АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Правка сортового материала
Правка сортового материала различных профилей (швеллер, уголок и т. п.) производится на сортоправильных вальцах, которые работают по такому же принципу, что и правильные машины. Машины такого же типа имеют от 5 до 9 консольных роликов. Конфигурация роликов в разрезе соответствует профилю подлежащего правке сортового металла. Скорость правки 0,01 - 0,05 м / сек.
Правку сортового материала можно также производить на гибочных прессах. На таких прессах участок металла, подлежащий правке, помещается между двумя опорами и давильником, при этом выпуклая часть профиля устанавливается против давильника (рис. 2).
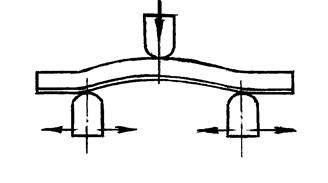
Рис.2.
Выпрямление профиля происходит за счет усилий подвижного давильника. Опоры делаются подвижными в направлении, перпендикулярном к движению давильника; это позволяет менять расстояние между опорами в зависимости от характера искривления профиля.
Для правки профиля изготавливают пресса с усилием до 500 т, с помощью которых можно выпрямлять сортовой прокат, имеющий наибольший размер по сечению до 450 мм и длину до 10 м.
Материал подается к гибочным станкам рольгангами.
Поиск по сайту: