АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Вытяжка
|
Читайте также: |
Это операция по превращению плоской заготовки в полую за счет втягивания ее в матрицу (I-вытяжка), или превращение одной полой заготовки в другую за счет изменения ее высоты и сечения (II и последующие вытяжки).
Различают вытяжки деталей типа тел вращения: цилиндр, конус, сфера и т.д.; детали коробчатого типа.
- Вытяжка детали цилиндрической формы.
Рассмотрим плоскую круглую заготовку.
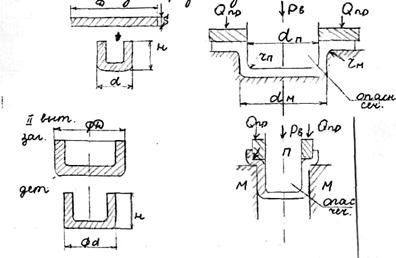
Для предотвращения разрыва заготовки при втягивании ее в матрицу, матрицу и пуансон выполняют со специальными радиусами: rп и rм. Наиболее опасным сечением при вытягивании является место перехода дна в радиус.
Вторая опасность при вытяжке - возможность образования складок на фланцевой части заготовки. Для предотвращения образования складок фланец поджимается прижимом. Степень изменения формы заготовки при вытяжке оценивается с помощью относительной степени деформации  или коэффициента вытяжки
или коэффициента вытяжки  .
.
Величина m получила большее распространение. Если произвести вытяжку детали при d=const, увеличивая D, то при некотором значении m напряжения в опасном сечении могут разрушить заготовку (у неё оторвётся дно). То значение m, при котором разрушение заготовки ещё не наступило, но пластические свойства исчерпались, называется предельным значением коэффициента вытяжки 
Его величина зависит от множества факторов:
- Способ вытяжки (наличие или отсутствие складкодержателя). Наличие его,
 снижается.
снижается. - Пластичность материала.[
 ], при увеличении которой уменьшается.
], при увеличении которой уменьшается. - Форма детали – чем проще, тем ниже
- Существование оптимального значения зазора
 , при котором min – это такое значение, при котором складки на детали отсутствуют, а утонение в критическом сечении минимально.
, при котором min – это такое значение, при котором складки на детали отсутствуют, а утонение в критическом сечении минимально.
=(1,3…1,5)S – для 1-ой вытяжки.
=1,2S – для 2-ой вытяжки.
=(1,1…1,15)S – для 3-ей вытяжки.
=1,0S – при калибровке.
- Радиусы матрицы и пуансона.
 =(6…8)S
=(6…8)S
 =(4…6)S
=(4…6)S
- Наличие смазки между матрицей и пуансоном для уменьшения трения, а следовательно для уменьшения m.
- Относительная толщина детали
 .Зависимость m = f () носит более сложный характер. Существует номограмма,
.Зависимость m = f () носит более сложный характер. Существует номограмма,  при выборе оценивается его величина по каждому из семи пунктов и выбирается наибольшее значение.
при выборе оценивается его величина по каждому из семи пунктов и выбирается наибольшее значение.
Существует 3 способа:
1) Поверхности заготовки и детали равны между собой.
 =
=  , S=CONST
, S=CONST
Способ используется, если мы пренебрегаем утонением детали при расчётах.
2) Способ равенства объёмов.
 =
= 
Имеется в виду объем металла, из которого сделаны детали. Способ используется, если имеют место утонения: S=var,  .
.
3) Способ равенства масс.
 =
= 
Используется, если 
 . Очень интенсивная вытяжка.
. Очень интенсивная вытяжка.
Будем использовать только 1 способ. Рассмотрим его для разных случаев вытяжки.

| 1 случай
Опред: D -?
Допущение: r=0

 = =  , D= , D= 
| ||

| 2 случай
Разобьем поверхность детали на отдельные элементарные поверхности, площади которых определяются простыми функциями.
 
|
Расчёт усилия вытяжки.
Рассмотрим схему вытяжки.

|
На деталь при вытяжке действуют внешние силы:
Pв, Qпр. Под действием этих сил в детали возникают вторичные силы: Pтр, P1 – усилие, необходимое на пластическом формообразовании заготовки в боковую поверхность детали, P2 – усилие гибки металла через перетяжное ребро матрицы,  - угол охвата матрицы деталью. - угол охвата матрицы деталью.
|
В результате действия всех сил, внутри детали образуются поля напряжений.

|  - окружное сжимающее напряжение (след действия сил P1) - окружное сжимающее напряжение (след действия сил P1)
 - растягивание напряжения по радиусу (след действия от - растягивание напряжения по радиусу (след действия от  Pmp и P2) Pmp и P2)
|
Усилие вытяжки будет воспринимать сечение материала в центральной части заготовки.
 = (
= ( )
) 
 ;
;  ,
,  , = ()
, = () 
 - коэффициент трения между деталью, матрицей и складкодержателем.
- коэффициент трения между деталью, матрицей и складкодержателем.
=1+1,6 , =()(1+1,6 ) – формула расчёта максимального напряжения.
На практике величину заменяют величиной  и ведут расчёт усилия вытяжки из условия отрыва дна заготовки. Такое допущение возможно, т.к. часть вытяжки расходуется на преодоление трения.
и ведут расчёт усилия вытяжки из условия отрыва дна заготовки. Такое допущение возможно, т.к. часть вытяжки расходуется на преодоление трения.
 =
= 
определяется экспериментальным путём вытяжки нескольких заготовок.

| 
|  -овальность формы за счёт анизотропии материала. -овальность формы за счёт анизотропии материала.
 разница высот разница высот
|

|
Овальность устраняется последующей калибровкой.
Фестоны подрезают либо на штампе, либо токарной обработкой, оставляя припуск на обработку. Складки на верхней части стенки заготовки образуются из-за различий в соотношении и на разных стадиях вытяжки.

| На первой стадии вытяжки, когда большая часть фланца находится под склдакодержателем >>
На второй стадии (фланец выходит из-под складкодержателя, преобразовываясь в боковую стенку детали, и движется в полости между матрицей и пуансоном): <<
|
В результате преобладания сжимаемого напряжения при наличии свободного пространства в полости штампа, материал заготовки теряет устойчивость, следовательно, возникает продольный изгиб и складки.
Поиск по сайту: