АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ЛИСТОВІ КОНСТРУКЦІЇ
РЕЗЕРВУАР НАСТИЛ
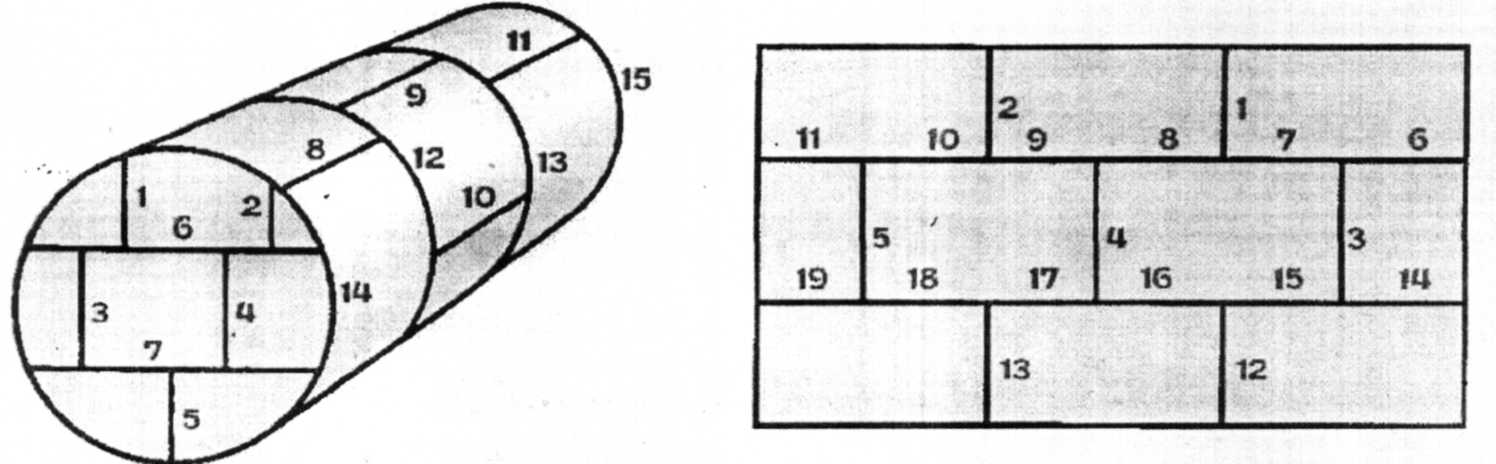
| ПОСЛІДОВНІСТЬ ВИКОНАННЯ ШВІВ |
ІІ.5. ЗВАРЮВАННЯ МЕТАЛОКОНСТРУКЦІЙ
БАЛКИ
прокатні

Монтажні стикові шви виконують спочатку на товстому, а потім на тонкому металі. Тому спочатку накладають шви полиць (1 і 2), а потім - стінки (3).
зварені зі сполученим стиком

Кутові шви з'єднання стінки з полицею (4) виконують в останню чергу. Поздовжні шви не доводять до кінця балки на величину, рівну одній ширині полиці (низьковуглецева сталь) або двом (легована сталь).
зварені зі зміщеним стиком
Якщо товщина полиць різна, то спочатку виконують стиковий шов полиці з більшою товщиною (1), а потім з меншою (2). Бажано, щоб кутові шви (4) накладали одночасно два зварники від кінців до середини монтажного стику.
СТІЙКИ
малопотужна середньої потужності високої потужності

ЧАПТР
ГАЗОВЕ ЗВАРЮВАННЯ ТРУБОПРОВОДІВ
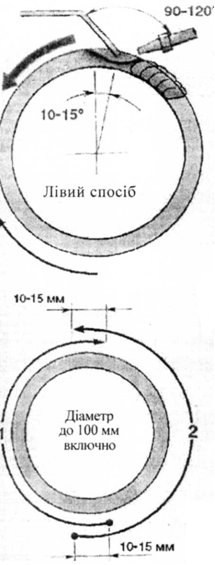
ü Діаметр труб від 14 до 159 мм. Товщина стінки від 1 до 4,5 мм
ü Труби 0 14-48 мм із товщиною стінки до 3 мм зварюють лівим способом
ü Труби 0 57-159 мм із товщиною стінки більше 3 мм зварюють правим способом
 поворотні стики
поворотні стики

Зварювальна ванночка повинна розташовуватися нижче верхньої «мертвої крапки» труби. Наприкінці шва виконують з'єднання типу "замок".
| НЕПОВОРОТНІ СТИКИ |
- ПОЧАТОК ШВА:
- ЗАКІНЧЕННЯ ШВА
| - Зварювання виконують переважно правим способом; |
| - По закінченні зварювання - полум'я пальника відводять від розплавленого металу поступово. |
| Під час зварювання одного стику не допускається перерви в роботі. |
стики труб з козирками
| Вигляд зверху |
 1. Вирізують козирок газовим полум'ям 2.Заварюють частину, що залишилася, стик (шов 1) із внутрішньої сторони труби 3.Очищують кромки труби й козирка 4. Заварюють козирок у послідовності 2-3-4
1. Вирізують козирок газовим полум'ям 2.Заварюють частину, що залишилася, стик (шов 1) із внутрішньої сторони труби 3.Очищують кромки труби й козирка 4. Заварюють козирок у послідовності 2-3-4

ЕЛЕКТРОДУГОВЕ ЗВАРЮВАННЯ ТРУБОПРОВОДІВ
Діаметр труб від 50 до 1200 мм. Товщина стінки від 2,5 мм до 25 та більше
| Товщина стінки, | .мм… 4-6 | 7-11 12-14 15-17 18-22 | 23-25 |
| Число шарів..... | ……….2 | 3 4 5 6 | |
| Кореневий шов | виконують | електродом діаметром 3 мм |
- Після кожного проходу - Стики труб діаметром - Ширина шва повинна
обов'язково зачищається 219 мм і більше зварюють перекривати ширину
поверхня попереднього шва одночасно два зварники оброблення на 1,5-2 мм
від шлаків у кожну сторону
- Лицьовий шов повинен мати плавне
- Стики труб діаметром - Зварювання ведуть сполучення з поверх -
219 мм і менше незалежно від короткою дугою нею труби
товщини стінки виконує один зварник.
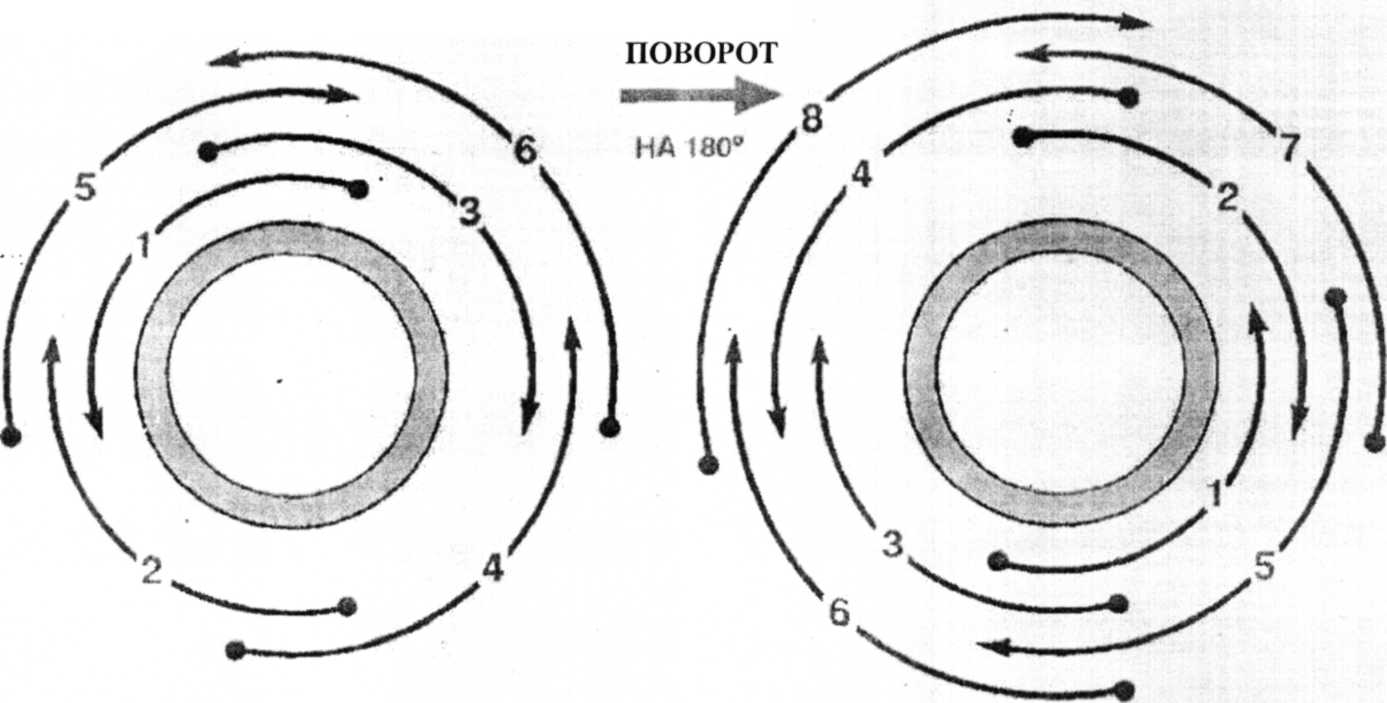
ЗВАРЮВАННЯ ТРУБ З ПОВОРОТОМ НА 180°


перший шар поворот
НА 180»
· Початок шва
 Закінчення шва
Закінчення шва
ДРУГИЙ ШАР
ЕЛЕКТРОДУГОВЕ ЗВАРЮВАННЯ ТРУБОПРОВОДІВ
ЗВАРКА ТРУБ З ПОВОРОТОМ НА 90°
ПЕРШИЙ ШАР

 ДРУГИЙ ШАР
ДРУГИЙ ШАР
Поиск по сайту: