АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
МІРИ ПОПЕРЕДЖЕННЯ
- Зміна кута нахилу електрода до вибору; - Використання стабілізаторів дуги;
- Зварювання короткою дугою; - Зміна кута нахилу електрода до вибору;
- Застосування інвертор них - Застосування джерел змінного струму.
джерел живлення;
ВОЛЬТАМПЕРНІ ХАРАКТЕРИСТИКИ ДУГИ
Зовнішня вольтамперна характеристика
джерела живлення (ВАХ ДЖ)

 =7 мм =7 мм
|
| =5 мм
|
| =3 мм
|
| =1 мм
|
| Робочі крапки (крапки постійного горіння дуги) |
| І, А |
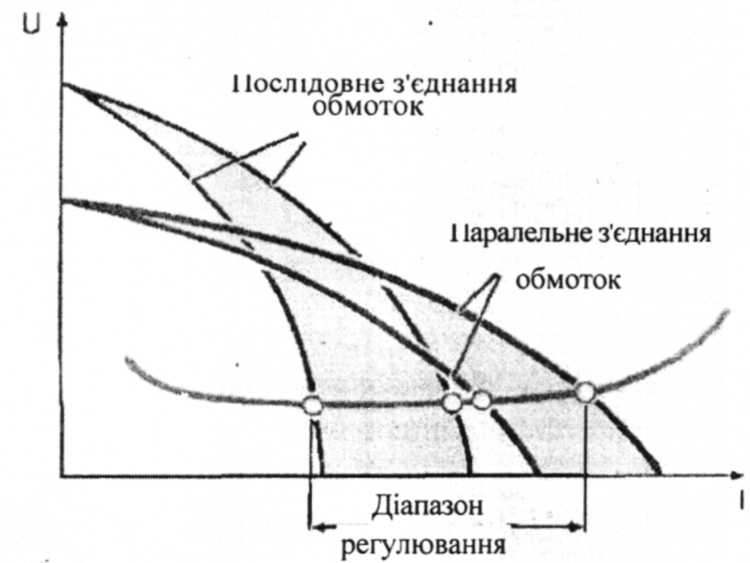
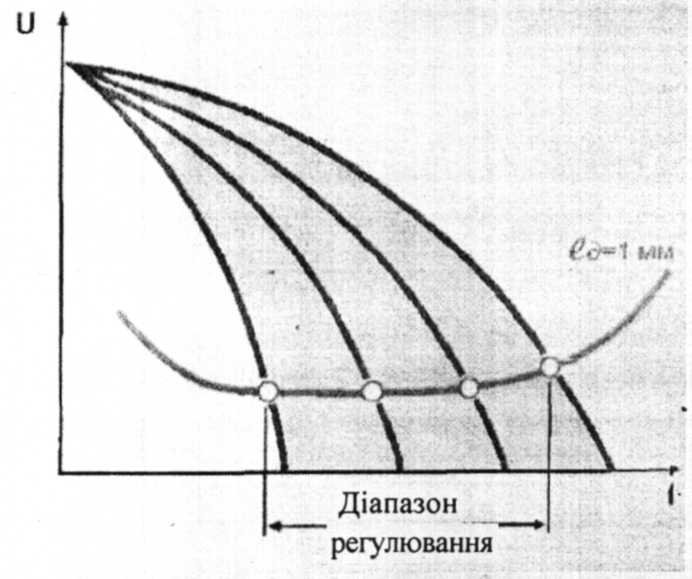
 Діапазон регулювання режиму зварювання при зміні довжини дуги.
Діапазон регулювання режиму зварювання при зміні довжини дуги.
 ;
;  - робітничі крапки;
- робітничі крапки;
 ;
;  - напруга на дузі;
- напруга на дузі;
 ;
;  - зварювальний струм;
- зварювальний струм;
 - напруга холостого ходу джерела живлення;
- напруга холостого ходу джерела живлення;
 - струм короткого замикання.
- струм короткого замикання.
ВІДПОВІДНІСТЬ ОБРАНОГО ДЖЕРЕЛА ЖИВЛЕННЯ
ВОПЬТАМПЕРНОЙ ХАРАКТЕРИСТИЦІ ЗВАРЮВАЛЬНОЇ ДУГИ
ВІДПОВІДАЄ/ НЕ ВІДПОВІДАЄ
| Вольтамперна характеристика дуги | Зовнішня вольтамперна характеристика джерела живлення | |||
| Крутопадаюча | Пологопадаюча | Тверда | Зростаюча | |
| Падаюча | ||||
| Тверда | ||||
| Зростаюча |
ЗОВНІШНІ ВОЛЬТАМПЕРНІ ХАРАКТЕРИСТИКИ
| U, B |
| Крутопадаюча |
| Струм короткого замикання |
| Струм короткого замикання |
| I,A |
Напруга холостого ходу 
|
| Напруга холостого ходу
|

| Пологопадаюча |
| Тверда |
| Зростаюча |
СТАТИЧНА ВОЛЬТАМПЕРНА ХАРАКТЕРИСТИКА
ЗВАРЮВАЛЬНОЇ ДУГИ
ПАДАЮЧА
Зі збільшенням струму напруга різко падає, тому що збільшується площа перетину стовпа дуги і його електропровідність.
ТВЕРДА
 Зі збільшенням струму напруга майже не змінюється, тому що площа перетину стовпа дуги збільшується пропорційно струму.
Зі збільшенням струму напруга майже не змінюється, тому що площа перетину стовпа дуги збільшується пропорційно струму.
ЗРОСТАЮЧА
Зі збільшенням струму напруга зростає, тому що площа катодної плями не збільшується через обмежений перетин електрода.
І.2. УСТАТКУВАННЯ.
ЗВАРЮВАЛЬНИЙ ТРАНСФОРМАТОР

ФОРМУВАННЯ ПАДАЮЧОЇ ХАРАКТЕРИСТИКИ
Трансформатор зі збільшеним магнітним розсіюванням і рухливими котушками.
Трансформатор з нормальним магнітним розсіюванням і окремою реактивною котушкою (дроселем).
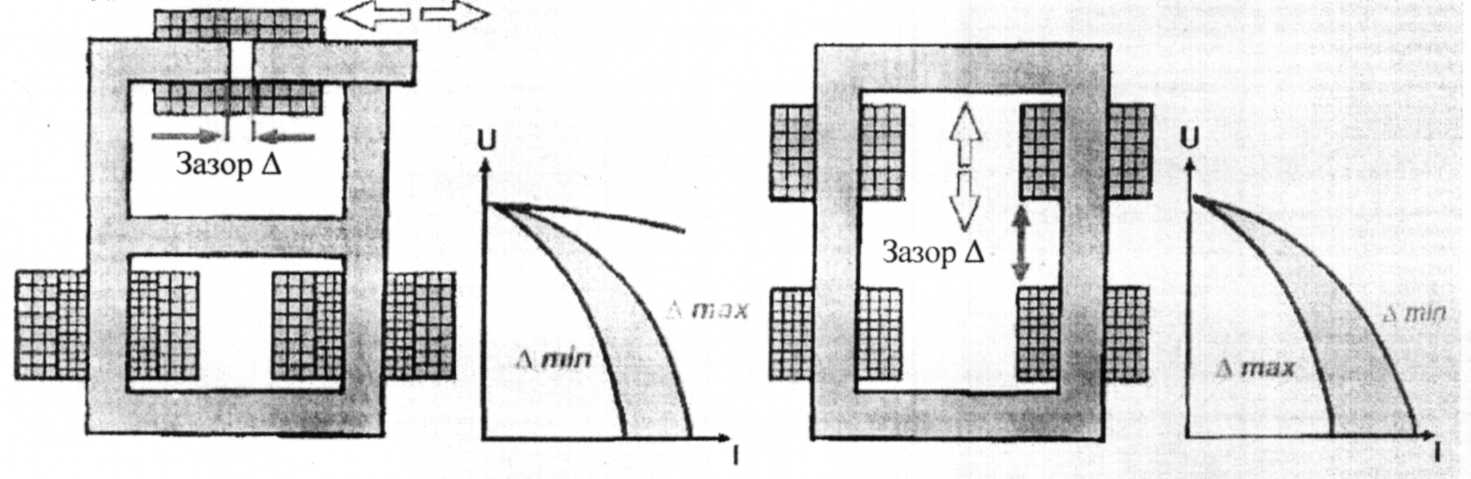
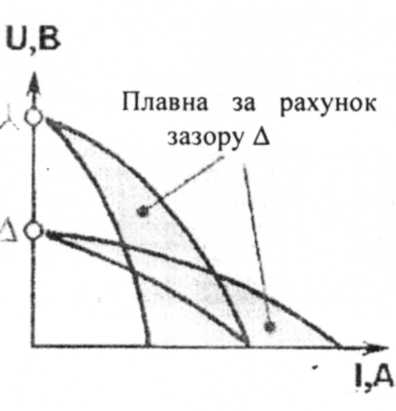
РЕГУЛЮВАННЯ ЗВАРЮВАЛЬНОГО СТРУМУ
Східчасто: за рахунок перемикання числа витків первинної й вторинної обмоток.
Плавно: за рахунок зміни зазору в котушці дроселя або між обмотками
джерела живлення постійного струму
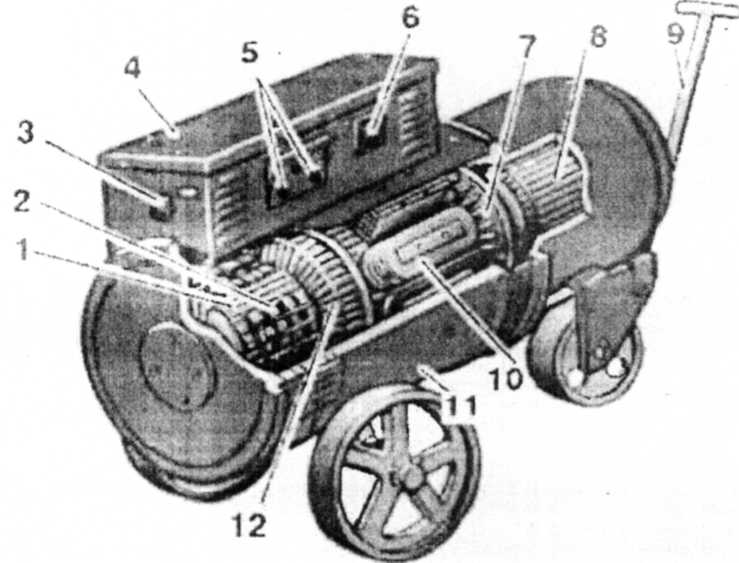 зварювальний перетворювач
зварювальний перетворювач
Перетворює механічну енергію електродвигуна в
електричну напругу й діапазон струмів, необхідних
для зварювання.
1. Мідні пластинки колектора; 7. Вентилятор;
2. Щітки генератора; 8. Трифазний асинхронний
3. Регулювальний реостат; двигун;
4. Розподільний пристрій; 9. Тяга;
5. Затискачі; 10. Магнітні полюси;
6. Вольтметр; 11. Корпус;
12. Якір.
зварювальний агрегат

Перетворює механічну енергію двигуна внутрішнього згоряння (бензинового або дизельного) в електричну напругу й діапазон струмів, необхідних для зварювання
1.Генератор 2. Двигун
3.Регулятор швидкості обертання 4. Бак з пальним
Конструктивно складається із двигуна внутрішнього згоряння й зварювального генератора із самозбудженням.
зварювальний генератор
Є складовою частиною зварювальних перетворювачів і зварювальних агрегатів.

 З незалежним збудженням Із самозбудженням
З незалежним збудженням Із самозбудженням
ОН -обмотка що намагнічує; Фн - магнітний потік обмотки, що намагнічує;
ОР - обмотка що розмагнічує; Фр - магнітний потік обмотки, що розмагнічує.
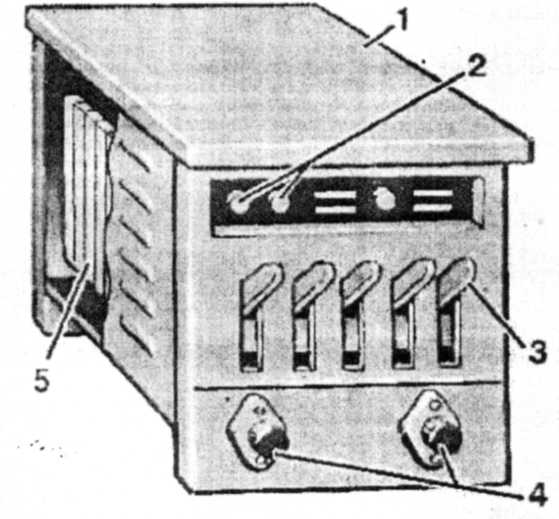
ЗВАРЮВАЛЬНИЙ ВИПРЯМЛЯЧ
Перетворює змінний струм промислової частоти в постійний напругою й величиною, необхід-и для зварювання. Конструктивно складається із трансформатора і випрямного блоку.
1. 
 Випрямний блок;
Випрямний блок;
2. Висувні ручки;
3. Запобіжники;
4. Блок апаратури;
5. Вентилятор;
6. Повітря;
7. Силовий трансформатор;
8. Вторинна обмотка;
9. Первинна обмотка;
10.Амперметр;
11.Лампа;
12.Кнопки вимикача;
13.Скоби;
14.Рукоятка регулювання струму;
15.Перемикач діапазонів струму;
16.Шини заземлення зворотного проведення;
17.Струмові з'єднувачі;
18.Болт заземлення;
19.Штепсельний з'єднувач
для підключення до мережі.
НЕКЕРОВАНИЙ ВИПРЯМЛЯЧ НЕКЕРОВАНИЙ ВИПРЯМЛЯЧ
Випрямний блок складається із силових діодів. Випрямний блок складається з тиристорів.
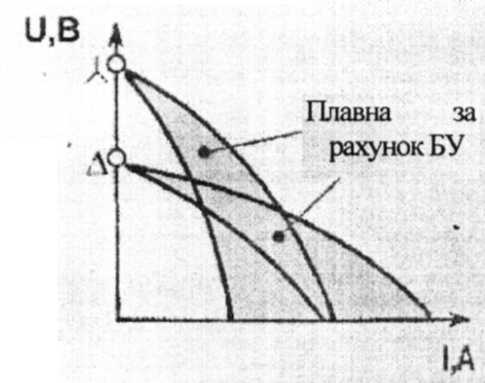
Регулювання режимів зварювання комбіноване: Регулювання режимів зварювання комбіноване
а) східчаста за рахунок перемикання обмоток з а) східчаста за рахунок перемикання обмоток
"зірки" на "трикутник" б) плавна за рахунок зміни з "зірки" на "трикутник" б) плавна блоком
зазору між обмотками трансформатора. керування.
Плавна за рахунок зазору 
|
| мережа |


| ЗТ - зварювальний трансформатор ВБ - випрямний блок БК - блок керування БЗН - блок завдання напруги |
| 1. Вторинна обмотка; 2. Ходовий гвинт; 3. Сердечник трансформатора; 4. Первинна обмотка. |
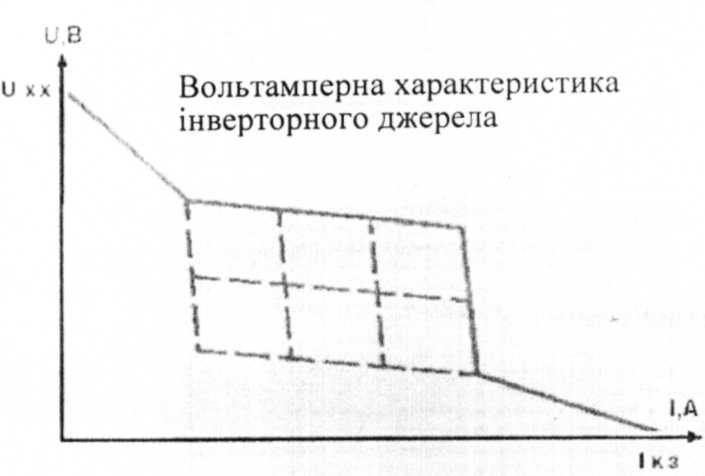
ІНВЕРТОРНІ ДЖЕРЕЛА ЖИВЛЕННЯ
 Перетворює змінну напругу мережі в напругу та струм для зварювання
Перетворює змінну напругу мережі в напругу та струм для зварювання
НВ - низькочастотний
випрямляч ІН - інвертор Тр -

ТЕХНОЛОГІЧНІ
ПЕРЕВАГИ
1. Мінімальне розбризкування;
2. Зварювання короткою дугою;
3. Зварювання сталей,що погано зварюються;
4. Мінімальний перегрів
| НВ – низькочистотний випрямляч; ІН – інвестор; Тр – трансформатор; ВВ – високочастотний випрямляч; Rш – шунт; БК – блок керування |
Високі характеристики:
- КПД= 95-98%
- соs  = 1,0
= 1,0
- висока швидкодія
| Р, С5, Тр2 – коливальний контур, що підвищує частоту до 200-400 кГц; С6 – фільтр низьких частот |
ДОДАТКОВЕ ОБЛАДНАННЯ
БАЛАСТОВИЙ РЕОСТАТ ОСЦИЛЯТОР
| Забезпечує безконтактнезапалювання дуги й стабілізує її горіння при зварюванні. ПЗФ – перешкодозахисний фільтр; П1 – мережевий запобіжник; П2 – запобіжник трансформатора Тр2 Тр1 – трансформатор, що підвищує напругу до 3-10 кВ |
 Формує падаючу вольтамперну характеристику
Формує падаючу вольтамперну характеристику
джерела живлення. Східчасто регулює режим
зварювання. Компенсує постійну складову
струму при зварюванні від трансформатора.
1. Корпус
2. Тумблери діапазонів
3. регулювання
4. Рубильники секцій
5. опору
6. Клеми для
7. зварювального кабелю
8. Секції ніхромового
9. дроту або стрічки
Складається з набору
ніхромових дротів
різного опору з'єднаних
паралельно.
| ЗВАРНИЙ струм, А |
| ПЕРЕРІЗ дроту, мм |
| СТРУМОПІДВІДНІ ЗАТИСКАЧІ |
| 1. Сталеві чи азбестові листи; 2. Фіранки з брезенту з вогнестійким просоченням. |

І.3. СТАЛІ ДЛЯ ЗВАРЮВАННЯ КОНСТРУКЦІЙ
| КЛАСИФІКАЦІЯ | ЗМІСТ ВУГЛЕЦЮ, % | ЗМІСТ ЛЕГУЮЧИХ ЕЛЕМЕНТІВ, % | |
| ВУГЛЕЦЕВІ | Низько вуглецеві | До 0,25 | |
| Середньовуглецеві | 0,25 - 0.6 | ||
| Високовуглецеві | 0,6-2,0 | ||
| ЛЕГОВАНІ | Низьколеговані | РІЗНО | До 2,5 |
| Середньолеговані | 2,5-10,0 | ||
| Високолеговані | Більш 10,0 |
СТАЛЬ ВУГЛЕЦЕВА ЗВИЧАЙНОЇ ЯКОСТІ (ДЕРЖСТАНДАРТ 380-71)
Згідно СНиП ІІ-23-81 для зварювання конструкцій використовуються тільки сталі групи В с номероммарки 3. Підрозділяється на 3 групи.
| ГРУПА | МАРКА СТАЛІ | МАРКА | % ВУГЛЕЦЮ | МЕЖА МІЦНОСТІ, Мпа | |
| А | Ст0, Ст1, Ст2, СтЗ, Ст4, Ст5, Ст6 | ВСт 3 кп | 360 - 460 | ||
| ВСт 3пс | 370 - 480 | ||||
| Б | БСт0, БСт1,БСт2, БСтЗ, БСт4, БСт5 | ВСтЗсп | 0,14 – 0,22 | 380 - 500 | |
| ВСт 3 Гпс | 370 - 490 | ||||
| В | ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5 | ВСт 3 Гсп | 390 - 570 | ||
| кп - кипляча, пс-напівспокійна сп - спокійна, Г-зі змістом марганцю де 1 % |
СТАЛЬ ВУГЛЕЦЕВА ЯКІСНА КОНСТРУКЦІЙНА (ГОСТ 1050-74).
Позначається цифрою, що відповідає вмісту вуглецю в сотих частках.
| МАРКА | % ВУГЛЕЦЮ | МЕЖА МІЦНОСТІ, Мпа | МАРКА | % ВУГЛЕЦЮ | МЕЖА МІЦІ ЮСП, Мна |
| 05кп | Не более 0,06 | 15Г | 0,12-0,19 | ||
| 08кп,08 | 0,05-0,12 | 20Г | 0,17-0,24 | ||
| 10кп. 10 | 0,07-0,14 | 25Г | 0,22-0,30 | ||
| 15кп, 15 | 0,12-0,19 | 30Г | 0,27-0,35 | ||
| 20кп, 20 | 0,17-0,24 | 35 Г | 0,32-0,40 | 600-720 | |
| 0,22-0,30 | 40Г | 0,37-0,45 | 790 - 820 | ||
| 0,27-0,35 | 45Г | 0,42-0,50 | 780-1310 | ||
| 0.32-0,40 | |||||
| 0,37 - 0,45 | |||||
| 0,42-0,50 |
ЛІТЕРНІ ПОЗНАЧЕННЯ
 хімічних елементів, що використовуються як легуючі добавки
хімічних елементів, що використовуються як легуючі добавки
СТАЛЬ НІЗЬКОЛЕГОВАНА КОНСТРУКЦІЙНА (ГОСТ19282-73)
леговані сталі мають Перші дві цифри означають вміст
літерно-цифюве вуглецю в сотих долях відсотка. Цифри
позначення після букв – зміст легуючого елементу в
%. Відсутність цифри після букви
вказує, що даного елементу міститься
близько 1%
| МАРКА | %С | %Si | %Mn | %Сr | %Ni | %Сu | Межа міцності, МПа |
| 09Г2 | 0,12 | 0,3 | 1,8 | 0,3 | 0,3 | 0,3 | |
| 09Г2С | 0,12 | 0,7 | 1,7 | 0,3 | 0.3 | 0,3 | |
| 14Г2 | 0,12-0,18 | 0,37 | 1,6 | 0,3 | 0,3 | 0,3 | |
| 10Г2С | 0,12 | 1,1 | 1,65 | 0,3 | 0,3 | 0,3 | |
| 15ХСНД | 0,12-0,18 | 0,7 | 0,7 | 0,9 | 0,6 | 0,4 | 490-687 |
| 10ХСНД | 0,12 | 1,1 | 0,8 | 0,9 | 0,8 | 0,6 | 530-68 |
| 17ГС | 0,14-0,20 | 0,6 | 1,4 | 0,3 | 0,3 | 0,3 | |
| 17Г1С | 0.15-0,20 | 0,6 | 1,6 | 0,3 | 0,3 | 0,3 | |
| 17Г1С-У | 0,15-0,20 | 0,6 | 1,55 | 0,3 | 0,3 | 0,3 | 510-028 |
СТАЛІ Й СПЛАВИ ВИСОКОЛЕГОВАНІ (ГОСТ 5632-72)
| КОРОЗІЙНОСТІЙКІ володіють стійкістю проти різних видів корозії. | ЖАРОСТІЙКІ — стійкі проти хімічного і руйнування поверхні в газових середовищах при t > 550 °С. Працюють в ненавантаженому або слабконавантаженому стані. | ЖАРОМІЦНІ працюють в ненавантаженому або слабконавантаженому стані при високих 1° протягом певного часу. Достатньо жаростійкі. | |||||
| МАРКА | Межа міцності,МПа | МАРКА | Межа міцності,МПа | МАРКА | Межа міцності, МПа | ||
| 12Х18Н9 | 12МХ | 08Х15М24В4ТР | |||||
| 12X18Н9Т | 12Х1МФ | ХН70Ю | |||||
| 17Х18Н9 | 25X1МФ | ХН35ВТЮ | |||||
| 08Х22Н6Т | 25Х2М1Ф | ХН70ВМЮТ | |||||
| 20Х20Н14С2 | 25ХЗМВФ | ХН77ТЮР | |||||
| АРМАТУРНІ СТАЛІ, ЩО ПІДДАЮТЬСЯ ЗВАРЮВАННЮ | |||||||
| КЛАС СТАЛІ | МАРКА СТАЛІ | Межа міцності, МПа | Діаметр стержня, мм | ||||
| А-І | СтЗкп, СтЗпс, СтЗсп, СтЗГпс | 5,5-40 | |||||
| А-ІІ | Ст5сп, Ст5пс, 18Г2С | 10-80 | |||||
| Ас-ІІ | 10ГТ | 10-32 | |||||
| А-ІІІ | 35ГС, 25Г2С, 32Г2Рпс | 6-40 | |||||
| Ат-ІІІс | Ст5сп, Ст5пс | 6-40 | |||||
| А-ІV | 80С, 20ХГ2Ц | 10-32 | |||||
| Ат-ІV | 20ГС | 10-40 | |||||
| Ат-ІVс | 25Г2С, 35ГС, 28С, 27ГС | 10-40 | |||||
| Ат-ІVк | 10ГС2, 08Г2С, 25С2Р | 10-32 | |||||
| А-V | 23Х2Г2Т | 10-32 | |||||
| Ат-V | 20ГС, 20ГС2, 10ГС2, 08Г2С, 25Г2С, 28С и ін. | 18-32 | |||||
| Ат-Vк | 35ГС, 25С2Р | 18-32 | |||||
| А-Vі | 22Х2Г2АВ, 22Х2Г2Р, 20Х2Г2СР | 10-22 | |||||
| А-VІІ | 30ХС2 | 1370-1420 | 10-32 | ||||
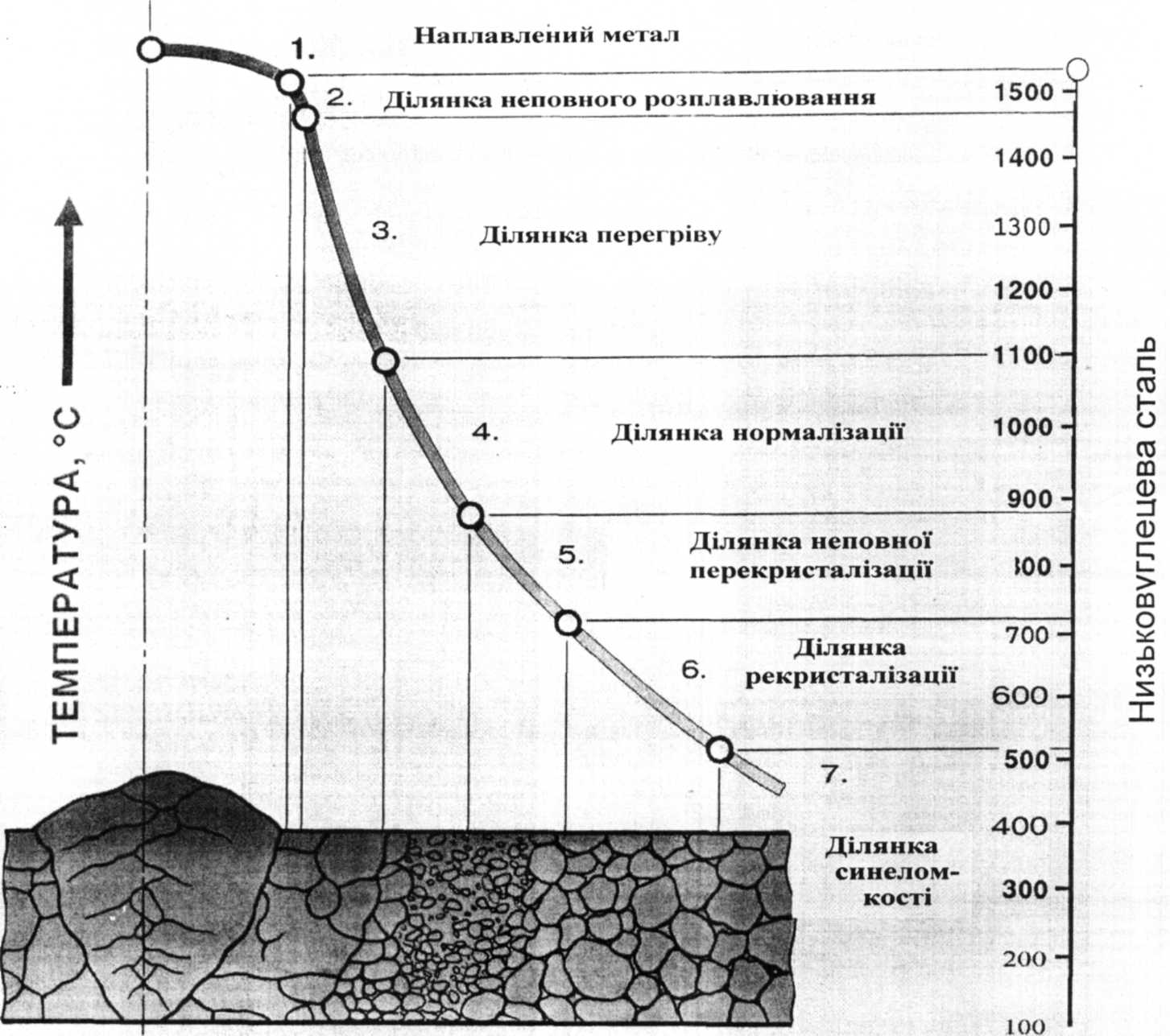 І.4. ФІЗИЧНІ ПРОЦЕСИ. ТЕРМІЧНИЙ ЦИКЛ
І.4. ФІЗИЧНІ ПРОЦЕСИ. ТЕРМІЧНИЙ ЦИКЛ
ХАРАКТЕРИСТИКИ ДІЛЯНОК
| № | Структура металу | Температура | Ширина, мм |
| Стовпчаста, лита, із зниженими механічними властивостями. | 1530±5 | 1/2 ширина шва | |
| Зростання зерна, утворення голчатої структури з підвищеною хрупкістю. | 1530-1470 | 0,1-0,4 | |
| Крупнозерниста будова із зниженою ударною в'язкістю і пластичністю. | 1470-1100 | 3-4 | |
| Подрібнення зерна, підвищення механічних властивостей. | 1100-880 | 0,2-4,0 | |
| Змішані споруди з дрібних і крупних зерен із зниженими механічними властивостями. | 880-720 | 0,1-3,0 | |
| Відновлення форми і розмірів зерен металу. | 720-510 | 0,1-1,5 | |
| Структурних змін не має. | 510-200 | 0,8-1,2 |
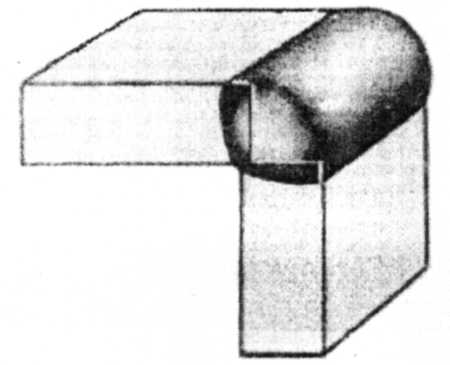
НАПРУГА І ДЕФОРМАЦІЇ ЗВАРНИХ КОНСТРУКЦІЇ
 ОСНОВНІ ПРИЧИНИ ДЕФОРМАЦІЙ НЕРІВНОМІРНИЙ НАГРІВ МЕТАЛУ
ОСНОВНІ ПРИЧИНИ ДЕФОРМАЦІЙ НЕРІВНОМІРНИЙ НАГРІВ МЕТАЛУ
• нерівномірний нагрів металу
• усадка розплавленого металу
• зміни в структурі металу
При наплавленні валу на кромку смуги вал і нагріта частина смуги розширюються і розтягують холодну частину смуги, створюючи в ній розтягування з вигином. Сам же вал і нагріта частина смуги будуть стислі, оскільки їх тепловому розширенню перешкоджає холодна частина смуги. Смуга прогнеться опуклістю вгору. При охолодженні вал і нагріта частина смуги, зазнавши пластичні деформації, стають коротшими, але цьому знову перешкодять шари холодного металу. Вал і нагріта частина смуги стягуватимуть верхні волокна, і смуга прогнеться опуклістю вниз.
бт - напруга текучості, О- розтягування, О - стиснення
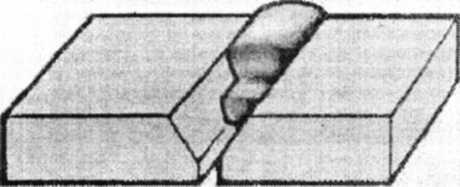
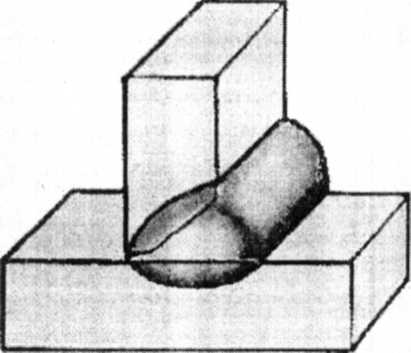
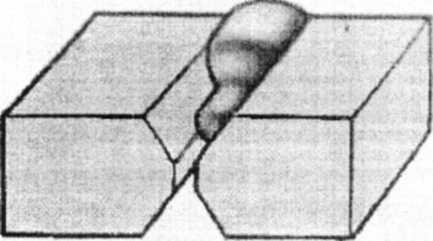
 УСАДКА РОЗПЛАВЛЕНОГО МЕТАЛУ
УСАДКА РОЗПЛАВЛЕНОГО МЕТАЛУ
| ДЕФОРМАЦІЇ ВІД ПОВЗДОВЖНЬОЇ УСАДКИ |
 Усадка відбувається при
Усадка відбувається приохолодженні металу.
Метал стає щільнішим, його
об'єм зменшується, і в
зварному з'єднанні виникає
внутрішня напруга. Під впливом повздовжньої напруги виріб коробиться в поздовжньому напрямі, а поперечні напруги приводять, як правило, до кутових деформацій - викривленню у бік більшого об'єму
розплавленого
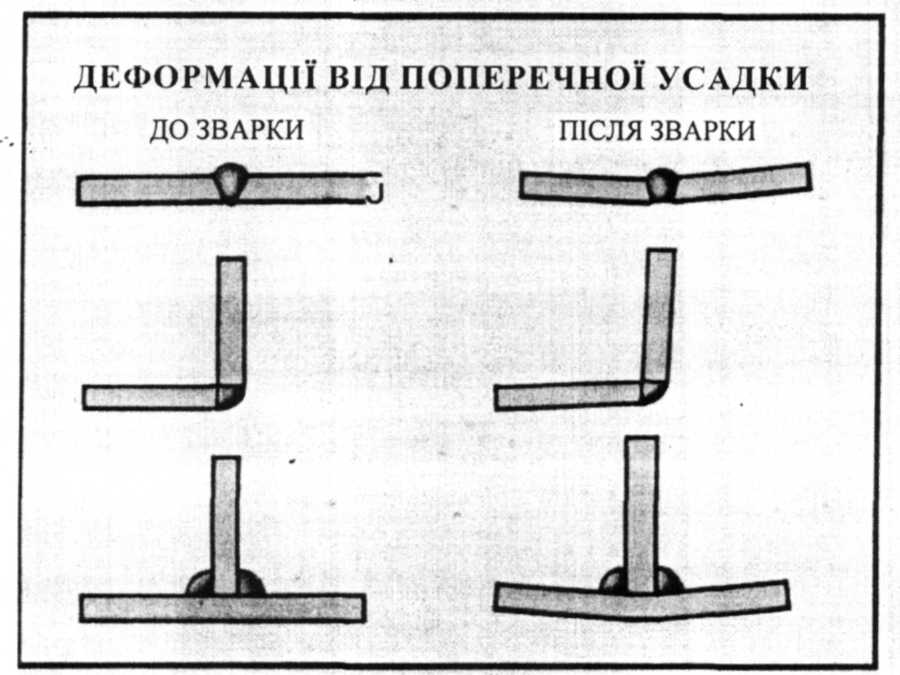 металу.
металу.
ЗВАРЮВАНІСТЬ СТАЛЕЙ
ЗВАРЮВАНІСТЬ - здатність металів ЕКВІВАЛЕНТНИЙ ВМІСТ ВУГЛЕЦЮ
утворювати якісне зварні з'єднання, кількісна характеристика зварюваності.
що задовольняє експлуатаційним Вона визначається за формулою:
вимогам.
 = С +
= С +  +
+  +
+  ,
,
де С - вміст вуглецю, %; Мn, Сr... - вміст легуючих елементів, %
| ГРУПА ЗВАРЮВАНОСТІ | Сєк, % | МАРКИ СТАЛЕЙ | ||
| Вуглецеві | Леговані | Високолеговані | ||
| І Гарна | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВЄт4; Сталі 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12Х18Н9Т; 15X5 |
| II Задовільна | Понад 0,25 до 0,35 вкл | Вст5; Сталі 30; 35 | 12ХН2, 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х ЗОХМ; 25ХГСА | 30X13; 12X17; 25X1ЗН2 |
| III Обмежена | Понад 0,35 до 0,45 , вкл | Вст6 Сталі 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; З30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА, | 17Х18Н9; 12Х18Н9; 36Х18Н25С2; 40Х9С2 |
| IV Погана | Понад 0,45 | Сталі 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н1482М; 40Х10С2М |
| ГРУПА ЗВАРЮВАНОСТІ | УМОВИ ЗВАРЮВАННЯ |
| І | Без обмежень, у широкому діапазоні режимів зварювання незалежно від товщини металу, твердості конструкцій, температури навколишнього середовища. |
| ІІ | Зварювання тільки при температурі навколишнього середовища не нижче - 5  С товщині металу менш 20 мм при відсутності вітру. С товщині металу менш 20 мм при відсутності вітру.
|
| III | Зварювання з попереднім або супутнім підігрівом до 250 °С у твердому діапазоні режимів зварювання. |
| IV | Зварювання з попереднім і супутнім підігрівом, термообробкою після зварювання. |
І.5. ЕЛЕКТРОДИ. КЛАСИФІКАЦІЯ ПОКРИТИХ ЕЛЕКТРОДІВ
| ЗА ПРИЗНАЧЕННЯМ | ПОЗНАЧЕННЯ | ||
| Зварювання вуглецевих і низьколегованих сталей конструкційних з тимчасовим опором розриву до 600 МПа. | 9 типів Є38, Є42, Є42А, Є46, Є46А, Є50, Є50А, Є55, Є60 | У | |
| Зварювання легованих конструкційних сталей з тимчасовим опором розриву понад 600 МПа. | 5 типів Є70, Є85, Є100, Є125, Є150 | Л | |
| Зварювання легованих теплотривких сталей. | 9 типів Є09М, 09МХ та ін. | Т | |
| Зварювання високолегованих сталей з особливими властивостями. | 49 типів Є12X13, Є06Х13М, Є10Х17Т та ін. | В | |
| Наплавлення поверхневих шарів з особливими властивостями. | 44 типу Є10Г2, Є11ГЗ, Є16Г2ХМ та ін. | Н | |
| ЗА ВИДОМ ПОКРИТТЯ | ПОЗНАЧЕННЯ | |
| Зварювання у всіх просторових положеннях постійним і змінним струмом. Не рекомендується для сталей з підвищеним вмістом сірки й вуглецю. Недолік: можливі тріщини у швах, значне розбризкування | Кислі | А |
| Зварювання у всіх просторових положеннях постійним і змінним струмом | Рутилові | Р |
| Зварювання постійним струмом зворотньої полярності у всіх просторових положеннях металу великої товщини | Основні | Б |
| Зварювання у всіх просторових положеннях постійним і змінним струмом. Доцільні при монтажі. Не допускають перегріву. Більші втрати при розбризкуванні | Целюлозні | Ц |
| Зварювання конструкцій і трубопроводів у всіх положеннях шва, крім стельового, при низькій витраті на 1 кг наплавленого металу | Змішаного типу | РЦЖ* |
| *Із залізним порошком |
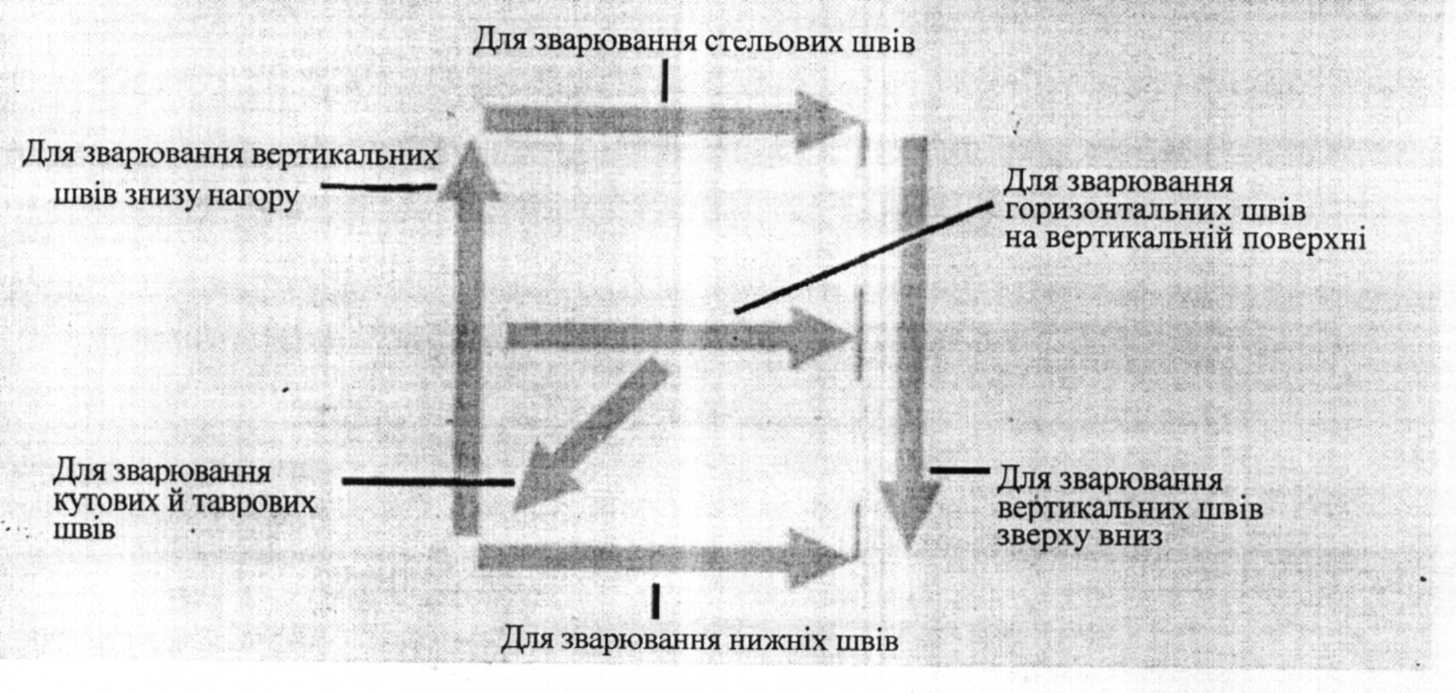
| ЗА ПРОСТОРОВИМ ПОЛОЖЕННЯМ ШВА | ЗА РОДОМ І ПОЛЯРНІСТЮ ЗВАРЮВАЛЬНОГО СТРУМУ | |||
| Для зварювання у всіх положеннях. | Змінний струм (Uxx, B) | Постійний струм (полярність) | Позначення | |
| Для зварювання у всіх положеннях, крім вертикального зверху вниз. | Не застосовується | зворотна | ||
50  5 5
| будь-яка | |||
| пряма | ||||
| зворотна | ||||
| Так само, крім вертикального зверху вниз і стельового. | 70 10
| будь-яка | ||
| пряма | ||||
| зворотна | ||||
| Для швів нижнього й нижнього" у човник". | 90 5
| будь-яка | ||
| пряма | ||||
| зворотна |
 КЛАСИФІКАЦІЯ ПОКРИТИХ ЕЛЕКТРОДІВ
КЛАСИФІКАЦІЯ ПОКРИТИХ ЕЛЕКТРОДІВ
| ЗА ТОВЩИНОЮ ПОКРИТТЯ | ПОЗНАЧЕННЯ | |
| 3 тонким покриттям | D/d  1,2 1,2
| M |
| 3 середнім покриттям | 1,2 < D/d 1,45
| C |
| 3 товстим покриттям | 1,45 < D/d 1,8
| Д |
| 3 особливо товстим покриттям | D/d >1,8 | Г |
ПРИКЛАД УМОВНОГО ПОЗНАЧЕННЯ ЕЛЕКТРОДА
Призначення: зварювання вуглецевих и низьколегованих сталей
Тип електрода, міцнісна Марка електрода Діаметр електрода характеристика 420 Мпа 3 мм
Покриття
товсте
Э42А – УОНИ – 13/45 – 3,0 – УД ГОСТ 9466-75
Е432(5) – Б 1 0 ГОСТ 9467-75
Постійний струм
Група індексів, що вказує на міцнісні зворотна полярність
характеристики метала шва за ГОСТ
9467-75 Припустиме просторове
положення - будь яке
Покриття основне
МАРКУВАННЯ ЕЛЕКТРОДІВ ЗАКОРДОННОГО ВИРОБНИЦТВА
І.6. ЗВАРНІ З'ЄДНАННЯ ТА ШВИ.
ОСНОВНІ ТИПИ ЗВАРНИХ З’ЄДНАНЬ.
КУТОВІ ТАВРОВІ СТИКОВІ
 Без скосу кромок Без скосу кромок
Без скосу кромок Без скосу кромок

V - подібний скіс кромок
Зі скосом однієї кромки

X - подібний скіс кромок
Поиск по сайту: