АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Резьбовые соединения
|
Читайте также: |
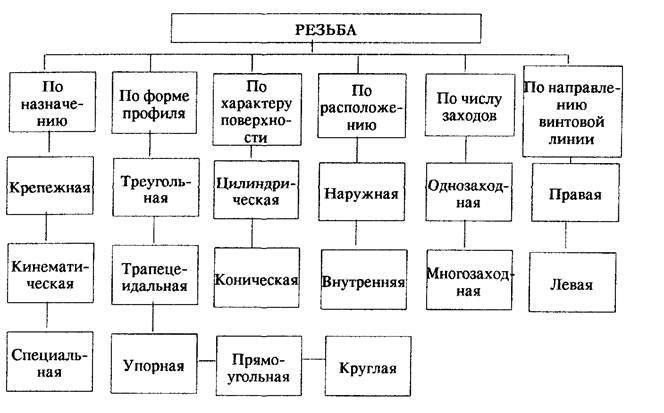
По эксплуатационному назначению различают резьбы общего применения и специальные, предназначенные для соединения одного типа деталей определенного механизма: крепежные (метрическая, дюймовая); кинематические (трапецеидальная и прямоугольная), применяемые для ходовых винтов, винтов суппортов станка и столов измерительных приборов и т.п., их основное назначение - обеспечение точного перемещения при наименьшем трении, а также (упорная) для преобразования вращательного движения в прямолинейное в прессах и домкратах; трубные и арматурные (трубные цилиндрическая и коническая, метрическая коническая), их основное назначение - обеспечение герметичности соединений.
Общими для всех резьб являются требования долговечности и свинчиваемости без подгонки независимо изготовленных резьбовых деталей при сохранении эксплуатационных качеств соединений.
Закономерности построения систем допусков и посадок для цилиндрических и резьбовых соединений одинаковы, однако значения допусков различны. Поэтому квалитеты точности не могут быть применены для резьбовых деталей.
Для резьбовых деталей приняты степени точности, обозначаемые цифрами в порядке убывания точности: 3, 4, 5, 6, 7, 8, 9 и 10.
В качестве основного принят ряд допусков 6-й степени точности (их вычисляют по эмпирическим формулам, приведенным в ГОСТ 16093 — 81). Предпочтительной является 6-я степень точности.
Обозначение полей допусков резьбы отличается от обозначения полей допусков гладких цилиндрических изделий тем, что степень точности указывается перед буквенным обозначением основного отклонения
Посадкой в резьбовом соединении называется характер резьбового соединения деталей, определяемый разностью средних диаметров наружной и внутренней резьбы до сборки
Резьбы подразделяются на наружные и внутренние.
К наружным резьбам относят резьбу болта, шпильки, винта и т. д. к внутренним резьбамрезьбу гайки, гнезда, муфты и т.д.
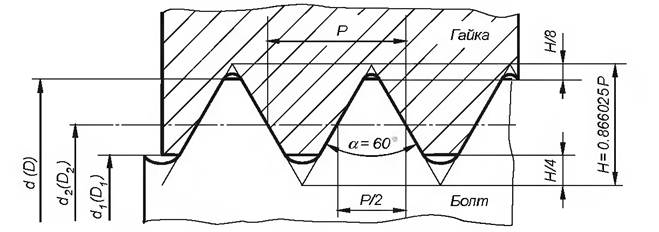
Номинальным диаметром резьбы является наружный диаметр d = D
диаметр воображаемого цилиндра, касательного к вершинам наружной резьбы или впадинам внутренней резьбы.
Внутренний диаметр d1=D1 диаметр воображаемого цилиндра, вписанного касательно к вершинам внутренней резьбы или впадинам наружной резьбы.
Средний диаметр резьбы d2= D2 диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине шага резьбы.
Шаг Р — расстояние между соседними одноименными боковыми сторонами профиля, измеренное в направлении, параллельном оси резьбы.
Угол профиля — угол между боковыми сторонами профиля
в осевой плоскости.
Длина свинчивания (высота гайки)— длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом сечении.
Наиболее распространенной посадкой для крепежных метрических резьб является 6H/6g
Для получения посадок резьбовых деталей с зазором предусмотрено пять основных отклонений d, e, f, g, h для размеров d d1 d2 и четыре E F G H. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия. Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Указанные основные отклонения для наружной резьбы определяют верхние отклонения, а для внутренней - нижние отклонения диаметров резьбы. Второе предельное отклонение определяют по принятой степени точности резьбы. Сочетание основного отклонения, обозначаемое буквой с допуском по принятой степени точности, образует поле допуска диаметра резьбы. Поле допуска резьбы образуют сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов d или D1
Основные отклонения H и h равны нулю, остальные отклонения определяют по формулам:
Для болтов
esd = -(80+11 P) ese = -(50 +11 P) кроме P ≤0,75
esf = -(30+11 P)
esg = -(15 +11 P)
Для гаек
EIE = + (50+11 P) кроме P ≤0,75
EIF = + (30 +11 P)
EIG = + (15 +11 P)
где es - верхнее отклонение болтов, мкм; EI - нижнее отклонение гаек, мкм; Р - шаг резьбы, мм.
Установлены следующие степени точности:
| диаметр | болт | гайка |
| наружный | 4; 6; 8 | - |
| внутренний | - | 4; 5; 6; 7; 8 |
| средний | (2)*; 3-9; 10** | (2; 3); 4-8; 9** |
* Посадка с натягом
**Детали из пластмасс
Поиск по сайту: