АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Правка листового материала
Правка листов малых и средних толщин (S < 40 мм) производится в холодном состоянии. Холодная правка сопровождается появлением остаточных деформаций, неравномерно распределенных по длине и ширине листа; это следует учитывать при дальнейшей обработке.
Для правки листов толщиной свыше 40 мм применяют горячую правку.
Для холодной правки листового материала применяют листоправильные вальцы. В этой машине правку производят при помощи гибочных роликов (рис. 1).
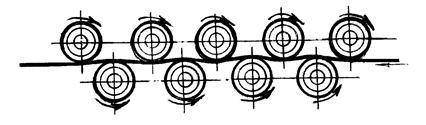
Рис.1.
Лист направляется между рядами роликов, при этом зазор между ними делается таким, чтобы во время продвижения лист несколько раз подвергался знакопеременному изгибу. Правка производится за два-три перехода. Величину прогиба можно регулировать, перемещая верхний ряд роликов, закрепленных в массивной траверсе по вертикали. Число роликов на листоправильных вальцах колеблется от 5 до 11. Для правки тонких листов необходимо большее число роликов.
На качество правки влияет правильно выбранное расстояние между роликами (шаг). Во всех случаях для лучшего качества правки желательно иметь шаг меньшим, однако уменьшение шага резко увеличивает потребляемую машиной мощность.
Усилие правки на листоправильных машинах рассчитывается по максимально допустимой силе, приложенной к одному ролику. Оно находится по формуле:
P = 2 b S s изг / 3 t кг
где b - максимальная ширина листа в см;
S - максимальная толщина листа в см;
s изг - временное сопротивление изгибу в кг/см2;
t - расстояние между осями правильных роликов в см.
Поиск по сайту: