АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Вырубка (пробивка)
|
Читайте также: |
Это отделение одной части от другой по замкнутому контуру. Осуществляется на специальной вырубных или пробивных штампах.
Штамп- инструмент, приспособленный для выполнения операции холодной штамповки.
В листовом штампе основными элементами являются пуансон и матрица.


|
| |||
| |||

Процесс вырубки состоит из трех стадий:
- упругая
- пластическая
- разрушение
Под действием пары сил (действует сила со стороны пуансона и со стороны матрицы) в листе возникают упругие деформации:
| -растягивающие со стороны матрицы; -сжимающие со стороны пуансона. | 
|
Лист будет упруго деформированным. На диаграмме растяжения это линейная зависимость.

|
Это будет продолжаться до тех пор, пока напряжение в очаге деформации не достигнет величины  . В этом случае деформации начинают расти без видимого изменения напряжения. Физически это выражается во внедрении пуансона в тело материала и материала в полость матрицы. Происходит перерезание волокон. Данная стадия называется пластической. В конце данной стадии в материале в районе кромок пуансона и матрицы по направлению друг к другу начинается образование усталостных трещин. При дальнейшем движении пуансона вниз происходит развитие трещин и слияние в единую поверхность скола. На диаграмме
. В этом случае деформации начинают расти без видимого изменения напряжения. Физически это выражается во внедрении пуансона в тело материала и материала в полость матрицы. Происходит перерезание волокон. Данная стадия называется пластической. В конце данной стадии в материале в районе кромок пуансона и матрицы по направлению друг к другу начинается образование усталостных трещин. При дальнейшем движении пуансона вниз происходит развитие трещин и слияние в единую поверхность скола. На диаграмме  это соответствует резкому росту направления, которое заканчивается при достижении
это соответствует резкому росту направления, которое заканчивается при достижении  в тот момент, когда одна часть заготовки отделяется от другой.
в тот момент, когда одна часть заготовки отделяется от другой.

Если вырубка осуществляется на оптимальном зазоре между пуансоном и матрицей, то боковая поверхность имеет следующие основные зоны:
Зоны:
- блестящий поясок (нормальная шероховатость: Rz40 … Ra0.63) Эта зона – след пластической стадии вырубки,
 .
. - поверхность скола; формируется на третьей стадии вырубки, (ненормированная шероховатая поверхность: вид, характерный для излома металла), деформированная поверхность, следовательно толщина деформированного слоя а=1,0S; угол скола
 °
°
| возникают в результате действия освободившихся внутренних напряжений, которые закладываются на упругой стадии. |
|
Для большинства деталей наличие поверхности скола допускается. Поэтому вырубку чаще всего ведут на оптимальном зазоре. При этом усилие вырубки минимальное, стойкость штампа наивысшая, можно контролировать размеры вырубленных деталей и отверстий, т.к.
 ;
;

При уменьшении зазора между матрицей и пуансоном возрастает доля блестящего пояска в общей толщине детали, при некоторых зазорах блестящий поясок может занимать всю толщину детали. На этом основаны способы повышения качества боковой поверхности. При уменьшении бокового зазора в зоне вырубки создается схема объемного всестороннего сжатия, что резко увеличивает пластические свойства материала.
Зависит от:
- характера выполнения операции:
а) вырубные;
б) гибочные;
в) вытяжные и т.д.
- характера производства:
а) в массовом и крупносерийном производстве выгодно использовать высокопроизводительные и автоматизированные штампы, изготовленные из высокопрочных материалов;
б) в среднесерийном производстве используются штампы блочной конструкции с пуансоном и матрицей из конструкционных и инструментальных сталей;
в) в единичном и мелкосерийном производстве используются свинцово-цинковые штампы, штампы из пластмассы, древесины и резины.
- по технологическому признаку:
а) штампы простого действия (одна операция);
б) штампы совмещенного действия (выполняется более одной операции за один ход верхней плиты);
в) последовательного действия (более одной операции за несколько ходов плиты с перемещением заготовки в плоскости нижней плиты).
- направляющих элементов:
а) без направляющих элементов (открытые);
б) с направляющими элементами (закрытые).
Схема штампа без направляющих элементов для вырубки (схема открытого штампа).

- пуансон;
- матрица;
- хвостовик;
- нижняя плита (закреплена с помощью прихвата);
- универсальный съемник.
Хвостовик необходим для передачи усилий от ползуна на пуансон. Нижняя плита необходима для закрепления на ней матрицы и закрепления на столе пресса.
Достоинство: простота конструкции, низкая стоимость.
Недостаток: сложность наладки.
Наладка заключается в обеспечении равномерного зазора между матрицей и пуансоном по всему контуру детали.
Область использования: мелкосерийное и единичное производство
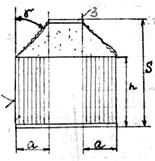
Инструментальный штамп блочной конструкции.

|  - штамповочный блок - штамповочный блок
|
- подключающаяся плита, Ст 45;
- пуансонодержатель;
- пуансон;
- упругий элемент съема;
- съемник-прижим;
- матрица;
- направляющий упор.
В зависимости от размеров изготавливаемой детали, размеры штамповочного блока различны. Для снижения стоимости деталей штамповочного блока, они стандартизованы в зависимости от размеров и образуют нормальный ряд, изготавливающийся на специальном штамповом производстве, следовательно при проектировании нового штампа конструктор в зависимости от требуемых размеров выбирает детали штамповочного блока из нормального ряда, все остальные проектирует самостоятельно. Элемент 3 изготавливают из бронзы для поддержания на одном уровне минимального зазора между колонкой и втулкой в течение всего срока службы штампа. Данный штамп собирается на специальном производстве, следовательно, не требует специальной наладки при начале эксплуатации. Достаточно закрепить нижнюю плиту на столе, а хвостовик в ползуне.
Применяется в серийном и массовом производстве.
При проектировании штампа хвостовик на верхней плите размещается в центре давления штампа, т.е. в месте приложения равнодействующей всех сил, действующих в рабочей области штампа. Задача по определению центра давления штампа решается графоаналитически.
Гибка.
Это превращение срединной поверхности плоской заготовкой путем изменения ее кривизны в заданную линейчатую поверхность. При развертывании линейная поверхность без складок и разрывов может быть наложена на плоскость заготовки при совпадении контуров.

Линейчатая поверхность – поверхность, образующаяся перемещением линии.
Различают:
-одноугловую гибку;
-многоугловую гибку.
Различают гибку листов, труб, проверенных и специальных профилей.
Схема одноугловой гибки листа.

Физически гибка представляет собой упруго-пластическую деформацию сжатия волокон листа, расположенных с внутренней стороны угла и растяжения – с внешних сторон. Волокна на средней поверхности свободны от напряжения и деформации. Срединная поверхность только меняет свою кривизну в процессе гибки. Все напряжения локализованы в секторе, ограниченном углом гибки. Зоны, свободные от деформации и напряжения, называются полками. Растяжение в секторе гибки вызывает утонение заготовки а.  имеет место в осевом сечении и плавно уменьшается до нуля при движении к границам сектора гибки. Утонение вызывает смещение срединной поверхности в сторону сжатых волокон.
имеет место в осевом сечении и плавно уменьшается до нуля при движении к границам сектора гибки. Утонение вызывает смещение срединной поверхности в сторону сжатых волокон.
Различают гибку: узких полос (b/S<2) и широких полос (b/S>2).
При гибке узких полос имеет место искажение поперечного сечения.

Допустимые деформации при гибке.
Попытаемся связать макропараметры заготовки и величину допустимой деформации ( ). Для этого примем допущение:
). Для этого примем допущение:
- Пренебрегаем кривизной заготовки.
- Не будем учитывать смещение нейтральной оси в сторону сжатия волокон.
- Используем гипотезу плоских сечений.

При гибке происходит растяжение наружных волокон. II сечение, оставшееся плоским, будет поворачиваться относительно деформированного наружного волокна:  . Выразим ее через макропараметры детали. Для этого рассмотрим два треугольника.
. Выразим ее через макропараметры детали. Для этого рассмотрим два треугольника.
Из малого:


 - условие неразрушения детали при гибке.
- условие неразрушения детали при гибке.
Получен чертеж детали, необходимо проверить выполнение неравенства путем подстановки величин  , S,
, S,  . Если неравенство не выполняется следует:
. Если неравенство не выполняется следует:
- изменить параметры детали;
- ввести гибку в два этапа:
а) изготовить деталь на , при котором не произойдет разрушение;
б) термообработать деталь и согнуть на нужный радиус .
Поиск по сайту: