АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Способы установки заготовок в приспособлении. Выбор схемы установки заготовок в приспособлении
Различают следующие принципы установки заготовок:
1) Принцип локализации контакта установочных элементов приспособления с заготовкой (чем меньше площадь контакта, тем выше точность установки; чем грубее поверхность, т. е. чем больше шероховатость, тем меньше должна быть площадь контакта).
2) Принцип 6 точек.
Различают 2 способа установки заготовок в приспособлении:
а) установка на опорные штыри или пластины, т. е. создание плотного контакта заготовки с установочными элементами;
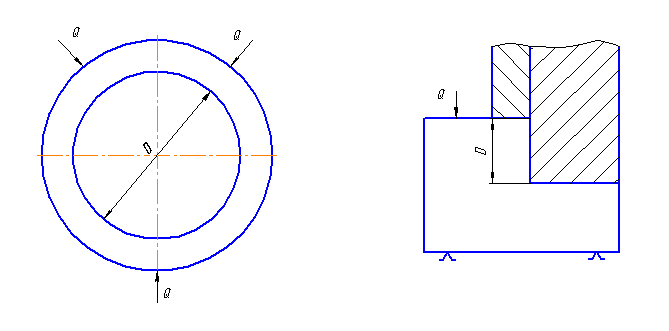
б) установка по охватывающим поверхностям заготовки (установка на пальцы, оправки, в центра, призмы, патроны).


wн.бА = Тс.
wбВ = 0.
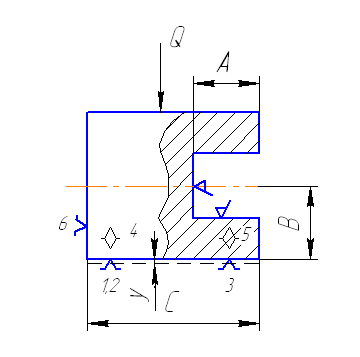
Погрешность закрепления wз – это разность между min и max проекциями исходной базы размера на направление выдерживаемого размера при приложении силы (сил) зажима.
wзА = 0; wзВ ≠ 0
Величина погрешности закрепления зависит от колебаний силы зажима:
wз = (ymax – ymin) cos α;
где α – угол между направлением размера и смещением исходной базы.
Погрешность закрепления при правильном конструировании жесткости детали или заготовки в основном определяется деформациями в стыке «заготовка – установочный элемент».
y = С ∙ Qm = wз′
где С – коэффициент, учитывающий форму опоры или установочного элемента; m – коэффициент, учитывающий состояние поверхностного слоя заготовки.

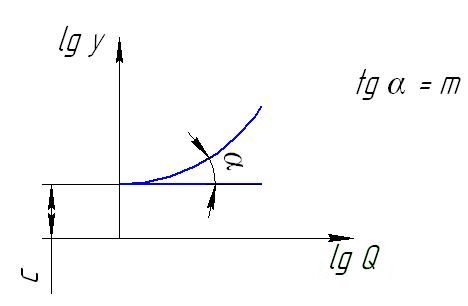
Коэффициенты С и m определяются экспериментально после обработки результатов.
При закреплении заготовки в трехкулачковом патроне, а так же при обработке заготовок набором фрез или другим инструментом погрешность закрепления равна нулю.
В общем случае wз = wз′+ wз′′ + wз′′′
wз′′ – определяется в зависимости от колебания шероховатости обрабатываемой заготовки т.е.  ; m = 0,5-0,75
; m = 0,5-0,75
wз′′= 0,2y = 0,2∙С∙Qm
wз′′′ – учитывает деформацию упругих отклонений в стыках

Погрешность положения wп включает в себя следующие погрешности:
1) Погрешность изготовления детали и приспособления в направлении выдерживаемого размера.
2) Износ установочных элементов.
3) Погрешность, связаная с установкой самого приспособления на столе станка или на шпинделе станка.

4) Погрешность, связанная с набиванием стружки в установочные элементы.
По формуле (1) определяется фактическая погрешность установки
 (3)
(3)
 (4)
(4)
Условие выбора схемы установки будет иметь вид:
wу ≤ [wу]
Поиск по сайту: