АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
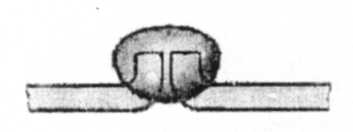
ЗМІЩЕННЯ ЗВАРЮВАЛЬНИХ КРОМОК
 ОБГОБЛЕННЯ КРОМОК ЛИСТІВ РІЗНОЇ ТОВЩИНИ
ОБГОБЛЕННЯ КРОМОК ЛИСТІВ РІЗНОЇ ТОВЩИНИ

 = 5(
= 5(  )
)
 = 2,5( )
= 2,5( )
ОСНОВНІ ТИПИ, КОНСТРУКТИВНІ ЕЛЕМЕНТИ ТА РОЗМІРИ
ЗВАРНИХ З'ЄДНАНЬ
| Тип з’єднання | Форма підготовлених кромок | Характер зварного шва | Форма поперечного перерізу | Товщина зварювальних деталей, мм | |
| Підготовлених кромок | Зварного шва | ||||
| Стикові | З відботтовкою | ОДНОБІЧНИЙ | 
| 
| 1-4 |
| Без скосу | 
| 
| 1-6 | ||
| Без скосу | ДВОБІЧНИЙ | 
| 
| 3-8 | |
| С V – подібним скосом | ОДНОБІЧНИЙ |

| 
| 3-60 | |
| С Х – подібним скосом | ДВОБІЧНИЙ | 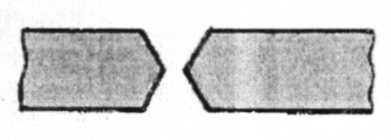
| 
| 8-120 | |
| С К – подібним скосом | 
| 
| 8-100 | ||
| З криволінійним скосом | 
| 
| 15-100 | ||
| Кутові | Без скосу | ДВОБІЧНИЙ | 
| 
| 2-30 |
| Зі скосом однієї кромки | 
| 
| 3-60 | ||
| Таврові | Без скосу | ДВОБІЧНИЙ | 
| 
| 2-40 |
| З двома скосами однієї кромки | 
| 
| 8-100 | ||
| Внапусток | Без скосу | ДВОБІЧНИЙ | 
| 
| 2-60 |
СКЛАДАННЯ ДЕТАЛЕЙ ПІД ЗВАРЮВАННЯ
• Підготовлені деталі збирають під зварювання. • Точність складання контролюють
шаблонами, вимірювальними
приладами й щупами.

* Поверхню кромок, що зварюються, на ширину * Складання виконують за допомогою Внапуск 20-30 мм зачищають від іржі, пристосувань, кондукторів, кантувателів,
масла й інших забруднень. на стелажах або з використанням
прихваток – коротких швів.
РОЗМІРИ И ПРАВИЛА ВИКОНАННЯ ПРИХВАТОК
#  Прихватки ставлять з лицьової сторони з'єднання
Прихватки ставлять з лицьової сторони з'єднання
# Поверхню прихватки очищують від шлаків
# При зварюванні прихватку видаляють або повністю переплавляють

ПОСЛІДОВНІСТЬ
ПОСТАНОВКИ ПРИХВАТОК


| Кільцеві шви |

Універсальний стенд для складання вузлів
зварних конструкцій
ПАРАМЕТРИ РЕЖИМУ РУЧНОГО ДУГОВОГО ЗВАРЮВАННЯ
ОСНОВНІ ДОДАТКОВІ
- Зварювальний струм; - Положення шва у просторі;
- Напруга дуги; - Число проходів;
- Швидкість зварювання; - Температура навколишнього
- Рід та полярність струму. середовища.
ЗВАРЮВАЛЬНИЙ СТРУМвибирають у залежності від діаметру електрода, а діаметр електрода вибирають в залежності від товщини зварювального виробу:
Товщина металу, мм................................. 1-2 3 4-5 6-8 9-12 13-15 16 і більше
Діаметр електрода, мм.... 1,5-2 3 3-4 4 4-5 5 6
ОРІЄНТОВНИЙ РОЗРАХУНОК ЗВАРЮВАЛЬНОГО СТРУМУ
| Діаметр електрода d=3-6 мм | Діаметр електрода d < 3 мм |
| I=(20+6d)dk | І=30dk |
Коефіцієнт Нижній шов Вертикальний шов Стельовий шов
k l 0,9 0,8
| При збільшенні діаметру електрода та незмінному зварювальному струму щільність струму зменшується, що призводить до блуждання дуги, збільшенню ширини шва та зменшенню глибини провару. Чим більший діаметр електрода, тим менше допустима щільність струму, так, як погіршуються умови охолодження. НАПРУГА на дузі залежить від її довжини. Оптимальна довжина дуги вибирається між мінімальною та максимальною. Довгу дугу застосовувати не рекомендується. |
залежності від покриття електрода
| Вид покриття | Діаметр електрода, мм | |||
| Кисле Рутилове | 14-20 | 11,5-16 | 10-13,5 | 9,5-12-5 |
| Основне | 13-18,5 | 10-14,5 | 9-12,5 | 8,5-12,5 |
| Мінімальна | Максимальна |
| есІ=0,5з | есі= сЬ+1 |
ШВИДКІСТЬ ЗВАРЮВАННЯ вибирається так, щоб зварювальна ванна заповнювалася електродним металом і піднімалася над поверхнею кромок з плавним переходом до основного металу без підрізів і напливів.
РІД І ПОЛЯРНІСТЬ СТРУМУ
| - Постійний | - Змінний | |
 Пряма Пряма
| - Зварювання із глибоким проплавленням основного металу; - Зварювання низько і середньо-вуглецевих і низьколегованих сталей товщиною 5 мм і більше електродами із фтористо-кальцієвим покриттям: УОНИ-13/45, УОНИ-13/55 та ін; - Зварювання чавуну. | - Зварювання низько-вуглецевих і низьколегованих сталей (типу 09ГС) у будівельно-монтажних умовах електродами з рутиловим покриттям; - Зварювання при виникненні магнітного дуття; - Зварювання товстолистових конструкцій з низько- вуглецевих сталей. |
 Зворотна Зворотна
| - Зварювання з підвищеною швидкістю плавлення електродів - Зварювання низьколегованих низьковуглецевих сталей (типу 16Г2АФ), середньо - і високолегованих сталей і сплавів - Зварювання тонкостінних листових конструкцій |
 ВПЛИВ ЗВАРЮВАЛЬНОГО СТРУМУ, НАПРУГИ ДУГИ Й ШВИДКОСТІ
ВПЛИВ ЗВАРЮВАЛЬНОГО СТРУМУ, НАПРУГИ ДУГИ Й ШВИДКОСТІ

З ЗБІЛЬШЕННЯМ ЗВАРЮВАЛЬНОГО СТРУМУ
Глибина провару збільшується, ширина шва майже не змінюється
З ПІДВИЩЕННЯМ НАПРУГИ
Ширина шва різко
збільшується, а глибина провару зменшується. Це важливо враховувати при зварюванні тонкого металу. Трохи зменшується опуклість шва. При тій самій напрузі ширина шва при зварюванні на постійному струмі (особливо зворотної полярності) значно більша, ніж ширина шва при зварюванні на змінному струмі.
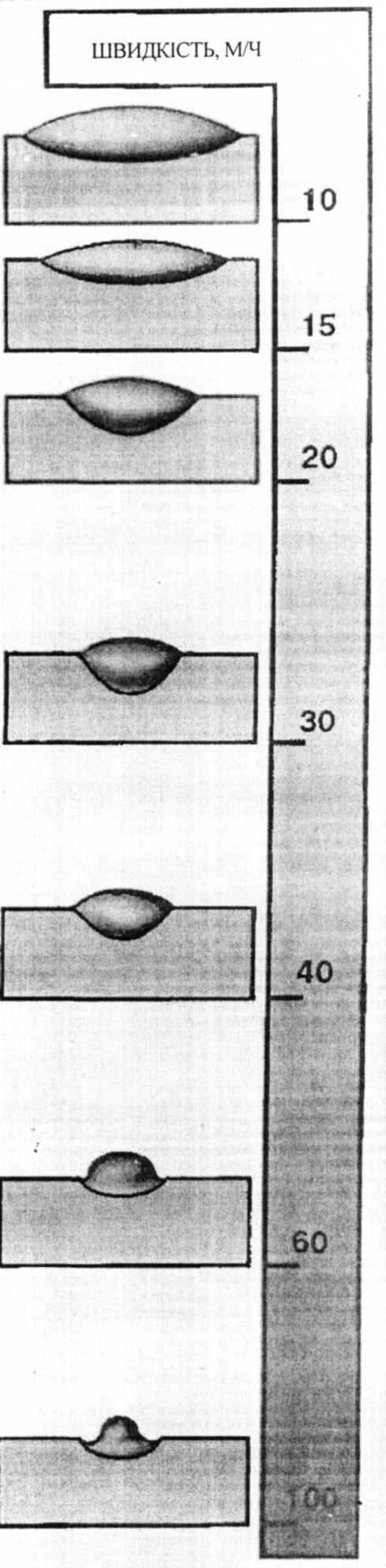
З ЗБІЛЬШЕННЯМ ШВИДКОСТІ
Спочатку глибина провару зростає (до 40-50 м/ч), а потім зменшується. При цьому ширина шва зменшується постійно. При швидкості більше 70-80 м/ч основний метал не встигає прогріватися, і тому з кожного боку шва можливі підрізи.
СПОСОБИ ВИКОНАННЯ ШВІВ РІЗНОЇ ДОВЖИНИ
«НАПРОХІД»
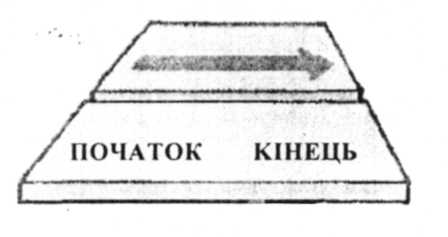
 Для коротких (до 250 мм) швів
Для коротких (до 250 мм) швів
-  загальний напрямок зварювання;
загальний напрямок зварювання;
- напрямок виконання окремої ділянки шва.
«ВІД СЕРЕДИНИ ДО КРАЇВ»
 Для середніх (250-1000 мм) швів
Для середніх (250-1000 мм) швів
Працюють 2 зварника

Для довгих
(понад 1000 мм) швів
· Шов розбивається на окремі ділянки по 150-200 мм. Зварювання на кожному з них ведеться в напрямку, зворотному загальному напрямку зварювання.
Поиск по сайту: