АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Схемы резания
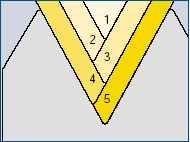
Форма и сечение срезаемого слоя для каждого реза зависят от последовательности срезания припуска, т.е. от схемы резания.
| l1 |
| tp |
| φ |
| h |
| P |
| Рис4.. Схема срезания припуска резьбовой гребенкой |
• Нарезание резьб мелкого модуля осуществляется за один проход. При нарезании однопрофильным резцом глубина резания tр равна высоте профиля резьбы h. При нарезании многопрофильным резцом (гребенкой) глубина резания уменьшается (рис.6):
 ,
,
где Р – шаг резьбы; l1 – длина режущей части.
• Многопроходное нарезание
а) Радиальное врезание (рис.5)
Достоинства:
- простой способ,
- высокая точность профиля,
- равномерный износ пластины.
Недостатки:
- жесткая стружка,
- повышенное давление на вершину,
- при нарезании крупной резьбы существует риск возникновения вибраций и плохого стружкообразования.
Используется для нарезания мелких резьб и при обработке закаленных материалов.
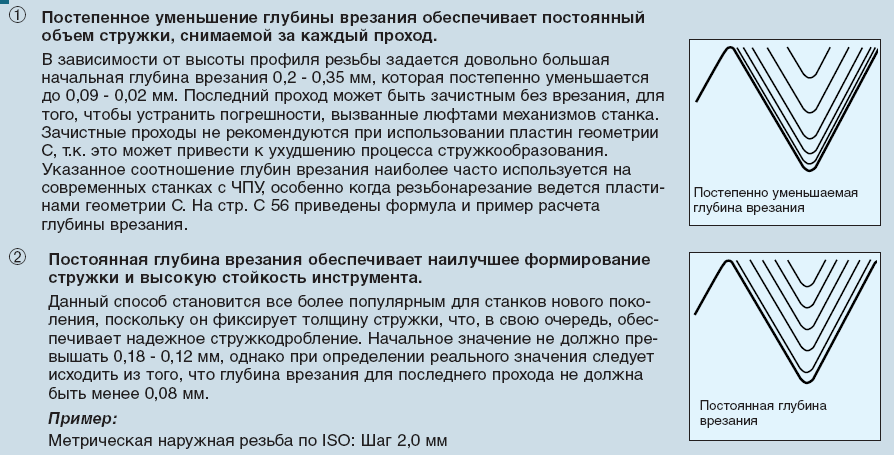
| Рис.8. Постепенно уменьшаемая глубина врезания |
| Рис.9. Постоянная глубина врезания |
Постоянная глубина врезания (Рис.9.) обеспечивает наилучшее формирование стружки и повышение стойкости инструмента.
Начальное значение глубины врезания не должно превышать 0,12…0,18 мм, а на последнем проходе не должна быть менее 0,08 мм.

| Рис.10. Боковое врезание |
б) Боковое врезание (рис.10)
Достоинства:
- Лучше форма стружки
- Возможность направить стружку в нужную сторону
- Уменьшается тепловыделение
- Можно снизить вибрации
Недостатки:
- 

| Рис.11. Боковое двухстороннее врезание |
в) Боковое двухстороннее врезание (рис.11)
- Применяется для обработки резьб с большим профилем.
- Обеспечивает минимальный и равномерный износ пластины.
Поиск по сайту: