АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Технические требования на изготовление обечаек
Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением и ОСТ 26-291-71 определены следующие требования к изготовлению обечаек.
Сварные швы и их изготовление: сварные швы должны быть стыковыми: в стыковых соединениях элементов сосудов с различной толщиной стенок должен быть обеспечен плавный переход от одного элемента к другому постепенным утонением кромки более толстого элемента. Угол наклона поверхностного перехода не должен превышать 200.
Обечайки диаметром до 4000 мм должны изготавливаться с одним продольным швом, кроме сосудов, корпуса которых изготавливаются из двух полуобечаек.
Обечайки диаметром свыше 1000 мм допускается изготовлять из нескольких максимально возможной длины. Допускается вставка максимально возможной длины.
Допускается изготовление обечаек путём вальцевания карт, сваренных в плоском состоянии из несольких листов.
В обечайках свальцованных из карт, сварные швы должны быть параллельны образующим: ширина листов между швами должна быть не менее 800 мм, ширина змыкающей вставки не менее 400 мм.
При изготовлении из карт допускаются перекрещивающиеся сварные швы (для аппаратов работающих при Р<16 кгс/см2, t<4000C), швы выполняются при этом автоматической или электрошлаковой сварками при условии 100%-го просвечивания.
Расположение отверстий в стенках: отверстия для люков и лазов следует располагать вне сварных швов. В отдельных случаях допускается устройство таких отверстий на швах при условии двухстороннего провара и укрепления отверстий.
Допуски: при изготовлении обечаек следует соблюдать допуски, предусмотренные правилами Госгортехнадзора, ОСТ 26-291-71 и техническими условиями.
МАРШРУТ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК МЕТОДОМ ВАЛЬЦОВКИ
 |
Чертёж изготавливаемой обечайки приведён на рис.1
1. РАСКОНСЕРВАЦИЯ (механическая или химическая). Оборудование: настилы или плиты сборочные. Приспособления: листозахватные приспособления, молотки рубильные пневматического типа М, МР, машины электрошлифовальные типа С.
В случае химической расконсервации: растворители, моющие средства, бязь, х/б.
 |
2. ПРАВКА ЛИСТА (по мере необходимости). Оборудование: листоправильные машины. Приспособления: листозахватные скобы (рис. 2).
3. РАЗМЕТКА ЗАГОТОВКИ. Отметить размеры, нанести отметки мелом и риски чертилкой. Проверить разность L1 и L2. Длина развёртки L определяется по диаметру нейтральной поверхности:
L=p*Dн..п=p*(Dв+S) мм;
где Dв- внутренний диаметр обечайки, мм;
 |
S – толщина листа, мм (рис. 3)
При необходимости изготовления обечаек с повышенными требованиями к их точности длина заготовки обечайки определяется:
Lт=p*(Dв+Sср+a/2)-b1+b2+c мм;
где Sср – фактическая толщина листа обечайки, мм;
a»0.01
Dв – допускаемое отклонение формы поперечного сечения (овальность), мм;
b1 – величина зазора под сварку, мм;
b2 – припуск на обработку кромок, мм;
с – величина усадки сварного шва.
Длина заготовки обечайки из двухслойной стали
Lд=p*(Dв±2Yн), мм
где Yн – положение нейтрального слоя в сторону более прочного слоя, мм.
Для биметаллических обечаек с повышенной точностью, длина заготовки обечайки:
Lтд=p*(Dв±2Yн))-b1+b2+c, мм.
Оборудование: плиты сборочные или настилы деревянные.
Приспособления и инструмент: листозахваточные приспособления, молоток, чертилка, керн.
4. РЕЗКА ЗАГОТОВКИ НОЖНИЦАМИ Оборудование: ножницы листовые с наклонными ножами Н482.
 |
Приспособление и инструмент: листозахваточные приспособления, ножи плоские (рис.4).
5.
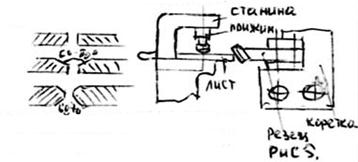 |
ПОДГОТОВКА КРОМОК СТРОГАНИЕМ (кромкострогальная, рис.5)
5.1 Установить деталь на столе станка, выверить и закрепить.
5.2 Строгать фаску, выдерживая размеры.
5.3 Переустановить деталь для строгания другой фаски
5.4 Строгать другую фаску, выдерживая размеры. Оборудование: кромкострогательный станок 7806. Присособления и инструмент: листозахватные, пневмо-гидро- и винтовые прижимы, резцы строгальные, штангенциркуль, шаблоны фасонные.
Вместо операции строгания можно вести фрезерование кромок на универсально-фрезерном станке (например, модели 6641).
6.
 |
СБОРКА ЗАГОТОВОК ПОД СВАРКУ (рис.6) Оборудование: стенд плиточный. Приспособления: листозахватное приспособление, электрошлифовальная машина С-475.
Рис. 6
7. СВАРОЧНАЯ. Оборудование: сварочный трансформатор.
8. ПОДГИБКА КРАЕВЫХ УЧАСТКОВ (кромок, с обеих сторон). Проводится в том случае, если последующая операция вальцевания проводится на трёхвалковых вальцах.
Оборудование: может проводиться:
а) на гидравлических прессах;
б) на 3-х валковых машинах на подкладном мосте (загибочной матрице).
ВАЛЬЦЕВАНИЕ ОБЕЧАЙКИ (круговая гибка листа). Вальцевание обечаек может производиться:
- на двухвалковых листогибочных машинах;
- на трёхвалковых вальцах;
- на четырёхвалковых вальцах;
- на вертикальных вальцах.
Двухвалковые листогибочные машины по конструкции разделяются на:
 |
а) машины с гибочным упором (рис.7);
 |
б) машины с упругим покрытием нижнего валка (рис.8).
Упругим покрытием является полиуретан. Верхний валок сменный для получения обечаек разного диаметра. Горизотальные трёхвалковые вальцы. Являются простейшей вальцовочной машиной (рис.9). Движение сообщается двум нижним валкам. Верхний валок имеет возможность вертикального перемещения, за счёт чего можно изменять радиус гибки. Верхний валок имеет съёмную опору, что позволяет снимать свальцованную обечайку. Машина имеет реверсивный ход.
 |
Недостаток: при гибке на трёхвалковых вальцах у обечаек остаётся плоский краевой участок, равный половине расстояния между осями нижних валков.
Горизонтальные четырёхвалковые вальцы. Лишены выше указанного недостатка. В четырёхвалковых вальцах (рис.10) движение передаётся средним валкам. Нижний валок может двигаться в вертикальном направлении. Два боковых валка перемещаются по радиусу загиба листа. Валки могут изменять своё положение одновременно или каждый в отдельности, предварительно загибая при этом концы заготовки.
Необходимый радиус кривизны обечайки в машинах обоих типов получается при многократном пропуске заготовок через вальцы противоположных направлениях, при этом каждый раз усиливается прижим гибочных валков.
 |
Недостатком четырёхвалковых машин по сравнению с трёхвалковыми является значительно большая масса (25-40%), сложность конструкции обслуживания, высокая стоимость.
Поиск по сайту: