АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Технологический процесс сварки плоских секций
По принятым в судостроении определениям к плоскостным относятся секции, у которых средняя высота не превышает 1/15 меньшего размера в плане.
3.4.1. Изготовление плоскостных секций с прямолинейной поверхностью производят на плоском стенде или механизированных поточных линиях (МПЛ). Сборочно-сварочные работы ведутся в следующей технологической последовательности:
- на стенд укладывается уже сваренное по стыкам и пазам полотнище (см. п.3.1.);
- на полотнище устанавливаются детали продольного или поперечного набора;
- балки продольного набора привариваются автоматом к полотнищу;
- устанавливаются детали перекрёстного набора – балки поперечного (продольного) набора;
- завариваются места пересечения и притыкания деталей набора;
- поперечный набор приваривается полуавтоматом или ручной дуговой сваркой к полотнищу секции.
Описанный метод формирования секции именуется раздельным. В практике судостроения приняты три основные схемы сборки и сварки секций корпуса в сборочно-сварочных цехах.
Ячейковый метод - продольный набор протаскивается через шпигаты (отверстия) поперечного. В этих случаях сварки набора и приварка его к полотнищу производится после выполнения всего объёма сборочных операций в последовательности, показанной на Рис.1.
Раздельный метод - поперечный набор «надевается» на продольный после его приварки к полотнищу. Приварка продольного набора может быть осуществлена автоматом (Рис.2). Этот метод применяется при изготовлении секций на МПЛ.
Последовательно-параллельный метод – сварку продольного набора автоматом к полотнищу производят по мере установки каждой балки.
В курсовой работе должен быть выбран один из методов с кратким обоснованием в данном разделе расчётно-пояснительной записки.

| Продольный набор |
Рис. 1. Ячейковый метод сварки секции (цифрами показана
очерёдность выполнения сварных швов)
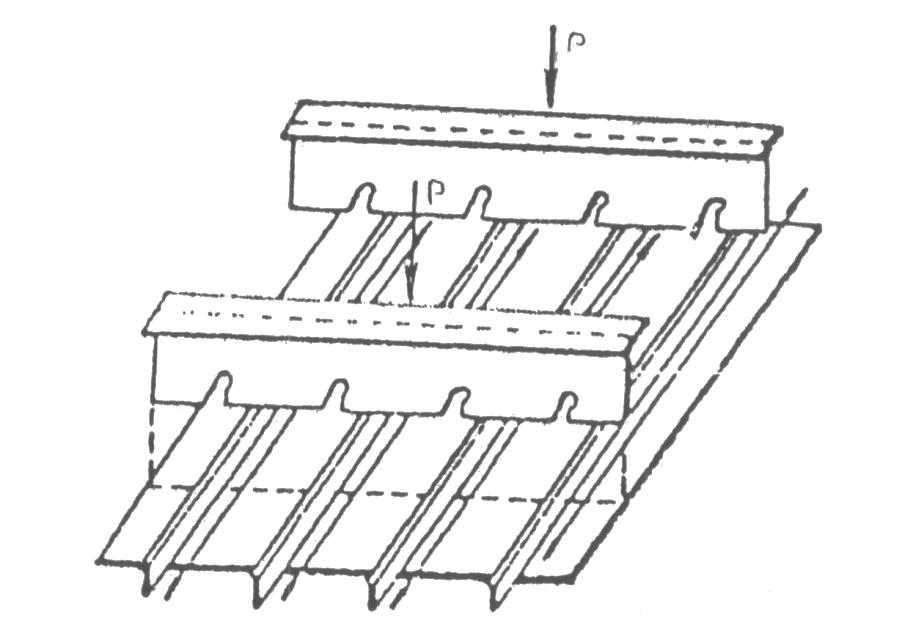
Рис. 2. Раздельный метод сборки и сварки секции
Поиск по сайту: