АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Установки для индукционной поверхностной закалки
Цель поверхностной закалки: получение высокой твердости поверхностного слоя при сохранении вязкой середины детали. Для получения такой закалки производят быстрый нагрев детали на заданную глубину током, индуцированным поверхностным слоем металла с последующим охлаждением.
Два вида нагрева под поверхностную закалку:
1) Глубинный, когда проникновение тока в металл больше глубины закаливаемого слоя
2) Поверхностный, когда глубина проникновения тока в металл меньше глубины закаливаемого слоя
При поверхностном нагреве тепло выделяется в тонком поверхностном слое, распространяется дальше путем теплопроводности.
Зависимость температуры от глубины проникновения тока в металл имеет вид:
ТК – закалочная температура
ХК – глубина закаленого слоя
При глубинном нагреве энергия расходуется меньше на нагрев сердцевины детали, следовательно он более экономичный.
При глубинном нагреве тепло выделяется по всей толщине закаливаемого слоя, не требуется ждать, пока тепло распространится на требуемую глубину, как при поверхностном нагреве. Глубинный нагрев более производительный (применяется на практике). Т.к. глубина проникновения тока в металл зависит от частоты, то поверхностная закалка требует различных толщин закаливаемого слоя.
| Частота, Гц | Глубина закаливаемого слоя, мм | Оптимальная глубина, мм |
| 17 – 70 | ||
| 3,6 – 16 | ||
| 2,4 – 10 | ||
| 1,3 – 5,5 | 2,7 |
Требуемые значения глубины закаленного слоя внутри приведенных интервалов обеспечивают точное регулирование времени нагрева. При заданной толщине закаливаемого слоя оптимальное значение частоты может быть определено:
 , Гц
, Гц
 , Гц – для сложных деталей.
, Гц – для сложных деталей.
Различают следующие виды поверхностной закалки:
1) Одновременная
2) Одновременно-поочередная
3) Непрерывно-последовательная
Одновременная закалка – заключается в одновременном нагреве всей закаливаемой поверхности с последующим охлаждением поверхности. Индуктор и охладитель удобно совместить. Применение лимитируется мощностями питающего генератора. Нагреваемая поверхность не превышает 200-300 см2.
Одновременно-поочередная закалка – характерна тем, что отдельные части нагреваемой детали нагреваются одновременно-поочередно.
Непрерывно-последовательная закалка – применяется в случае большой протяженности закаливаемой поверхности и заключается в нагреве участка детали при непрерывном движении детали относительно индуктора либо наоборот. Охлаждение поверхности следует за нагревом. Возможно применение отдельных охладителей или совмещенных с индуктором.
На практике идея поверхностной закалки реализуется в закалочных станках. Разичают специальные станки, предназначенные для обработки определеной детали или групп деталей, незначительно отличающихся размеров и универсальны – для обработки детали. Заклочные станки питаются от машинных генераторов промышленной частоты 2,5 – 8000 Гц.
Станки включают следующие элементы:
1) Понижающий трансфотматор
2) Индуктор
3) Батарея конденсаторов
4) Система водяного охлаждения
5) Элемент контроля и управления работы станка
Универсальные станки снабжаются устройствами для закрепления деталей, их передвижения, вращения, возможность для замены индуктора. Конструкция закалочного индуктора зависит от вида поверхностной закалки и от формы закаливаемой поверхности. Существует индуктор для закалки внешних поверхностей цилиндрических деталей, внутренних плоских поверхностей и т.д.
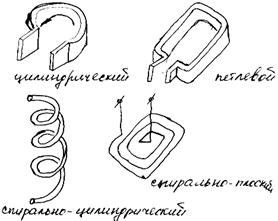 Бывают цилиндрические, петлевые, спирально-цилиндрические и спирально плоские.
Бывают цилиндрические, петлевые, спирально-цилиндрические и спирально плоские.
При низких частотах индуктор может содержать магнитопровод (в ряде случаев).
Поиск по сайту: