки различного металлорежущего инструмента (резцов, слесарного инструмента, сверл и т. п.) и многих других работ. Универсально-заточные станки мод. 3644, ЗВ641, ЗМ642К и др. позволяют затачивать многолезвийный инструмент, а заточные станки мод. 3622, ЗВ659 и 3663 служат для заточки соответственно резцов, сверл и червячных фрез.

а) б)
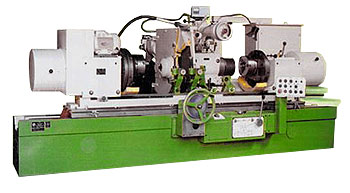
Рисунок 8.12 Специализированный шлифовальный станок для перешлифовки шеек коленвала 3Д4230 – а) и процесс шлифования на этом станке – б).


а) б)
Рисунок 8.13 Заточные станки: а) – универсально-заточной 3М642Е;
б) – алмазно-заточной для резцов модели 3622.


А) Б)
Рисунок 8.14 Современные заточные станки: А) – для заточки свёрл XT 3000i, ф. DAREX, США
Б) – шлифовально-заточной центр с ЧПУ ВЗ-531Ф4, заточка червяка.
Плоскошлифовальные станки. 
По расположению оси шпинделя плоскошлифовальные станки подразделяются на горизонтальные (рис. а и в), работающие периферией круга и на вертикальные (рис. б и г), работающие торцом круга.
По форме стола они подразделяются на имеющие круглый стол (в и г) имеющие прямоугольный стол (а и б).
Главное движение резания у всех разновидностей – вращение шлифовального круга Vкр. При прямоугольном столе имеется его продольное возвратно-поступательное движение Ппр, при круглом – вращение стола Vст. При работе дисковым кругом на станках с горизонтальным шпинделем имеется периодическая поперечная подача Ппоп вдоль оси шпинделя для обработки заготовок по всей их ширине.
 У всех вариантов плоскошлифовальных станков имеется ещё периодическая вертикальная подача врезания Пвр, выполняемая в начале каждого хода или оборо-та стола. Шероховатость поверхностей, обрабатываемых на плоскошлифовальных станках после чернового шлифования достигает от 3,2 до 0,8 Ra, после чистового от 0,8 до 0,4 Ra и после тонкого шлифования – 0,4 до 0,2 Ra.
У всех вариантов плоскошлифовальных станков имеется ещё периодическая вертикальная подача врезания Пвр, выполняемая в начале каждого хода или оборо-та стола. Шероховатость поверхностей, обрабатываемых на плоскошлифовальных станках после чернового шлифования достигает от 3,2 до 0,8 Ra, после чистового от 0,8 до 0,4 Ra и после тонкого шлифования – 0,4 до 0,2 Ra.

а) б)
Рисунок 8.15 Плоскошлифовальные станки: а) – 3Д711АФ11, с крестовым столом:
Б) – 3Л741ВФ10, с круглым магнитным столом.
Притирочные, полировальные, хонинговальные и доводочные станки относятся к восьмому типу. В ряде случаев шероховатость и качество поверхности, обработанной лезвийным инструментом и шлифовальными абразивными кругами, оказываются недостаточными для удовлетворения техническим условиям на те или иные детали. В подобных случаях применяют специальные отделочные технологические методы: хонингование, притирку и суперфиниш.
Хонингование применяется для обработки внутренних и наружных поверхностей до 7-го квалитета точности с шероховатостью Ra = 0,32 - 0,08 мкм. Этой обработке преимущественно подвергаются внутренние поверхности таких деталей, как гидроцилиндры, орудийные стволы, гильзы цилиндров двигателей внутреннего сгорания и поршневых компрессоров и т. п.

Рисунок 8.16 Хон: 1- корпус; 2 – бруски; 3 – раздвигающие конусы;
4 – шарниры; 5 – шпиндель станка.
Хонинговальная головка (хон, хона) представляет собой инструмент, состоящий из металлической конструкции, несущей абразивные или алмазные бруски, расположенные по окружности (рис. 236). Эти бруски принудительно, специальным механизмом головки раздвигаются по радиусам постепенно за каждый ход увеличивая обрабатываемый диаметр отверстия. Зерна бруска при хонинговании образуют неповторяющиеся пересекающиеся винтовые траектории (Рис. 8.17), что способствует получению поверхности с высокими эксплуатационными свойствами.
Поиск по сайту: