АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Поверхностная закалка
|
Читайте также: |
При поверхностной закалке на определенную глубину нагревается (выше критических точек) и затем закаливается только поверхностный слой. Для выполнения этого условия нагрев поверхности должен быть очень интенсивным, чтобы за счет теплопроводности не произошло нагрева внутренних слоев. Обычно нагрев осуществляют следующими способами:
- газопламенный нагрев (обычно для крупногабаритных деталей);
- индукционный нагрев;
- с использованием лазеров или электронно-лучевым способом.
В настоящее время наибольшее применение имеет поверхностная закалка с использованием индукционного нагрева (закалка ТВЧ).
Индукционный нагрев основан на использовании трех известных законов физики. Во-первых – закона электромагнитной индукции (в проводнике, помещенном в переменное электромагнитное поле возникает (индуцируется) ток той же частоты). Во-вторых – поверхностного (skin) эффекта (постоянный ток распределяется равномерно по сечению проводника, а переменный – чем выше частота, тем больше вытесняется на поверхность проводника). В-третьих, по закону Джоуля-Ленца Q=I2 * R, т.е. выделение тепла происходит в поверхности изделия. При прохождении переменного тока по проводнику (медному водоохлаждаемому индуктору) вокруг него образуется переменное магнитное поле, силовые линии которого пронизывают деталь (рис. 8.7). В детали индуцируются вихревые токи, вследствие чего и происходит ее разогрев (рис. 8.8).
Плотность тока, индуцированного в детали, по ее сечению неравномерна. Можно считать, что вихревые токи возникают только в поверхностном слое, глубина которого зависит от частоты тока и физических свойств стали – удельного электросопротивления и магнитной проницаемости.
 |
где h – глубина закаленного слоя, мм;
k – коэффициент пропорциональности;
r - удельное электросопротивление, Ом*см;
m - магнитная проницаемость, Гс/Э;
n - частота тока, Гц
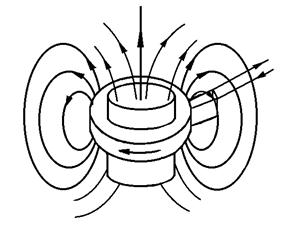 |

| Рисунок 8.7 – Схема индукционного нагрева | Рисунок 8.8 – Закалка цилиндрической детали с нагрева ТВЧ |
Чем выше частота тока, тем меньше глубина прогреваемого слоя. Поэтому для получения закаленных слоев толщиной до 2 – 3 мм используют ламповые генераторы, вырабатывающие ток частотой 50000 – 100000 Гц, а при большей глубине – машинные генераторы, вырабатывающие ток частотой 2500 – 10000 Гц.
Необходимость водяного охлаждения индуктора связана с использованием больших удельных мощностей (до 2 квт/см2) Это обеспечивает высокие скорости нагрева ТВЧ (время нагрева измеряется секундами), из за чего фазовые превращения смещаются в область более высоких температур. Поэтому температура высокочастотной закалки обычно выше, чем при печном нагреве, например, для стали 40 при печном нагреве t = 840-860 °С, а при индукционном со скоростью 250 или 400 K/с соответственно t = 880 – 920°С и t = 930 – 980 °С. При малых длительностях выдержки аустенитное зерно не успевает вырасти даже при перегреве, поэтому текущий контроль за температурой нагрева не очень важен.
Поиск по сайту: