АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ПОЛОЖЕННЯ ЕЛЕКТРОДА ПРИ ЗВАРЮВАННІ
|
Читайте также: |
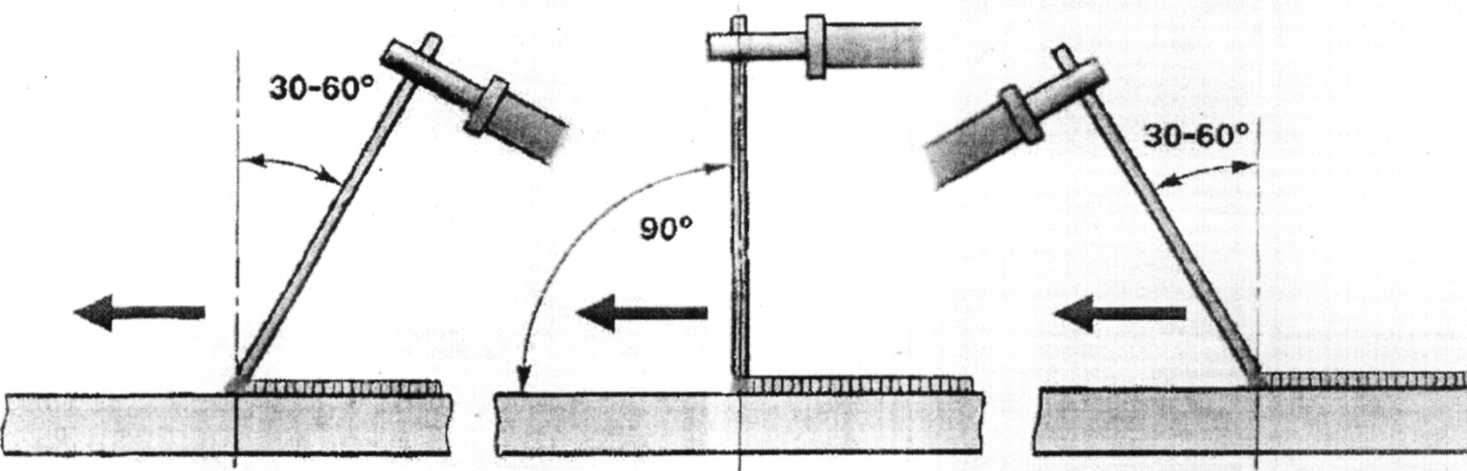
"КУТОМ ВПЕРЕД" «ПІД ПРЯМИМ КУТОМ» «КУТОМ НАЗАД»
Горизонтальні, вертикальні, стельові Зварювання у важкодоступних Кутовій стикові
шви, зварювання неповоротних сиків труб. місцях. з'єднання.
ЗАКІНЧЕННЯ ЗВАРЮВАННЯ
ОБРИВ ДУГИ ЗАВАРКА КРАТЕРА
Наприкінці шва не можна обривати дугу відразу. Електрод переміщують на верхній крайзварювальної ванни (1-2) і потім швидко відводять (3) від кратера;
Дугу обривають наприкінці зварного шва (1), а потім повторно запалюють (2) для формування шва необхідної висоти;

З положення 1, не обриваючи дуги, зміщують електрод на 10-15 мм у положення 2, а потім у положення 3, після чого дугу обривають.
ВПЛИВ КУТА НАХИЛУ ЕЛЕКТРОДА ТА ВИРОБУ
ЗВАРЮВАННЯ КУТОМ ВПЕРЕД
 При зварюванні кутом вперед зменшується глибина провару й висота опуклості шва, але помітно зростає його ширина, що дозволяє використовувати цей спосіб при зварюванні металу невеликої товщини. Краще проплавляються кромки, тому можливе зварювання на
При зварюванні кутом вперед зменшується глибина провару й висота опуклості шва, але помітно зростає його ширина, що дозволяє використовувати цей спосіб при зварюванні металу невеликої товщини. Краще проплавляються кромки, тому можливе зварювання на
ЗВАРЮВАННЯ КУТОМ НАЗАД підвищених швидкостях.

При зварюванні кутом назад глибина провару й висота опуклості збільшуються, але зменшується ширина. Прогрів кромок недостатній, тому можливі несплавки й утворення пор.
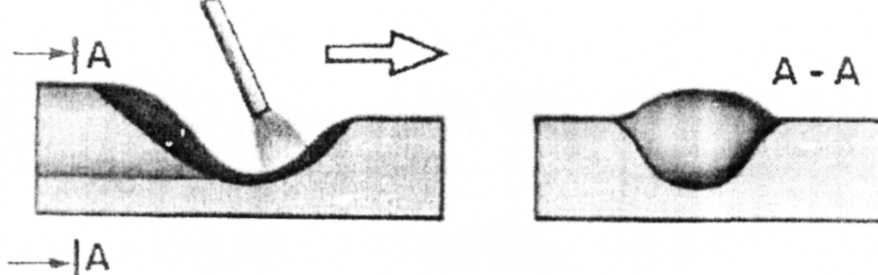
 ЗВАРЮВАННЯ НА СПУСК
ЗВАРЮВАННЯ НА СПУСК
Глибина провару зменшується, ширина шва збільшується.
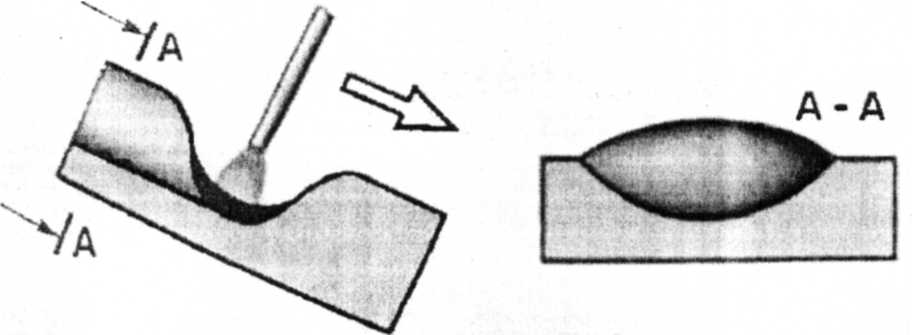
 ЗВАРЮВАННЯ НА ПІДЙОМ
ЗВАРЮВАННЯ НА ПІДЙОМ

Глибина провару збільшується, ширина шва зменшується.
ОРІЄНТОВНІ РЕЖИМИ ЗВАРЮВАННЯ КОНСТРУКЦІЙНИХ НИЗЬКОВУГЛЕЦЕВИХ СТАЛЕЙ
| Товщина металу, мм | З ‘ Є Д Н А Н Н Я | |||||
| СТИКОВЕ | ТАВРОВЕ | ВНАПУСК | ||||
| Зварювальний струм, А | Діаметр електрода | Зварювальним струмом, А | Діаметр електрода, мм | Зварювальним струмом, А | Діаметр електрода, мм | |
| 25-35 | 30-50 | 30-50 | 2,5 | |||
| 1,5 | 35-50 | 40-70 | 2-2,5 | 35-75 | 2,5 | |
| 45-70 | 2,5 | 50-80 | 2,5-3 | 55-85 | 2,5-3 | |
| 120-160 | 3-4 | 120-160 | 3-4 | 120-180 | 3-4 | |
| 130-180 | 3-4 | 130-180 | 130-180 | |||
| 140-220 | 4-5 | 150-220 | 4-5 | 150-220 | 4-5 | |
| 160-250 | 4-5 | 160-250 | 4-5 | 160-250 | 4-5 | |
| 160-340 | 4-6 | 160-340 | 4-6 | 160-340 | 4-6 |
МАНІПУЛЮВАННЯ ЕЛЕКТРОДОМ
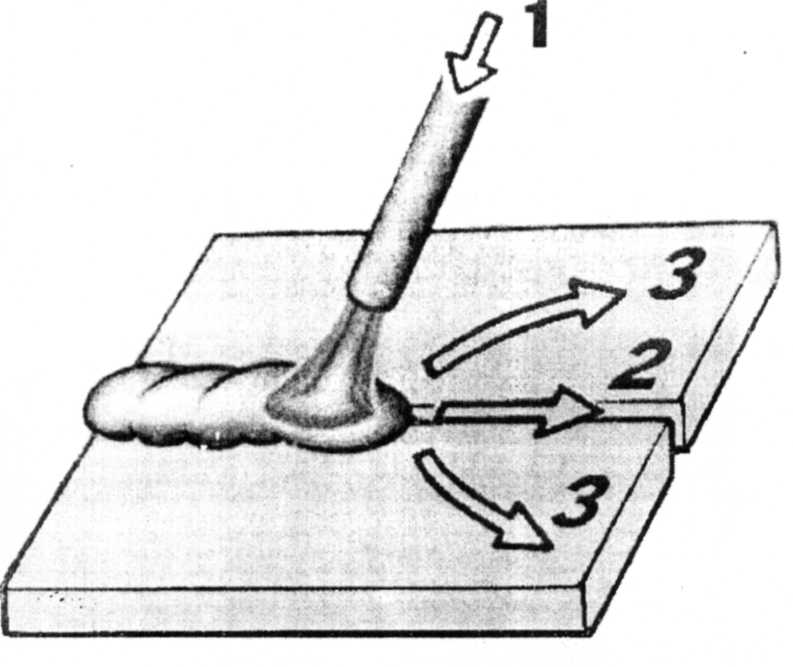 ЕЛЕКТРОД ПЕРЕМІЩУЮТЬ У ТРЬОХ ОСНОВНИХ НАПРЯМКАХ:
ЕЛЕКТРОД ПЕРЕМІЩУЮТЬ У ТРЬОХ ОСНОВНИХ НАПРЯМКАХ:
1. ПОСТУПАЛЬНЕ - вздовж осі електрода. Забезпечує подачу електрода, сталість довжини дуги й швидкість плавлення.
2. ПРЯМОЛІНІЙНЕ - вздовж осі шва. Забезпечує необхідну швидкість зварювання і якісне формування шва
3. КОЛИВАЛЬНІ - поперек осі шва для прогріву кромок. Цими рухами за один прохід одержують шов шириною до 4-х діаметрів електрода, а без них -1,5 діаметра. Поперечні рухи можна виключити при зварюванні тонких листів або при проходженні першого (кореневого) шва багатошарового зварювання.
ВИДИ КОЛИВАЛЬНИХ (ПОПЕРЕЧНИХ) РУХІВ КІНЦЯ ЕЛЕКТРОНА
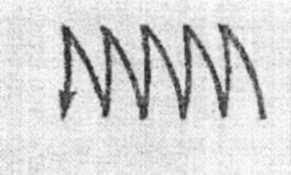
Прямі по ламаній лінії (зигзагоподібні)
Застосовують для одержання наплавочних валиків при зварюванні встик без скосу кромок у нижньому положенні і якщо немає ймовірності пропалити деталь. | Півмісяцем назад
 Для стикових швів зі скосом кромок і для кутових швів з катетом менше 6 мм, виконуваних у будь-якому положенні електродами діаметром до 4 мм.
Для стикових швів зі скосом кромок і для кутових швів з катетом менше 6 мм, виконуваних у будь-якому положенні електродами діаметром до 4 мм.
|  Півмісяцемназад
Для зварювання в нижньому положенні, а також для вертикальних та стельових швів з опуклою зовнішньою поверхнею. Півмісяцемназад
Для зварювання в нижньому положенні, а також для вертикальних та стельових швів з опуклою зовнішньою поверхнею.
| |
 Трикутником Трикутником
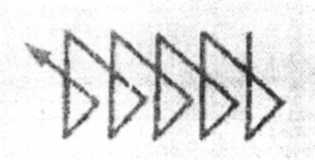 Для кутових швів з катетом більше 6 мм та стикових швів зі скосом кромок у будь-якому просторовому положенні. Дає гарний провар кореня шва.
Для кутових швів з катетом більше 6 мм та стикових швів зі скосом кромок у будь-якому просторовому положенні. Дає гарний провар кореня шва.
|  Трикутником із затримкою електрода в корені шва
Для зварювання товстостінних конструкцій з гарантованим проплавленням кореневої ділянки шва. Трикутником із затримкою електрода в корені шва
Для зварювання товстостінних конструкцій з гарантованим проплавленням кореневої ділянки шва.
| Петлеподібні Для поширеного прогрівання кромок шва, особливо при зварюванні високолегованих сталей. Електрод затримують на краях, щоб не було прожога в центрі шва або витікання металу при зварюванні вертикальних швів. |

ВИКОНАННЯ ЗВАРНИХ З'ЄДНАНЬ У НИЖНЬОМУ ПОЛОЖЕННІ
Поиск по сайту: