АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Резьбовые разъемные соединения
Резьбовые соединения осуществляются с помощью болтов, гаек и шпилек. Они позволяют производить неоднократную сборку и разборку без замены деталей.
В технических соединениях на выполнение резьбовых соединений (болтовых, винтовых, шпилечных) указывают:
1) силу или момент затяжки;
2) последовательность затяжки крепежных деталей в групповом соединении;
3) плотность и герметичность соединения;
4) метод стопорения крепежных деталей.
Сила затяжки зависит от конструкции и схемы нагружения соединения:
1) если резьбовое соединение нагружено силой Q, сдвигающей детали в стыке, то силу затяжки можно найти по формуле:
P = kQ / 2f

Рис.1
где k - коэффициент запаса (k = 1,3 - 2); f - коэффициент трения в стыке;
2) если резьбовое соединение нагружено внешней силой Q, раскрывающей стык, то силу затяжки можно найти по формуле:
P = kр Q
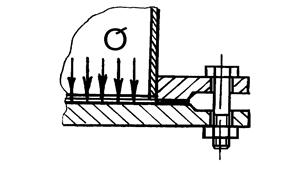
Рис.2
где kр - коэффициент затяжки, принимают по условию нераскрытия стыка, при постоянной нагрузке kр = 1,25 - 2, при переменной нагрузке kр = 2,5 - 4, по условию герметичности стыка при мягкой прокладке kр = 1,3 - 2,5, при металлической прокладке kр = 2 - 5.
Затяжку резьбового соединения рекомендуется проводить в определенном порядке. При многоболтовых соединениях сначала проводят затяжку гаек, расположенных посредине детали, а затем по концам детали. Если гайки расположены по окружности, их следует затягивать крест-накрест. Сначала следует затянуть все гайки на одну треть, затем на две трети и наконец на полную величину момента.
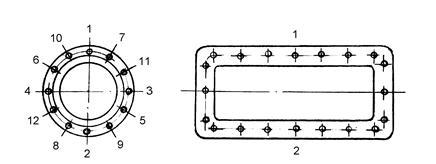
Рис.3
Сборка резьбовых или болтовых соединений осуществляется гаечными ключами (при ремонтных работах, в единичном и мелкосерийном производствах) или специальными одношпиндельными или многошпиндельными гайковертами - ручной машиной с электрическим или пневматическим приводами (в крупносерийном и массовом производствах).
С целью предохранения гаек от самопроизвольного отвинчивания(особенно в машинах, испытывающих вибрации) их стопорят относительно болта, шпильки или скрепляемой детали. Стопорение осуществляется с помощью контргайки, пружинной шайбой, вязкой.
Надежное стопорение и герметизацию соединений обеспечивают использованием резьбообразующих винтов (саморезов).
Контроль качества сборки резьбовых соединений производят, осуществляя в процессе сборки проверку:
1) осевой силы или момента затяжки;
2) визуально проверяют наличие крепежных деталей в собранном соединении, выявляют возможные их повреждения;
3) контролируют последовательность затяжки резьбовых деталей в групповом соединении по ходу его сборки.
4) при сборке соединений на резьбовых шпильках контролируют не только момент затяжки гаек, но и момент затяжки шпилек при их ввертывании в корпусную деталь. Шпильки должны быть перпендикулярны плоскости сопряжения (отклонение допускается в пределах до 0,1 мм на 100 мм длины выступающей части шпилек) и иметь заданную высоту над этой плоскостью. Перпендикулярность шпильки проверяют угольником и щупом, а ее высоту - предельным шаблоном или универсальным измерительным инструментом.
Поиск по сайту: