АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ЗА ДОВЖИНОЮ
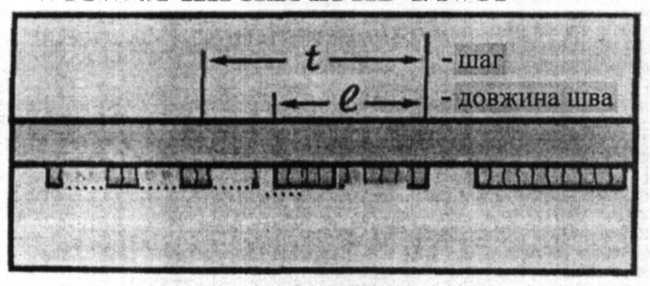
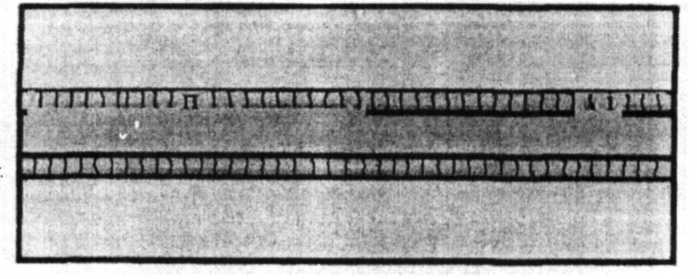
ДВОБІЧНІ БЕЗПЕРЕРВНІ ОДНОБІЧНІ ПЕРЕРИВЧАСТІ
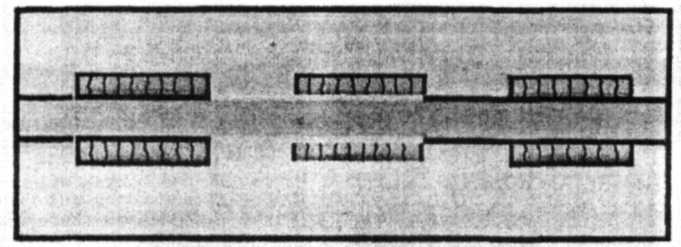
ДВОБІЧНІ ЛАНЦЮГОВІ ДВОБІЧНІ ШАХОВІ

ЗА ВИКОНАННЯМ ЗА ДІЮЧИМ ЗУСИЛЛЯМ (Р)


| Повздовжні (флангові) |
однобічні
двобічні
за кількістю шарів і проходів:
ОДНОШАРОВІ ОДНОПРОХІДНІ
БАГАТОШАРОВІ БАГАТОПРОХІДНІ
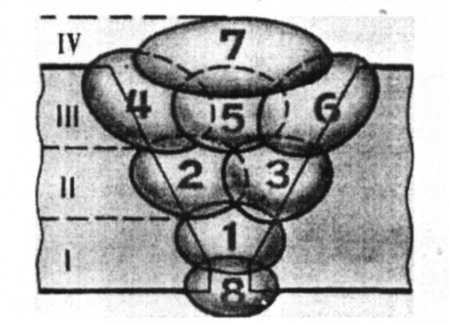

І - IV - число шарів 1- 8 - число проходів
КЛАСИФІКАЦІЯ Й ПОЗНАЧЕННЯ ЗВАРНИХ ШВІВ ЗА ПРОСТОРОВИМ
ПОЛОЖЕННЯМ

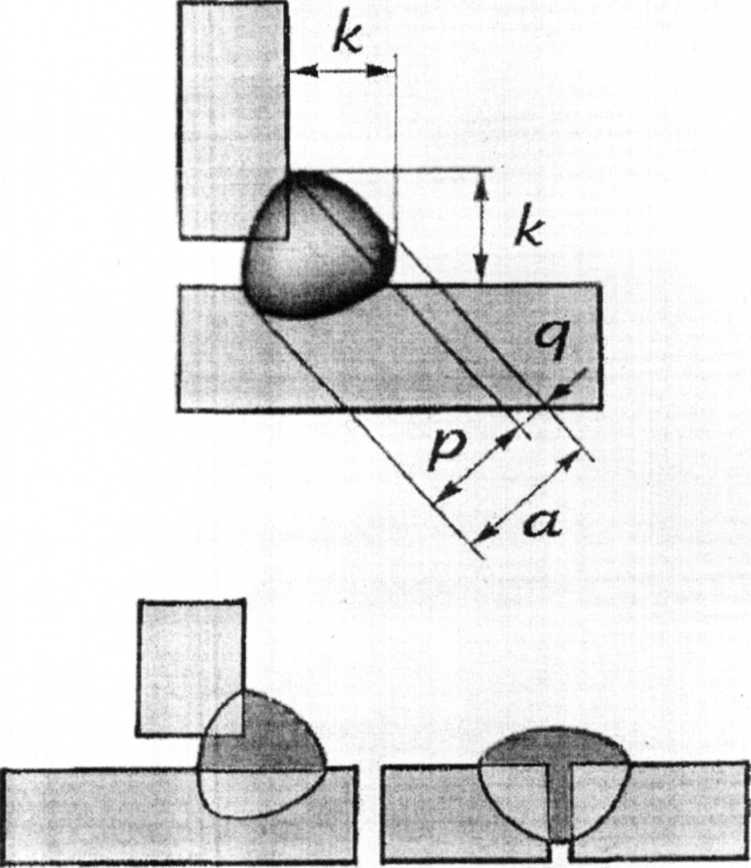
ОСНОВНІ ГЕОМЕТРИЧНІ ПАРАМЕТРИ ЗВАРНОГО ШВА
s - товщина, зварного металу; СТИКОВИЙ
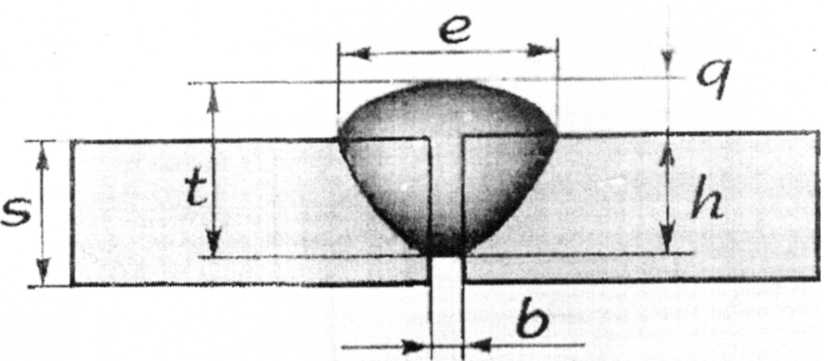 e - ширина шва;
e - ширина шва;
q - опуклість шва;
h - глибина провару
t - товщина шва (t=q+h);
b - зазор;
k - катет кутового шва;
p - розрахункова висота
кутового шва;
a - товщина кутового шва КУТОВИЙ
КОЕФІЦІЄНТ ФОРМИ ШВА
Kn = 
Оптимальний Кn = 1,2 - 2
(буває в межах 0,5-4)
КОЕФІЦІЄНТ ОПУКЛОСТІ ШВА
Ky =
Ку не повинне перевищувати 7-10
Fо - площа перерізу розплавленого основного металу
Fа - площа перерізу наплавленого електродного металу
КОЕФІЦІЄНТ ЧАСТКИ
ОСНОВНОГО МЕТАЛУ КОРІНЬ ШВА - частка шва,
В МЕТАЛІ ШВА найбільш віддалена від
його лицьової поверхні
Ko = 
ПІДВАРОЧНИИ ШОВ - менша частина двостороннього шва, що виконується попередньо для запобігання прожогів чи така, що укладається в останню чергу у корінь шва.
ПОЗНАЧЕННЯ ЗВАРНИХ ШВІВ
| ОСОБЛИВІСТЬ ШВА | УМОВНИЙ ЗНАК | НАЙМЕНУВАННЯ ШВА | ПРИКЛАД ПОЗНАЧЕННЯ | |
| Переривчастий з ланцюговим розташуванням ділянок | Стиковий однобічний на підкладці, що залишається, зі скосом двох кромок, виконаний дуговим зварюванням покритими електродами. | ГОСТ 5264-80-С16 | ||
| Переривчастий із шаховим розташуванням | Стиковий двосторонній, із криволінійним скосом двох кромок, виконаний дуговим зварюванням покритими електродами. | ГОСТ 5264-80-С21 | ||
| Монтажний | Стиковий двосторонній, із двома симетричними скосами двох кромок, виконаний дуговим зварюванням покритими електродами. Ділянки переходу від шва до основного металу додатково оброблені | ГОСТ 5264-80-У4 5 | ||
| По замкнутому контуру | Стиковий однобічний, зі скосом двох кромок, по замкнутому контурі. Опуклість шва знята механічною обробкою | ГОСТ5264-80-С16 | ||
| По незамкнутому контуру | Шов кутового з'єднання однобічний зі скосом двох кромок, монтажний. Опуклість шва знята механічною обробкою | ГОСТ 5264-80-С16 | ||
| Зі знятою опуклістю (посиленням) | Шов таврового з'єднання невидимий однобічний, виконаний дуговим зварюванням у вуглекислому газі електродом, що плавиться. Шов пере-ривчастий. Катет шва 6 мм, довжина ділянки, що проварюється, 50 мм, крок 150 мм | ГОСТ 14771-76-Т4-УП 6-50Z150 | ||
| Шов, що має місцеву обробку із плавним переходом до основного металу | Шов таврового з'єднання, двосторонній без скосу кромок, виконаний плазмовим зварюванням по замкнутому контурі. Катет шва 4 мм | ГОСТ 5264-80-T1-ПЛ 4 | ||
| ПОЗНАЧЕННЯ ВИДУ З'ЄДНАННЯ С - стикове; У - кутове; Т-Т – таврове Н – нахлесточне; З 5 - цифри вказують порядковийномер шва у даному конкретному стандарті. | Стиковий двосторонній, із двома симетричними скосами двох кромок, виконаний ручним дуговим зварюванням. Позначення спрощене, якщо стандарт зазначений у примітках креслення | С 21 | ||
| Спрощене позначення при наявності на кресленні однакових швів і при вказівці позначення в одного з них за № 1 | № 1 № 1№ 1 |
ПРИКЛАДИ ЛІТЕРНО-ЦИФРОВОГО ПОЗНАЧЕННЯ ШВІВ
| ГОСТ | Найменування ГОСТа | Тип з'єднання | літерно--цифрове позначення швів |
| 5264-80 | Ручне дугове зварювання. З'єднання зварні | Стикове Кутове Таврове Внапуск | С1-С40 У1-У10 Т1 -Т9 Н1 -Н2 |
| 14771-76 | Дугове зварювання у захисному газі. З'єднання зварні | Стикове Кутове Таврове Внапуск | С1 - С27 У1 -У10 ТІ - Т9 Н1 - Н4 |
УМОВНІ ПОЗНАЧКИ ОСНОВНИХ СПОСОБІВ ЗВАРЮВАННЯ
Р - Р - ручна дугова (штучним електродом); ЄЛ - електронно-променева; Ф -дугова під шаром флюсу; ПЛ - плазмова й микроплазмова; УП - зварювання в активному газі (або суміші активного та інертного газів електродом, що плавиться); ИП - зварювання в інертному газі електродом, що плавиться; ИН - зварювання в інертному газі електродом що неплавиться; Г-Г- газова.
І.7. ТЕХНОЛОГІЯ. КОНСТРУКТИВНІ ЕЛЕМЕНТИ ОБРОБЛЕННЯ КРОМОК
ОБРОБЛЕННЯ ОДНІЄЇ КРОМКИ

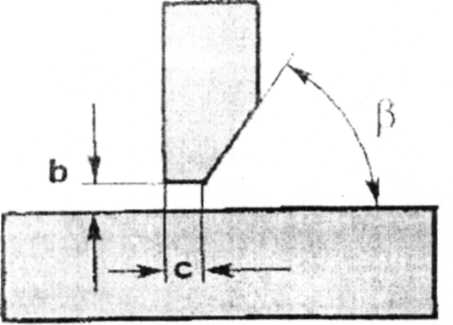 ос - кут оброблення кромок (60-90°)
ос - кут оброблення кромок (60-90°)
Р - кут скосу кромки
(30-50°)
b - зазор (1-4 мм) залежно від товщини металу, що зварюється
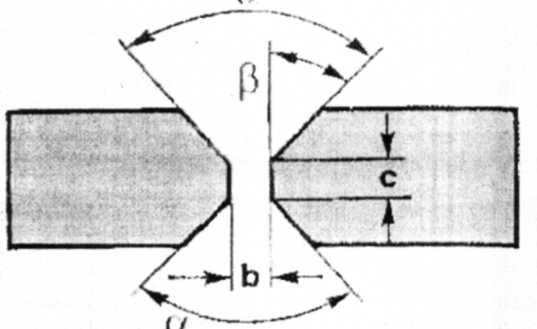 ОБРОБЛЕННЯ ДВОХ КРОМОК
ОБРОБЛЕННЯ ДВОХ КРОМОК
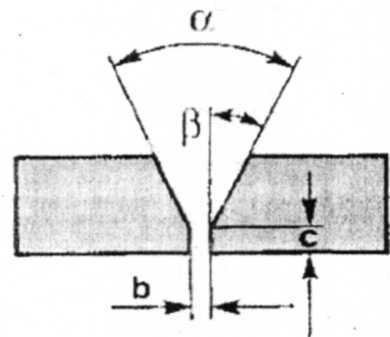 При зварюванні електродом, що плавиться, зазор Ь звичайно становить 0-5 мм. Чим більше зазор, тим глибше проплавлення металу
При зварюванні електродом, що плавиться, зазор Ь звичайно становить 0-5 мм. Чим більше зазор, тим глибше проплавлення металу
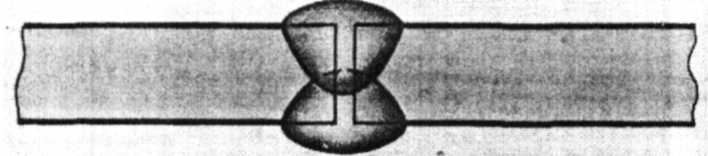
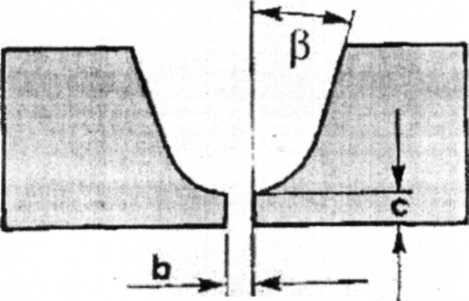 V – подібна X – подібна с - притуплення кромок (1-3 мм) залежно від товщини металу, що зварюється
V – подібна X – подібна с - притуплення кромок (1-3 мм) залежно від товщини металу, що зварюється
Х-Х – подібне оброблення кромок у порівнянні з V-подібним дозволяє зменшити обсяг металу, що наплавляється, в 1, 6-1,7 раз
 - зсув кромок, що зварюються, одна щодо іншої.
- зсув кромок, що зварюються, одна щодо іншої.

Поиск по сайту: