АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Шитье проволокой

Шитье проволокой — это способ скрепления с геометрическим замыканием. При скреплении посредством шитья проволокой проволочные скобы проталкиваются через листы блока, и на обратной стороне ножки скоб загибаются внутрь (рис.75).
Из-за качественных недостатков продуктов для читателя, сшитых проволокой, таких, как:
· окисление проволоки;
· опасность травм концами скоб;
· плохой эстетический вид скрепления,
этот способ на обычном переплетно-брошюровочном предприятии применять избегают. В таких его достоинствах, как:
· простой и надежный принцип действия;
· возможность прямой послепечатной обработки на поточных линиях;
· надежное скрепление тетрадей блока и
· высокая экономичность,
можно видеть причину, по которой способ обладает неограниченным приоритетом при изготовлении журналов, многостраничных рекламных брошюр и подобной продукции. Доминирующим способом проволокошвейное скрепление является при шитье брошюр, у которых используются две или больше скоб в корешковом сгибе. Загибание концов скоб внутрь — это обычный способ скрепления издания. Издания в разговорной речи называют брошюрой, сшитой внакидку.
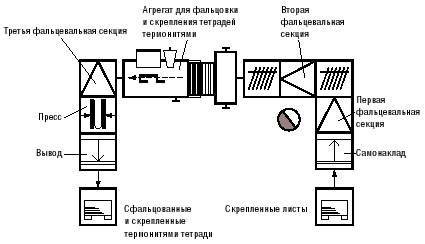
Рис. 72
Схема агрегатов для фальцовки и скрепления тет радей термонитями

Рис. 73
Технология шитья термонитями

Рис. 74
Машина для скрепления тетрадей термонитями c фальцевальным аппаратом (Heidelberg)
Основная область использования шитья проволокой:

Рис. 75
Принцип шитья проволокой
· изготовление массовых журналов. При производстве массовых журналов используются так называемые вкладочно-швейные машины. Это — поточные линии, которые в своей основе состоят из вкладочной машины, проволокошвейного агрегата и модуля для трехсторонней подрезки. Для журналов с небольшим объемом полос применяются также проволокошвейные модули, интегрируемые в рулонные ротационные печатные машины;
· изготовление и отделка простой печатной продукции. Отделочный цех — это специальная область брошюровочно-переплетного предприятия. В нем производят исключительно простые изделия, такие, как рекламные листовки, брошюры, сшитые внакидку, брошюры, состоящие из отдельных листов, скрепленных между собой, и пр. Новейшая область производства — это обработка листов, отпечатанных на цифровых печатных системах. Здесь используются преимущественно поточные линии, которые состоят из цифровой печатной системы, вертикальной подборочной машины, проволокошвейного агрегата и резального устройства.
Проволокошвейные агрегаты, включенные во вкладочно-швейные машины. Рабочий орган для скрепления скобами во вкладочно-швейных машинах называется швейной головкой. Задачи швейной головки состоят в том, чтобы поступающую с катушки проволоку для шитья разрезать по длине скобы, сформировать скобу и проколоть ее через корешок. Под швейной головкой находится приспособление для загиба скоб, которое обеспечивает сгибание находящихся выше ножек скоб. Наряду со стандартными швейными головками, которые встроены вовкладочно-швейные машины различных производителей, существуют, в частности, головки специальных конструкций для высокопроизводительных машин. Во всех швейных головках скрепление скобами можно реализовать одинаковыми приемами (табл. 22).
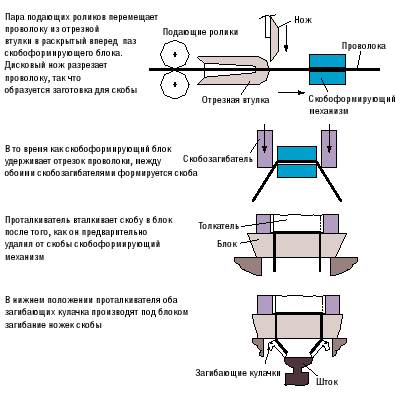
Таблица 22
Функции швейной головки в подборочно-швейных машинах
При прокалывании блока в проволочных ножках возникают напряжения изгиба, которые тем больше, чем тверже подлежащая обработке бумага и чем толще блок. В том случае, если выдерживаемое напряжение, которое зависит также от длины ножки, меньше, чем сопротивление тетради, скоба изгибается или надламывается перед загибом ножек. Этот дефект обработки устраняется применением более толстой или твердой проволоки. Проволока различается по форме (круглое, прямоугольное сечение) и по площади поперечного сечения. Дополнительной операцией швейных головок является формирование отверстий для вставки скоб.
Во время процесса шитья следует обращать внимание на то, чтобы не было никакого относительного движения между швейной головкой и блоком. При этом:
· подобранная вкладкой тетрадь останавливается подстанцией шитья;
· устанавливается перемещающаяся швейная систе ма (так называемые плавающие швейные головки).
Проволокошвейные машины в отделочном цехе. В подразделениях, работающих по полному циклу изготовления печатной продукции, следует различать:
· аппараты и агрегаты для пооперационного производства. Устройства для шитья и тачалки (название в разговорной речи проволокошвейных машин) ис пользуются для малых и минимальных тиражей (и единичной продукции).Они имеют одну или две швейные головки и один швейный стол для бокового шитья проволокой. Швейные устройства обрабатывают предварительно сформованные скобы с различными длинами ножек и различными формами головок скоб (петли), которые в виде пакетов скоб вставляются в швейную головку. Швейные машины предлагаются с различной степенью технического оснащения;
· швейные модули для вкладочно-швейно-резальных линий. Послепечатная обработка четырехстраничных печатных листов шитьем тетрадей внакидку до 100 страниц на блок производится в отделочном подразделении на поточных линиях. При этом в противоположность обычному изготовлению подбираются несфальцованные листы. В одном швейно-фальцевальном агрегате выполняются шитье в корешковом поле двумя проволочными скобами и фальцовка блоков. После обжима фальца блок подвергается обрезке. Используются швейные головки, которые работают с проволокой, намотанной на катушки.
Поиск по сайту: