АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Краткие теоретические сведения. При планировке рабочих мест должны быть решены три вопроса:
При планировке рабочих мест должны быть решены три вопроса:
1) выбор расположения и размеров рабочих мест;
2) размещение операций по рабочим местам;
3) размещение потоков в цехе.
Рабочие места должны быть расположены так, чтобы на них было удобно разместить оборудование, инструменты, приспособления и предметы труда, а также чтобы работницы могли совершать наиболее короткие и простые движения.
В практике работы швейных фабрик встречается следующие расстановки рабочих столов по отношению к осевой линии потока (рис. 3):
· поперечная – рабочие столы располагаются перпендикулярно к транспортерной ленте или к столу, по которому перемещается полуфабрикат (см. рис. 3. а);
· продольная – рабочие столы располагаются параллельно осевой линии потока (см. рис. 3. б);
· по диагонали – под некоторым углом к осевой линии потока (см. рис. 3. в).
| а | б | в |
| 
| 
|
Рис. 3. Расстановка рабочих мест по отношению к осевой линии потока:
а – поперечная, б – продольная, в – по диагонали
Наиболее рациональным является поперечное расположение рабочих мест: повышается производительность труда за счет сокращения пути движения изделия в процессе изготовления, расширяется рабочая зона, улучшаются условия труда, наиболее эффективно используются механические транспортеры. В настоящее время все конвейерные и агрегатные процессы имеют поперечное расположение мест.
Все указанные выше варианты расположения рабочих мест в различных комбинациях применяются при планировке синхронных процессов (агрегатно-групповых), т.е. рабочие места могут иметь любое расположение относительно друг друга и направления потока. Характер планировки в этом случае определяется формой и величиной производственного помещения, видом выпускаемых изделий и т.д.
Шаг рабочих мест должен быть таким, чтобы расстояние между столами (место для рабочего) было не менее:
· 0,5 м – на утюжильных и ручных операциях, выполняемых стоя;
· 0,55 м – на машинных, ручных и утюжильных операциях, выполняемых сидя, при расположении обрабатываемых деталей на столе (при изготовлении легкого женского платья и белья);
· 0,75 м – на ручных операциях, выполняемых сидя, при расположении деталей на коленях;
· 0,4–0,5 м – расстояние между подряд идущими двумя прессами, если между ними нет рабочего места;
· 0,7–0,8 м – расстояние между прессом и соседним рабочим местом;
· 0,2–0,3 м – расстояние между прессом и транспортером.
В соответствии с этим шаг рабочих мест в некоторых случаях может быть больше или меньше шага большинства рабочих мест данного процесса.
Величина шага рабочих мест, применяемого при проектировании потоков для различных изделий, дана в табл. 17.
Параметры оборудования
Таблица 17
| Наименование рабочих мест | Назначение рабочих мест | Наименование изделий | Размеры стола, м | |
| длина | ширина | |||
| Машинные | Для универсальных машин | Пальто и костюмы | 1,20 | 0,65 |
| Белье и женское легкое платье | 1,10 | 0,60 | ||
| Ручные | Для обработки изделий в развернутом виде на столе | Пальто и костюмы | 1,40 | 0,80 |
| Белье и женское легкое платье | 1,20 | 0,70 | ||
| Ручные | Для выполнения подшивочных работ при расположении изделий на коленях | Пальто и костюмы | 1,20 | 0,40 |
| Белье и женское легкое платье | 1,10 | 0,40 | ||
| Ручные | Для проверки и подрезки выкроенных деталей | Пальто | 1,80 | 0,90 |
| Костюмы и женское легкое платье | 1,60 | 0,60 | ||
| Ручные или машинные | Для пришивки талонов при подготовке выкроенных деталей к пошиву | Пальто и костюмы | 1,20 | 0,65 |
| Утюжильные | Для обработки основных деталей и готовых изделий | Пальто и костюмы | 1,40 | 0,80 |
| Утюжильные | Для обработки мелких деталей | Пальто и костюмы | 1,20 | 0,65 |
| Белье и женское легкое платье | 1,10 | 0,60 | ||
| Ручные | Приемщиков готовой продукции | Пальто | 1,80 | 1,20 |
| Костюмы, детские пальто и женское легкое платье | 1,60 | 1,00 | ||
| Ручные | Механические щетки | Пальто | 1,40 | 1,20 |
| ВТО | Пресс ТПП (с подушками максимальных размеров) | Пальто, брюки | 1,40 | 1,20 |
| ВТО | Пресс ПСП | Пальто и костюмы | 1,20 | 0,70 |
| ВТО | Пресс ПЛП | Детали пальто, костюмов | 1,00 | 0,50 |
В конвейерных установках рабочие места должны располагаться возможно ближе к транспортерной ленте, которая всегда должна находиться слева от рабочего.
При движении изделий к основным рабочим местам в одном направлении технологический поток называется однолинейным, а при движении изделий в двух или трех направлениях – двухлинейным или трехлинейным. Преимущество однолинейного однорядного потока состоит в том, что запуск и выпуск изделий возможны в разных концах цеха, но такой поток следует применять при небольших мощностях (при изготовлении белья, женского платья, брюк и др.) при длине линии не превышающей 40–50 м.
Преимуществом однолинейного двухрядного потока является меньшая занимаемая площадь цеха, а недостатком – зигзагообразность движения изделий к рабочим местам. Наибольшее распространение в промышленности получили двухлинейные двухрядные потоки с прямолинейным движением изделий к рабочим местам. Схемы конвейерных и агрегатных потоков приведены на рис. 4.
Варианты схем расположения рабочих мест в агрегатно-групповых потоков приведены на рис. 5.
Кроме рабочих мест должны быть выбраны места для хранения кроя, деталей и готовых изделий.
Крой и детали изделий рекомендуется хранить на полках и стеллажах шириной 0,7–0,8 м, длиной и высотой гнезда по размерам пачек кроя и деталей (0,5–0,7 м; 0,6–0,9 м).
Для хранения готовых изделий в не подвешенном виде (хлопчатобумажные платья, сорочки, детские костюмы и т.п.) применяются многоярусные секционные стеллажи. На таких же стеллажах хранится межсекционный запас кроя. Размеры их определяются габаритами изделий.
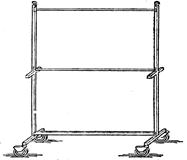
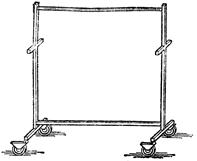
Верхние изделия хранят в подвешенном виде на стационарных и подвижных кронштейнах (рис. 6).
Подвижные кронштейны для готовых изделий бывают: двухъярусные для детской одежды и одноярусные для одежды взрослых.
Представление о емкости кронштейна в зависимости от вида изделий дает табл. 18.
Прежде чем решать вопрос о размещении потока в цехе, необходимо знать количество работников и рабочих мест данного процесса. Эти данные берутся из сводки рабочей силы и монтажного графика.
| а | в |

| 
|
| б | |

| |
| г | е |

| 
|
| д | |

| |
| ж | |

| |
| з | |

|
Рис. 4. Схемы конвейерных и агрегатных потоков:
а – однолинейный; б – двухлинейный; в – трехлинейный; г – однолинейный с зигзагообразным движением изделий; д – двухлинейный с обратным движением изделий; е – комбинированный; ж, з – одно- и двухлинейные с разрывами
| Детали передаются с одного рабочего места | ||||||||
| на одно | ||||||||

| ||||||||
| на два | на три | на четыре | ||||||

| 
| 
| ||||||
| Детали передаются с двух рабочих мест | ||||||||
| на одно | на два | |||||||

| 
| |||||||
| на три | на четыре | |||||||

| 
| |||||||
| Детали передаются с трех рабочих мест | ||||||||
| на одно | на два | на три | на четыре | |||||

| 
| 
| 
| |||||
| Детали передаются с четырех рабочих мест | ||||||||
| на одно | на два | на три | на четыре | |||||

| 
| 
| 
| |||||
| Условные обозначения | ||||||||

| – рабочее место | 
| – скат | |||||

| – междустолье | 
| – желоб | |||||
Рис. 5. Варианты схем расположения рабочих мест
в заготовительной секции синхронных потоков
| а | б |
| 
|
Рис. 6. Тележки-кронштейны напольного транспортирования
для передачи и хранения готовых изделий:
а – кронштейн комбинированный без поддона ТР-2С 789 00.000,
б – кронштейн комбинированный без поддона ТР-2С 835 00.000
Емкость кронштейнов
Таблица 18
| Наименование изделий | Количество единиц на 1 погонный метр кронштейна |
| Мужское зимнее пальто | 09–12 |
| Женское зимнее пальто | 09–12 |
| Мужское демисезонное пальто | 12–16 |
| Женское демисезонное пальто | 14–17 |
| Мужские и женские костюмы | 17–20 |
| Зимнее пальто для подростков | 14–16 |
| Демисезонное пальто для подростков | 16–18 |
| Женское платье шерстяное | 28–30 |
| Женское платье хлопчатобумажное | 30–35 |
При планировке процесса необходимо учитывать запасные рабочие места. Обычно в процессе размещаются только запасные универсальные машин (одна машина на 4–5 подряд стоящих основных) и некоторые виды специальных машин (петельные, пуговичные и т.д.).
Запасных рабочих мест ручной и утюжильной специальности не предусматривают.
Планировку рабочих мест осуществляют, руководствуясь технологической схемой и монтажным графиком, с учетом следующих требований к размещению потоков в цехе:
1. Наиболее рациональное использование площади помещения будет такое, когда площадь одного рабочего не превышает установленной нормы (см. табл. 7).
2. Рабочие места запуска следует располагать у мест поступления кроя, а места выпуска – у мест сдачи готовой продукции. Места запуска и выпуска располагать по возможности в противоположных концах цеха.
3. Дублирование деталей кроя производить в раскройном цехе.
4. При длине поточной линии более 35 м следует проектировать поперечные проходы шириной 1,5–2,0 м. В конвейерных потоках вместо поперечных проходов применяют переходные мостики, для которых отводят не более двух рабочих мест. Ширина мостика – 1,2–1,4 м, высота – 1,15–1,20 м, расстояние от боковых сторон мостика до ближайших рабочих мест агрегата 0,5–0,7 м. Проходы между лентами транспортера шириной 0,5 м.
5. При размещении потоков в цехе следует принимать следующие размеры проходов по длине и ширине помещения: от торцевых стен до начала и конца агрегатов 3,5–4,5 м или 2,0–2,5 м, если нет мест запуска или выпуска изделий; от боковых стен агрегата 1,1–1,2 м; между агрегатами при расположении по ширине цеха двух агрегатов 2,0–2,5 м, трех агрегатов 2,5–2,8 м и четырех агрегатов 1,5–2,0 м. Обязателен главный проход шириной 3,0–3,5 м.
6. В помещениях с колоннами агрегаты располагают так, чтобы колонны не находились напротив поперечных проходов и у переходных мостиков. Рабочие места агрегата должны отстоять от колонны на расстоянии не менее 0,4 м.
7. При планировке цеха должны быть не только поточные линии, но и оборудование для хранения кроя, полуфабрикатов, межсекционных запасов и готовой продукции.
8. Планировку рабочих мест выполняют на плане цеха в масштабе 1:100 с нанесением основных контуров рабочих мест и указанием на каждом рабочем месте номера и специальности операции.
Поиск по сайту: