АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Печи электрошлакового переплава
В водо-охлаждающем кристаллизаторе, закрытым снизу водо-охлаждаемым поддоном, находится ванна жидкого шлака, в который опущена заготовка, называемая расходуемым электродом. На поддон укладывают заправку, выполненную из получаемых материалов. Электрод и поддон питаются переменным током повышенной или пониженной до 2-10 Гц частоты. Ванна жидкого шлака является проводником и нагревается проходящим через шлак током. Данная ванна является нагревателем.
Электродный металл плавится в шлаковой ванне и каплями стекает вниз в ванну жидкого металла, жидкий металл постепенно застывает, образуя слиток. По мере расходования электрод опускают вниз. По окончании процесса постепенно снижают подводимую мощность. При этом ванна жидкого металла постепенно уменьшается, сходя на нет.
Данный процесс называют выведением лунки. По окончании наплавки кристаллизатор на тележке отвозят в сторону для разгрузки. Полученный слиток имеет хорошую внешнюю поверхность, хороший хим. состав и не требует обдирки. Это объясняется тем, что при контакте стенки кристаллизатора с расплавленным шлаком на ней образуется тонкая корочка застывшего шлака, т.н. гарнисаж, который исключает прямой контакт этого кристаллизатора и слитка.
Дуговой разряд в электрошлаковой печи в нормальном состоянии отсутствует. Дуговой разряд может появляться при недостаточном заглублении электрода в шлак, чрезмерном заглублении и капельном КЗ между электродами и ванной жидкого металла и укорачиванием шлака. В любом случае дуговой разряд является аварийным.
Имеется ряд конструктивных разновидностей электрошлаковых печей, отличающихся способом формирования слитка, числом и формой электрода. Имеем печь с неподвижным слитком, с вытягиванием слитка. В печи с неподвижным слитком переплав может производиться с глухим или перемещающимся кристаллизатором.
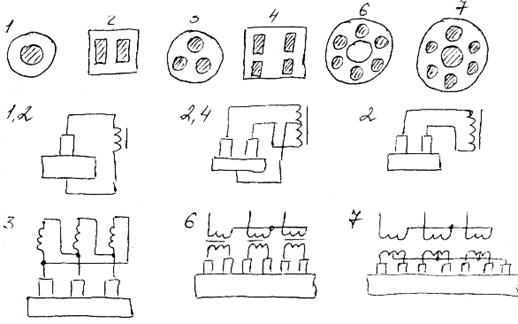 |
Применение перемещающегося кристаллизатора или вытягивание слитка позволяет сократить размеры кристаллизатора. Количество и форма электродов определяется требуемыми размерами и формой слитка.
Мощные печи достигают 300 кВА, а токи – 75 кА. Для осуществления технологических операций печи электрошлаковых приборов могут содержать:
1) Электропривод перемещения электрода
2) Электропривод перемещения кристаллизатора
3) Электропривод перемещения поддона
4) Электропривод перемещения тележки для выгрузки слитка.
Такой ЭП должен обеспечивать регулируемую в широком диапазоне скорость подачи. Такая скорость необходима для компенсации сплавления электродов. Во время вспомогательных операций необходимо быстрое перемещение электродов. Поэтому используют ЭП в диапазоне регулирования 500:1, 1000:1 или двухдвигательные ЭП с дифференц. редуктором.
Регулирование эл. режима одновременно ведется воздействием на напряжение источника и скорость перемещения электродов. Такое двухканальное регулирование использует один из следующих принципов:
1) Поддержание по заданной программе тока электрода или активного сопротивления шлаковой ванны. При одновременной коррекции напряжения источника питания в функции скорости плавления электрода.
2) Поддержание заданной скорости перемещения электрода при одновременной коррекции напряжения в функции активного сопротивления шлаковой ванны.
Поиск по сайту: