АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ВНАПУСК
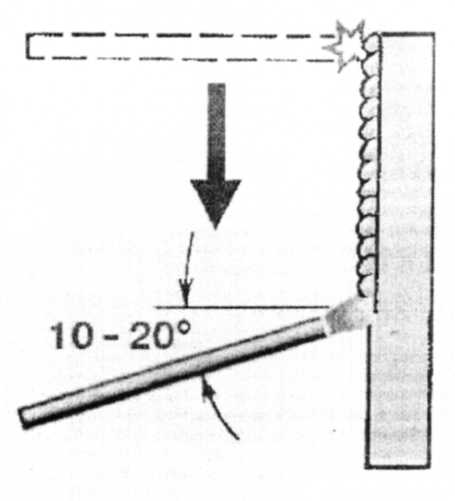
 Кутові шви в нижньому положенні з катетом до 10 мм накладають в один шар електродами діаметром до 5 мм без поперечних коливань.
Кутові шви в нижньому положенні з катетом до 10 мм накладають в один шар електродами діаметром до 5 мм без поперечних коливань.
|
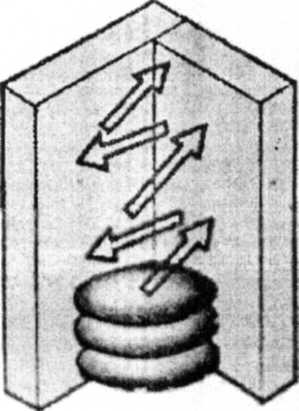
ВИКОНАННЯ ВЕРТИКАЛЬНИХ ШВІВ
ЗНИЗУ ВВЕРХ (НА ПІДЙОМ) ЗВЕРХУ ВНИЗ (НА СПУСК)
| Вертикальні шви виконують зі струмом на 10% меншим, чим при зварюванні у нижньому положенні. Щоб метал не випливав з ванни, потрібно підтримувати коротку дугу. Використовуються електроди, що дають тонкий шар, шлак швидко твердіє («короткі» шлаки) СПОСІБ ЗНИЗУ ВГОРУ. Дугу збуджують у нижній частині шва. Зварюванням підготують горизонтальну площадку перетином, рівним перетину шва. При цьому електрод робить поперечні коливання. Найбільший провар досягається при положенні електрода, перпендикулярно вертикальної оси. Набрякання розплавленого металу запобігають нахилом електрода долілиць СПОСІБ ЗВЕРХУ ВНИЗ. Дугу збуджують у верхній частині шва. Після утворення краплі рідкого металу електрод нахиляють так, щоб дуга була спрямована на рідкий метал |

| Рекомендується в основному для зварювання тонких (до 5 мм) листів з обробленням кромок. Використовуються електроди із целюлозним покриттям (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3). |
| Найбільш зручний, розповсюджений і продуктивний спосіб. Використовуються електроди діаметром до 4 мм. Поперечні коливання електрода: кутом, півмісяцем, "ялинкою". |
РУХ ЕЛЕКТРОДА ПРИ ВИКОНАННІ ПРОХОДІВ
 по спіралі півмісяцем кутом «ялинкою»
по спіралі півмісяцем кутом «ялинкою»


| Спочатку наплавляють поличку на зварювальні кромки, а потім невеликими порціями наплавляють метал, маніпулюючи електродом усе вище, залишаючи внизу готовий зварений шов. |
| Електрод поперемінно піднімають нагору - вниз, безперервно наплавляючи метал на кромки й рівномірно переносячи його нагору електродом. |
| Спочатку електрод піднімають нагору вправо, а потім опускають вниз. Крапля рідкого металу застигає між кромками. Потім електрод піднімають вліво й знову опускають вниз, залишаючи нову порцію металу. |
ВИКОНАННЯ ГОРИЗОНТАЛЬНИХ ШВІВ

 Зварку можна вести вертикально розташованим електродом, а також кутом вперед і кутом назад.
Зварку можна вести вертикально розташованим електродом, а також кутом вперед і кутом назад.
При зварюванні горизонтальних стикових швів необхідний скіс тільки верхньої кромки. Дугу порушують на нижній горизонтальній кромці (1), а потім електрод перекладають на верхню (2). 1-6 – Послідовність виконання проходів.
ВИКОНАННЯ СТЕЛЬОВИХ ШВІВ
 ДРАБИНКОЮ Гази, що виділяються покриттям електроду, піднімаються вгору і можуть залишитися в шві, тому використовують тільки добре просушені електроди. Вузькі валіки накладають в оброблення трьома способами.
ДРАБИНКОЮ Гази, що виділяються покриттям електроду, піднімаються вгору і можуть залишитися в шві, тому використовують тільки добре просушені електроди. Вузькі валіки накладають в оброблення трьома способами.
ДРАБИНКОЮ. Електрод розташовують під кутом до площини 90-130°, підводять до виробу і запалюють дугу. Після утворення маленької порції розплавленого металу електрод відводять на 5-10 мм від стельової площини і повертають, перекриваючи порцію металу, що
закристалізувалася, розплавленим
НАПІВМІСЯЦЕМ приблизно на 1/2 - 1/3 її довжини.
 ЗВОРОТНЬОПОСТУПАЛЬНО
ЗВОРОТНЬОПОСТУПАЛЬНО

ЗВОРОТНЬОПОСТУПАЛЬНО. Кінцем електроду зварювач безперервно повертається назад, на частину металу, що кристалізується, постійно подовжуючи вал.
|
| НАПІВМІСЯЦЕМ. Електрод розташовують під кутом 90-130° до стельової площини і, маніпулюючи по схемі півмісяця, безперервно заходять електродом на частину металу, що закристалізовувалася. При зварюванні стельових і горизонтальних швів рідкий метал прагне витекти з ванни. Тому зварку ведуть короткою дугою. Зварювальний струм зменшують на 15-20% в порівнянні із зваркою в нижньому положенні. Метал завтовшки більше 8 мм зварюють багатопрохідними швами. |
Поиск по сайту: